螺旋给料在粉体定量计量中的应用_王国军
- 格式:pdf
- 大小:256.64 KB
- 文档页数:4
中图分类号:TQ172.614文献标识码:B文章编号:1007-6344(2013)09-00098-08固体物料一般粒度>10mm的称为块状物料,粒度为1~10mm的称为粒状物料,粒度<1mm的称为粉状物料。
本文所论述的粉体物料是指粉状物料以及其与小颗粒状物料的混合物料。
粉体物料细度高、流动性较好、易扬尘、压力传导性强,并随着仓压、水分、充气状态、粒度变化其流动性能变化很大。
造成在存储、输送、给料计量过程既容易起拱、粘附、结块、堵料,也容易发生塌仓、窜料、冲料、跑料。
从而使流量、计量和定量给料控制造成很大困难和麻烦。
成为固体物料给料计量控制领域问题较多、技术复杂、难度较大的部分。
水泥的整个生产工艺过程,都离不开粉体物料的计量和流量控制。
由于粉体物料的性质,流动状态和各生产环节的工艺要求差异变化较大,所采用的给料计量设备也多种多样。
常用的有:粉体物料定量给料(机)秤、固体物料流量计(包括溜槽式和冲量式等)、转子秤(包括:菲斯特型和粉研型等)、科里奥利质量流量计、失重给料秤、螺旋秤、粉体物料核子秤等,具体采用哪种给料计量设备,需根据生产环节的工艺使用要求、物料性质和现场条件确定。
在系统设计和选择设备方案时,应根据系统的具体实际情况、新技术设备发展情况,采用科学合理的匹配方案。
在当今的给料计量系统中,不能保持连续、稳定、可控的供料、卸料的问题屡见不鲜,常常导致计量控制设备不能稳定正常运行。
所以,本文在对水泥生产过程主要粉体计量控制环节的设备选用介绍的同时,首先对供料仓和预给料装置的设计选用基本要求作简要介绍。
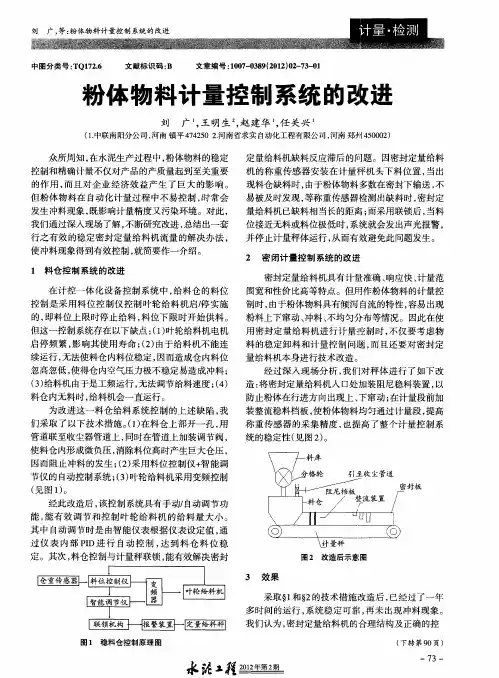
综述粉体物料的给料计量控制孙秉礼(合肥汇龙计量设备有限公司,合肥市230051)摘要:水泥等许多工业生产过程都伴随粉体物料给料计量和配料控制,成为产量、质量控制,节能降耗,过程自动控制和经济技术管理不可缺的手段。
粉体物料的种类较多,流动、粘滞状态等特性差异大,变化多,给计量控制带来很大困难和麻烦,成为散装固体物料计量控制的难题。
包 装 工 程第44卷 第23期·164·PACKAGING ENGINEERING 2023年12月收稿日期:2023-02-24 *通信作者基于模糊PID 的螺旋加料机构粉体进料精度控制付海明,黄兴元*,邱光军,陈达(南昌大学 先进制造学院江西省轻质高强结构材料重点实验室,南京 330031)摘要:目的 螺旋式加料机构存在传感器响应时间差,造成系统延迟,非线性等问题,采用容积式来计量填充物料的质量的填充误差大。
本文提出一种基于模糊PID 控制的螺旋式加料机构计量控制系统。
方法 利用模糊PID 对螺杆式粉料加料装置进行控制,通过模糊规则对PID 控制比例、积分、微分参数实现参数自调整。
基于Matlab 中Simulink 模块下模拟该模糊PID 控制系统。
结果 该控制系统稳定时间减少了66%,快速性提高了21%,超调量降低了10%。
结论 基于模糊PID 控制系统的计量控制性能优于传统PID 的。
关键词:螺旋式加料机构;计量控制系统;模糊控制;PID 控制;MATLAB ;Simulink 中图分类号:TP273+.4 文献标识码:A 文章编号:1001-3563(2023)23-0164-07 DOI :10.19554/ki.1001-3563.2023.23.020Powder Feeding Accuracy Control of Screw Feeding Mechanism Based on Fuzzy PIDFU Hai-ming , HUANG Xing-yuan *, QIU Guang-jun , CHEN Da(Jiangxi Province Key Laboratory of Lightweight and High-strength Structural Materials, School of Advanced Manufacturing, Nanchang University, Nanchang 330031, China)ABSTRACT: The screw feeding mechanism has problems such as poor sensor response time, system delay, nonlinearity, etc., and the use of volumetric methods to measure the weight of the filling material results in large filling errors. There-fore, the work aims to propose a measurement control system for a screw feeding mechanism based on fