粉体物料计量控制系统的改进
- 格式:pdf
- 大小:432.61 KB
- 文档页数:2
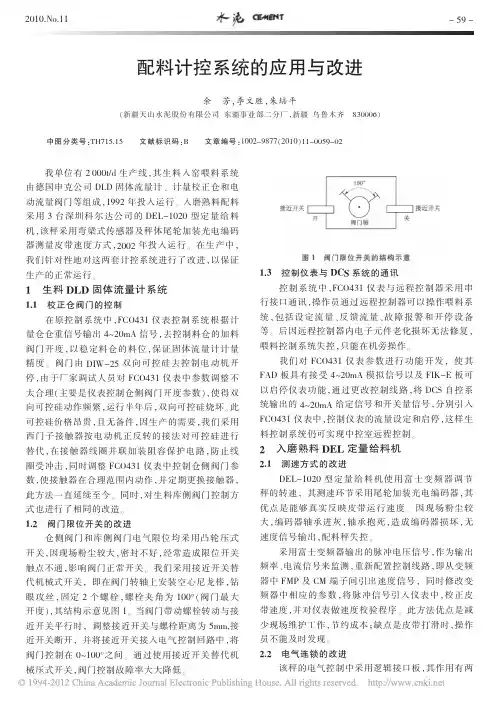
2010.No.11我单位有2000t/d 生产线,其生料入窑喂料系统由德国申克公司DLD 固体流量计、计量校正仓和电动流量阀门等组成,1992年投入运行。
入磨熟料配料采用3台深圳科尔达公司的DEL-1020型定量给料机,该秤采用弯梁式传感器及秤体尾轮加装光电编码器测量皮带速度方式,2002年投入运行。
在生产中,我们针对性地对这两套计控系统进行了改进,以保证生产的正常运行。
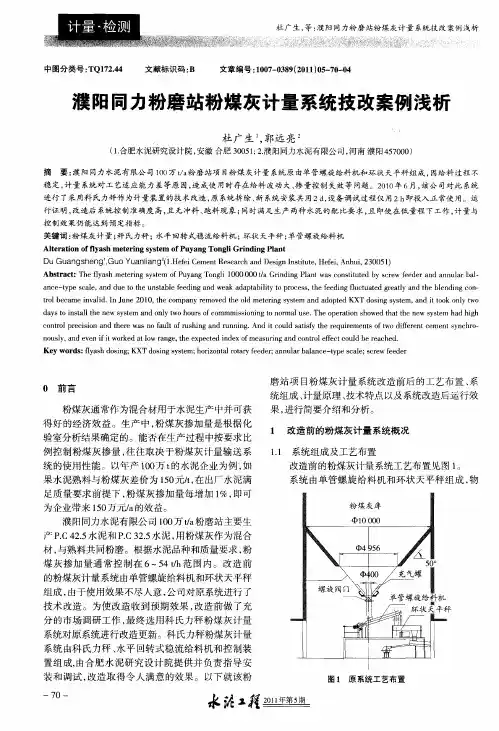
1生料DLD 固体流量计系统1.1校正仓阀门的控制在原控制系统中,FCO431仪表控制系统根据计量仓仓重信号输出4~20mA 信号,去控制料仓的加料阀门开度,以稳定料仓的料位,保证固体流量计计量精度。
阀门由DIW-25双向可控硅去控制电动机开停,由于厂家调试人员对FCO431仪表中参数调整不太合理(主要是仪表控制仓侧阀门开度参数),使得双向可控硅动作频繁,运行半年后,双向可控硅烧坏。
此可控硅价格昂贵,且无备件,因生产的需要,我们采用西门子接触器按电动机正反转的接法对可控硅进行替代,在接触器线圈并联加装阻容保护电路,防止线圈受冲击,同时调整FCO431仪表中控制仓侧阀门参数,使接触器在合理范围内动作,并定期更换接触器,此方法一直延续至今。
同时,对生料库侧阀门控制方式也进行了相同的改造。
1.2阀门限位开关的改进仓侧阀门和库侧阀门电气限位均采用凸轮压式开关,因现场粉尘较大,密封不好,经常造成限位开关触点不通,影响阀门正常开关。
我们采用接近开关替代机械式开关,即在阀门转轴上安装空心尼龙棒,钻眼攻丝,固定2个螺栓,螺栓夹角为100°(阀门最大开度),其结构示意见图1。
当阀门带动螺栓转动与接近开关平行时,调整接近开关与螺栓距离为5mm,接近开关断开,并将接近开关接入电气控制回路中,将阀门控制在0~100°之间。
通过使用接近开关替代机械压式开关,阀门控制故障率大大降低。
图1阀门限位开关的结构示意1.3控制仪表与DCS 系统的通讯控制系统中,FCO431仪表与远程控制器采用串行接口通讯,操作员通过远程控制器可以操作喂料系统,包括设定流量、反馈流量、故障报警和开停设备等。
1002012.2●Maintenance 维护维修中联水泥集团南阳分公司二期水泥粉磨系统粉煤灰计量使用的是KXT(F)科氏力秤粉煤灰定量给料系统。
自2007年8月投产至今,该系统基本满足生产配料使用,计量准确度在3%以内,控制准确度在2%以内,现就使用过程中出现的问题和对策及体会作一技术交流。
1 系统组成KXT(F)粉煤灰计量与控制系统主要由稳流给料装置、计量装置、控制装置组成。
其稳流给料装置由专用旋转锁料阀、电动给料阀、气动开关阀、充气分料箱组合而成。
给料装置安装在粉煤灰库下方,库内底部设有专用充气助流装置,防止粉煤灰起浮及库内料压引起的下料不畅。
粉煤灰由库底经旋转锁风阀、电动给料阀后通过一段空气输送斜槽进入KXT(F)科氏力秤。
2 控制部分组成及控制原理控制部分由一台西门子S 7-200P L C (带一个模拟量输入模块EM235和1个模拟量输出模块EM232)、一台西门子的触摸屏TP170A、两台ABB-ACS-510变频器,BS变送器和扭矩传感器(装在现场计量秤内部)及给料电机M1,计重电机M2。
KXT系统采用PLC控制,传感器采集信号传输至变送器BS,变送器处理后转换成PLC能够接受的标准信号(4~20mA),由EM235模块输入至PLC,由PLC计算出实际流量与设定流量对比,经过PID调节后通过EM232控制给料机M1变频器频率来改变给料量,如图1。
PLC具有自动调节功能、零点自动标定功能、通信功能、操作功能(中控自动方式、中控手动方式和本机操作方式)、过程动态图形功能等。
图1 控制流程3 此秤的使用注意事项和标定KXT(F)科氏力秤是基于科里奥利力学原理设计的,其计量原理是比较先进的,但在使用时必须注意两个关键问题和一个要素:(1)力矩的精确测量和获得恒定转速的方法及保证物料不凝聚和粘着旋转圆盘(侧轮),即物料必须由测量盘中心向外径运动。
(2)其力矩的标定只能在实验室完成,而现场是无法完成力矩的标定。
粉状物料计量的PID控制【摘要】传统的PID控制也存在许多不足,最突出的一点就是有关PID参数的问题。
首先,传统PID无自适应能力。
其次传统的PID控制器的参数只能整定为满足生产过程控制目标某一个方面的要求。
在设计控制系统的过程中人们主要关心的问题是“设定值跟踪特性”和“干扰抑制特性”。
而传统的PID控制器,只能通过整定一组PID参数来满足一个方面的要求。
因此常常采用折中的办法整定控制器参数,这样得到的控制效果显然不是最佳的。
【关键词】PID调节算法双环调节PI调节下面是通过PLC内置模块中的带死区PID调节算法实现煤粉计量系统,提高计量设备的稳定性。
通过的SPU对称重传感器提供高精度10VDC电源,经称重传感器产生0-20mA压差信号,毫伏变送器将称重信号转换为4-20mA标准电流信号送给PLC进行处理。
在系统中皮转子秤运转速度由置于电机上的接近开关直接测定,作速度反馈信号送给PLC。
在运行中,转子秤一转,其运转继电器吸合,PLC便将称重信号进行A/D转换与预置速度相乘,然后对时间积分,求出物料流量,并将求出的瞬时值与DCS 给定值进行比较,再通过PLC里的带死区的PI调节由变频器控制的电机的速度,来达到稳定物料的要求工业生产过程中不可预测的干扰很多。
若只有一组固定的参数,要满足各种负荷或干扰时的控制性能的要求是困难的,因此必须设置多组PID参数。
当工况发生变化时,能及时改变PID参数以与其相适应,使过程控制性能最佳。
目前使用的有如下几种形式:(1)对某些控制回路根据负荷不同,采用几组不同的,,参数,以提高控制质量。
(2)时序控制:按照一定的时间顺序采用不同的给定值和,,参数。
(3)人工模型:模拟现场操作人员的操作方法,把操作经验编制成程序,然后由计算机自动改变给定值或,,参数。
(4)自寻最优:编制自动寻优程序,一旦工况变化,控制性能变坏,计算机执行自动寻优程序,自动寻找合适的PID参数,保持系统的性能处于良好的状态[。
中图分类号:TQ172.614文献标识码:B文章编号:1007-6344(2013)09-00098-08固体物料一般粒度>10mm的称为块状物料,粒度为1~10mm的称为粒状物料,粒度<1mm的称为粉状物料。
本文所论述的粉体物料是指粉状物料以及其与小颗粒状物料的混合物料。
粉体物料细度高、流动性较好、易扬尘、压力传导性强,并随着仓压、水分、充气状态、粒度变化其流动性能变化很大。
造成在存储、输送、给料计量过程既容易起拱、粘附、结块、堵料,也容易发生塌仓、窜料、冲料、跑料。
从而使流量、计量和定量给料控制造成很大困难和麻烦。
成为固体物料给料计量控制领域问题较多、技术复杂、难度较大的部分。
水泥的整个生产工艺过程,都离不开粉体物料的计量和流量控制。
由于粉体物料的性质,流动状态和各生产环节的工艺要求差异变化较大,所采用的给料计量设备也多种多样。
常用的有:粉体物料定量给料(机)秤、固体物料流量计(包括溜槽式和冲量式等)、转子秤(包括:菲斯特型和粉研型等)、科里奥利质量流量计、失重给料秤、螺旋秤、粉体物料核子秤等,具体采用哪种给料计量设备,需根据生产环节的工艺使用要求、物料性质和现场条件确定。
在系统设计和选择设备方案时,应根据系统的具体实际情况、新技术设备发展情况,采用科学合理的匹配方案。
在当今的给料计量系统中,不能保持连续、稳定、可控的供料、卸料的问题屡见不鲜,常常导致计量控制设备不能稳定正常运行。
所以,本文在对水泥生产过程主要粉体计量控制环节的设备选用介绍的同时,首先对供料仓和预给料装置的设计选用基本要求作简要介绍。
综述粉体物料的给料计量控制孙秉礼(合肥汇龙计量设备有限公司,合肥市230051)摘要:水泥等许多工业生产过程都伴随粉体物料给料计量和配料控制,成为产量、质量控制,节能降耗,过程自动控制和经济技术管理不可缺的手段。
粉体物料的种类较多,流动、粘滞状态等特性差异大,变化多,给计量控制带来很大困难和麻烦,成为散装固体物料计量控制的难题。
物料管理系统的质量控制与改进随着企业规模的扩大和供应链的愈发复杂,物料管理系统在现代企业中扮演着至关重要的角色。
物料管理系统的质量控制和持续改进对于企业的运作效率、成本控制以及客户满意度都起着重要的影响。
本文旨在探讨物料管理系统的质量控制与改进的相关话题,解释其意义以及推荐一些实用的方法和策略。
我们来理解物料管理系统的质量控制的意义。
物料管理系统的质量控制是确保所使用物料的质量符合预期标准的重要过程。
成功的物料管理系统质量控制可以避免制造过程中的瑕疵产品,减少因为物料质量问题导致的生产中断和供应链延迟等不良影响。
同时,合理的质量控制还能提升产品的质量和可靠性,满足客户的期望和需求。
我们探究物料管理系统质量控制的相关方法和策略。
首要的方法是建立一套严格的物料质量检验标准和程序。
这些标准应综合考虑物料的特性、生产过程、客户需求以及行业标准等各方面因素,确保物料的质量稳定和可持续。
建议构建一套全面的供应商评估和审查机制,筛选和合作于质量可靠的供应商,以减少不合格物料影响。
持续的改进是物料管理系统质量控制工作的重要环节。
企业应建立一套科学的质量度量和分析体系,收集和分析质量数据,发现潜在问题和改进机会。
通过不断的改进措施,比如提供员工培训、改进物料采购流程,优化库存管理等,可以进一步提升物料管理系统的质量水平。
有效的沟通和协作也是质量控制与改进的关键因素。
各个部门之间应该建立信息共享和沟通渠道,确保物料质量问题能够及时交流和解决。
通过建立跨部门的质量改进团队,可以激发创新和改进的灵感,共同推动质量水平的提升。
技术工具和系统也能在质量控制和改进中发挥重要作用。
物料管理系统中的自动化工具和数据分析软件可以提供实时的物料质量监控和报告,帮助企业快速发现和解决问题。
云计算和物联网技术可以提供更好的数据集成和可视化分析,为质量控制决策提供更准确的数据支持。
总结起来,物料管理系统的质量控制与改进对于企业的运作效率和质量水平至关重要。

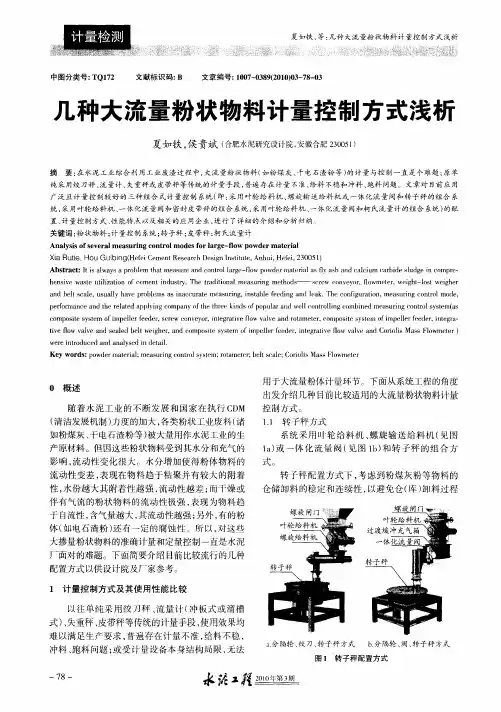
浅论水泥工业中粉体物料的计量控制合肥水泥研究设计院雷仕庆关键词:预给料调节、定量控制、粉状物料0 引言现代水泥工业,以其特有的原料、产品和生产方式,使其与计量控制特别是粉状物料的计量控制有着密不可分的联系。
近年来随着计算机控制技术和测量技术的迅速发展,现代科学技术的相互渗透,水泥工业中粉体物料的计量控制技术也得到了很大的发展。
目前现代工艺流程设计的水泥厂中,一个先进的粉体物料控制系统已涵盖了现代电子称重计量、现代控制系统工程理论等多学科理论和交叉知识。
在现代新型干法水泥生产中,回转窑窑尾生料粉输送计量控制、窑头和分解炉的煤粉输送计量控制等一些粉体物料的计量控制,对水泥工业产品的产量、质量起着至关重要的作用。
因此如何保证粉状物体在计量控制过程中的稳定性、快速的响应能力和长短期精度,是目前每个水泥企业所必须面对和解决的问题。
1、粉体特性、工艺流程与计量控制由于通过研磨后的粉体物料与它在块状或散粒状态下的物理特性有着很大的不同,因此了解粉体物料状态下的基本物理特性以及了解现代水泥工艺过程对粉体物料仓储、输送的形式和特点,是粉体物料计量控制的一个重要的基础。
经过研磨的粉状物料在物料的流动性和自然堆积角这两个方面,明显的与块状或散粒状物料不同。
在水泥生产中使用的大多数粉状物料的流动性受到水分和气压的影响最为强烈。
通常物料水分增加使得粉体物料的流动性变差,表现在物料趋于粘聚并有较大的附着性,水分越大其附着性越强,流动性越差;而干燥或伴有气流的粉状物料的流动性极强,表现为物料趋于自溢(自流性),含气量越大,其流动性越强。
水泥工业中粉体物料的过程仓储作为整个工艺流程的一个过渡环节,对粉体物料的计量控制往往直接串级在这个过渡环节之后。
因此不仅从计量控制上而且从工艺流程的要求上,都要求保证过程仓内粉体物料的能够顺利卸料。
过程仓内粉体物料的流动性指标是物料能否流经过渡仓顺利卸料的一个重要参数。
通常经过干燥的煤粉或粉煤灰基本不具有附着性,一个设计合理的过程卸料仓,间或辅以少量的仓侧充气进行“破拱”,一般仓内料拱无法形成,物料在仓内的流动通常表现为整体流(仓内物料整体流动),这类物料的卸料可以由物料的重力通过仓底自然卸料。
回转窑煤粉计量输送系统的改造?58?扣T2003.No.2回转窑煤粉计量输送系统的改造徐庆忠,万宜勇(1.三源水泥有限公司,浙江兰溪321100;2.巢湖铁道水泥厂,安徽巢湖238103)中图分类号:TQ172.625文献标识码:B文章编号:1002—9877(2003)02—0058—02 三源水泥有限公司2500t/d新型干法水泥生产线设计中采用2套煤粉计量输送系统,分别供给窑头一和窑尾分解炉的用煤.由于没有备用喂煤装置,一旦某个环节出现故障,就会严重影响回转窑的正常生产.我们针对这一不利现状,在投资不大的情况下,对该系统进行了改造,实现了2套系统的互相备用.1改造前状况分析改造前煤粉计量输送系统的工艺流程见图1-一…一一……一}_一一.图1改造前工艺流程由图1可以看出,2套计量系统分别负责窑头和窑尾的供煤,如果至窑头系统出现堵煤或故障,将会直接导致回转窑熄火的严重事故;如果至分解炉系统出现堵煤故障,回转窑就不得不改为预热器窑操作或养火,不仅窑产量受到很大影响,而且还极易破坏热工制度稳定.2改造措施1)若增加1套煤粉计量装置作为备用,须增加1个煤粉仓并配以管路,通过阀门转换来实现应急备用.该法的土建和设备投资以及改造工作量都不小, 不切实际,不能采用.2)由于送煤量和送气量之间呈近似线性关系,煤风从总管分成两路支管时,分流点附近各支管的煤粉浓度和气体流速相当,所输介质的流量大小基本能体现送煤量的大小.因此我们决定在现有管路上通过阀门切换来实现1套计量系统短时间内同时供窑头和分解炉用煤的改造目的.基于以上思路,我们考虑了以下2种方案.1)桥式结构,管路布置见图2.1号煤秤2号煤秤图2桥式布置结构头一原有管路(图3I司);…新增管路(图3I司)以上5只阀门均可由中控实现操作.其中1,2,3电动V型调节球阀的流量特性为等百分比,可调比为350:1,中控室可以根据阀门开度调节流量.4,5电动开关阀靠开关型电动执行器进行启闭.为了不增加压缩空气管路,开关阀没有选用气动方式.当2号煤秤损坏或不用,需由1号煤秤供煤时,通过阀1,2调节流量进行分流;当1号煤秤损坏或不用,需由2号煤秤供煤时,通过阀2,3调节流量进行分流.2)为了减小分支管路的阻力,提高分流精度,我们在桥式结构基础上进行改进,设计了图3的管路布置结构,并选择管路空间较宽阔的地方实施改造.2003.No.2扣∞T2.4m×14m水泥磨磨头端盖与简体联接的改进李洛群,张建国,王绪忠(洛阳黄河水泥集团有限责任公司,河南新安471832)中图分类号:TQ172.632.1文献标识码:B文章编号:1002—9877(2003)02—0059一O1我公司的3号水泥磨(O2.4mX14m)是1957年从原东德进口的,磨头端盖与筒体为法兰联接,由36条M36mm螺栓紧固.从1998年后,发现该处的螺栓常断.刚开始每季度对法兰螺栓进行检查,更换,1年后,每星期都要停磨,对螺栓进行紧固和部分更换,并且磨体振动和偏摆严重,已无法正常生产.1故障原因拆开后发现,2个法兰接触面啃磨的高低不平(不平面度7mm左右),螺孔孔径磨大(原孔~38mm),并变为椭圆.原因是由于长期在交变冲击载荷作用下,法兰上的螺孔磨损和塑性变形后,螺栓只有预紧作用,没有定位紧固作用.致使2个法兰发生相对运动,剪切螺栓.2修复方案尽量改善2个法兰接触面,加大螺栓直径,把椭圆螺孔加工成圆孔.装配18条过盈定位紧固螺栓,带双螺母防松.实施步骤如下:?59?1)2个法兰的接触面用角向砂轮机把毛刺清理干净,磨平,抛光.2)安装时,用铅油均匀地涂在法兰面上.3)先穿18条M36mm螺栓(均布),对筒体和磨头空心轴进行找正后,将螺栓拧紧.4)反复检查筒体与磨头同轴度符合要求后,对没上螺栓的另外18个螺孔进行扩孔,铰孔至~50mm.5)现场配制18条M50mm定位紧固螺栓,材质为中碳合金钢.螺栓配合部前端带点倒角,便于安装.螺栓配合公差必须是过盈配合H7/p6,安装到位上紧.6)再拆除原先安装的18条M36mm螺栓,并扩孔到~49mm,安装M48mm的螺栓,拧紧.7)法兰螺栓拧紧时,必须是对称,逐步地拧紧.8)开磨24h后停磨检查,把法兰螺栓重新紧固一遍,再把每条螺栓配双螺母防松.经上述方案修复后,使用近2年,效果良好,运转正常.(编辑王艳丽)分流.3操作方法因为窑外分解窑正常煅烧时,窑头和分解炉的用煤比例大致为38:62.可先把2个调节阀的阀门开度开至38%和62%,然后根据工况进行调整.以38%和62%阀门开度时操作为例,列于表1.表1各阀门开度%操作情况12342号秤坏或不用3862OO1号秤坏或不用OO6238标定2号秤或不用O任意O1OO因为阀门公称通径相同,阀门开度代表通过管路的煤量百分比.其总用煤量是以正常生产窑头喷煤管和分解炉煤量之和作为计算依据的.如2500t/d熟料线的正常喂料量是170t/h,其总用煤量近似为17t,故采用1套计量装置时喂煤量应为17t.38%阀门开度通过的煤量近似为17X38%=6.46t,同理62%阀门开度通过的煤量近似为10.54t.4效果此次改造简单易行,投资省,仅花3万元,操作方便.该系统实行改造8个月内,我们按照预先设定的目标进行操作,取得了良好的使用效果.以往至窑头的1号秤螺旋泵填料密封频繁损坏,停机更换造成窑温下降,经常给生产带来不必要的损失.改造后有了充裕的时间进行检修,窑的运转率得到了提高.此次改造也为采用管道切换方法实现管道设备间的互相备用提供了有益的经验.(编辑孙卫星)。
附件5:清华大学科技成果重点推广项目1.隧道/地铁空气快速净化车............................................................ 错误!未定义书签。
2.双极荷电细微颗粒凝聚技术......................................................... 错误!未定义书签。
3.轻、重颗粒(飘浮、悬浮颗粒)同时分离技术......................... 错误!未定义书签。
4.海水挥发酚和CDOM流动注射化学发光分析仪....................... 错误!未定义书签。
5.基于化学自组装的低成本纳米图案化蓝宝石衬底制备技术 ..... 错误!未定义书签。
6.新型有机污染荧光溯源预警仪..................................................... 错误!未定义书签。
7.挥发性有机物(VOCs)及恶臭气体生物处理技术 ................... 错误!未定义书签。
8.基于石墨烯多维多尺度结构的能源与传感技术......................... 错误!未定义书签。
9.冷却塔的节水除雾防冻技术......................................................... 错误!未定义书签。
10.微藻生物柴油技术......................................................................... 错误!未定义书签。
11.应用人工阶梯-深潭系统改善河流生态环境与泥石流治理........ 错误!未定义书签。
12.利用中低品位磷钾矿制备富磷钾生物有机肥............................. 错误!未定义书签。
包 装 工 程第44卷 第23期·164·PACKAGING ENGINEERING 2023年12月收稿日期:2023-02-24 *通信作者基于模糊PID 的螺旋加料机构粉体进料精度控制付海明,黄兴元*,邱光军,陈达(南昌大学 先进制造学院江西省轻质高强结构材料重点实验室,南京 330031)摘要:目的 螺旋式加料机构存在传感器响应时间差,造成系统延迟,非线性等问题,采用容积式来计量填充物料的质量的填充误差大。
本文提出一种基于模糊PID 控制的螺旋式加料机构计量控制系统。
方法 利用模糊PID 对螺杆式粉料加料装置进行控制,通过模糊规则对PID 控制比例、积分、微分参数实现参数自调整。
基于Matlab 中Simulink 模块下模拟该模糊PID 控制系统。
结果 该控制系统稳定时间减少了66%,快速性提高了21%,超调量降低了10%。
结论 基于模糊PID 控制系统的计量控制性能优于传统PID 的。
关键词:螺旋式加料机构;计量控制系统;模糊控制;PID 控制;MATLAB ;Simulink 中图分类号:TP273+.4 文献标识码:A 文章编号:1001-3563(2023)23-0164-07 DOI :10.19554/ki.1001-3563.2023.23.020Powder Feeding Accuracy Control of Screw Feeding Mechanism Based on Fuzzy PIDFU Hai-ming , HUANG Xing-yuan *, QIU Guang-jun , CHEN Da(Jiangxi Province Key Laboratory of Lightweight and High-strength Structural Materials, School of Advanced Manufacturing, Nanchang University, Nanchang 330031, China)ABSTRACT: The screw feeding mechanism has problems such as poor sensor response time, system delay, nonlinearity, etc., and the use of volumetric methods to measure the weight of the filling material results in large filling errors. There-fore, the work aims to propose a measurement control system for a screw feeding mechanism based on fuzzy PID control. Fuzzy PID was used to control the screw powder feeding device, and fuzzy rules were adopted to control the proportion, integral, and differential parameters of PID to achieve parameter self-adjustment. The fuzzy PID control system was si-mulated based on the Simulink module in MATLAB. The stability time of the control system was reduced by 66%, the speed was improved by 21%, and the overshoot was reduced by 10%. The measurement control performance based on fuzzy PID control system is superior to traditional PID.KEY WORDS: screw feeding mechanism; measurement control system; fuzzy control; PID control; MATLAB; Simulink随着社会经济的发展,粉料包装在食品、日化、化工等行业,特别是近年来食品行业快速发展,食品包装机械的需求越来越大。
关于科氏力转子秤投料初期不稳定的改进我公司在第二条5000T/d熟料生产线中,首次采用科氏力转子秤作为入窑生粉的计量设备。
科氏力转子秤系统的控制原理是:用科氏力作为检测粉料物体的计量信号源,通过控制柜对信号源进行采样、分析与处理后控制秤体上位机(流量阀),通过控制流量阀开度的大小来实现控制物料流量的大小,从而完成入窑生粉物料的计量与输送。
流量阀与科氏力转子秤系统构成一个闭路的控制系统。
如图1:本秤在投运时出现生粉下料量的波动特别大,在运行十分钟后情况趋于稳定。
且在多次点火投料的初期都出现同一情况,造成点火投料时中控操作的困难,为解决这一问题,我们将流量阀与秤所构成的一个闭路的控制系统拆开,如图2:阀位给定在中控程序中对流量阀设立一个手动与自动的转换开关放在中控操作画面上,在投料初期将转换开关选择手动,流量阀由中控控制,在运行稳定后将转换开关选择自动,流量阀由秤控制柜控制。
流量阀的开(关)度控制信号(4-20mA)由原来秤控制柜输出控制信号(4-20mA)直接控制,现改为秤控制柜输出控制信号(4-20mA)经现场I/O控制柜传回中控,由中控转换开关选择控制方式后返回现场I/O控制柜控制阀的开(关)度,此方法解决了点火投料的初期生粉下料量波动特别大问题。
但在正常运行过程中发现,生粉流量的波动却比原来要大些,经分析发现,秤正常运行过程中流量阀的控制信号会两次经过I/O柜控制系统,由于我公司的DCS控制系统的采样处理周期为50mS,经两次采样、处理需100mS,在秤控制柜对科氏力粉料物体的计量信号源采样周期不变的情况下,加长了阀门的控制信号的处理周期,阀门的动作时间滞后于秤控制柜输出控制信号(4—20mA)时间。
从而使生粉流量的波动却比原来要大些。
为解决这一问题,我们将正常运行中流量阀的控制信号会两次经过I/O 柜控制系统改为正常运行中流量阀的控制信号不经过I/O柜控制系统,如图3。
在正常运行中流量阀的控制信号原是中控转换开关选择控制方式(自动)时I/O柜输出模拟量信号(4-20mA),现改为正常运行中流量阀的控制信号由中控转换开关选择控制方式(自动)时I/O柜输出数字量(DO节点),在转子秤控制柜上加一中间继电器,切换秤控制柜输出控制信号(4-20mA),达到正常运行中流量阀的控制信号会不经过I/O柜控制系统的目的。
科技成果——粉体加工系统优化改造与自动控制技术开发单位清华大学所属领域先进制造成果简介粉状物料的加工工艺遍及建材、化工、冶金、机械、矿山、医药、食品、肥料、农药等工业部门。
随着我国加工业产业结构调整和社会环境的变化,企业的能源和人工成本都在急剧增加。
市场的国际化进程加快,也对产品质量的提高和稳定性提出了越来越高的技术要求。
而我国大多数的粉体加工厂中,广泛存在没有过程自动控制手段,工艺不合理造成成本偏高,不能适应市场需求的变化。
该技术结合我们30年粉体加工技术研发的经验,与自控专业技术人员共同组合了粉体加工系统优化与自动控制的综合技术。
应用说明该技术按照系统工程的思想处理优化与自控之间的关系,它涉及加工系统的众多影响因素:物料特性、工艺流程、技术指标、外加剂、设备组合与参数选定等,而优化的目标又是降低成本、减少操作人员、提高产品质量和质量的稳定性等多个方面。
我们从多因素多目标的系统综合分析入手,借助信号采集无线传输、计算机在线分析、电气动执行元器件配合等现代控制技术,实现系统的优化与自动控制。
具体的优化与控制内容如下:粉体加工系统标定,能耗分析;原料与产品的粒度组成与颗粒形貌分析;加工物料物性分析与加工系统的匹配;改善料仓结构及料位控制系统,避免料仓结拱,提高给料稳定性;分级机技术改造,提高分级效率和产品细度;外加剂的应用,改善粉体物料的流动性,提高工作效率;调整设备结构,保证合理的机内物料滞留量;通过加工设备工作状态的监控,自动控制给料系统、调整闭路系统循环负荷率,合理搭配加工单机的工作状态。
效益分析不同产品和生产线都有差异,需根据具体情况系统分析。
合作方式技术服务。
煤粉计量系统的改进
彭建华
【期刊名称】《新世纪水泥导报》
【年(卷),期】2004(000)003
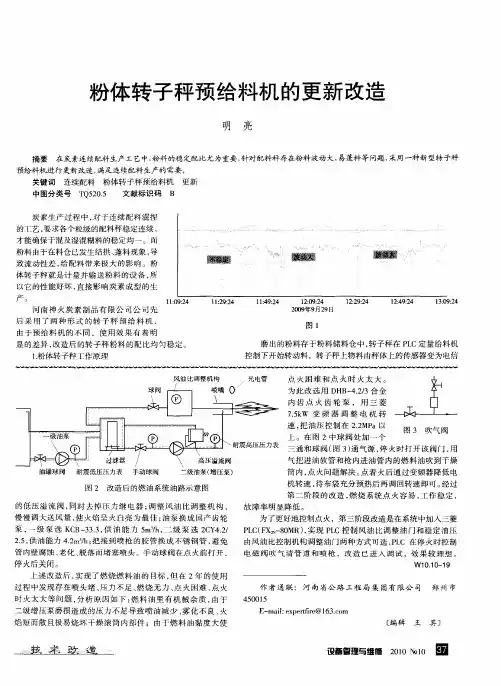
【摘要】我公司烧成系统的煤粉计量设备是采用北京燕山粉研精机有限公司制造的环状天平计重机。
主要由粉体定量供给机、环状天平计重机、送料锁风阀三部分组成(如图1)。
该喂煤系统集供给、计量、输送锁风于一体。
该机采用天平式计重原理,可靠性高,稳定性好。
但我公司地处北方,天气比较寒冷,冬季结露现象比较严重,影响了天平秤的负压操作原则。
加之送料锁风阀磨损比较严重,烧成喂煤系统一直处于很不稳定状态,严重制约了生产。
近期,我公司技术人员在天平秤厂家的协助下,对喂煤系统进行了一系列改造,改造后设备运行平稳,窑系统的热工制度得到稳定。
【总页数】1页(P47-47)
【作者】彭建华
【作者单位】浩良河水泥有限公司,153103
【正文语种】中文
【中图分类】TQ172.625.3
【相关文献】
1.三喷嘴干煤粉气化炉煤粉烧嘴优化改进研究 [J], 唐高荣
2.水泥工业生产中煤粉计量系统 [J], 谷景景
3.煤粉加压系统中煤粉结块问题的分析及改进 [J], 王彦涛
4.国产煤粉计量系统在燃用无烟煤生产线上的应用 [J], 贾桂森
5.三喷嘴干煤粉气化炉煤粉烧嘴优化改进研究 [J], 唐高荣;
因版权原因,仅展示原文概要,查看原文内容请购买。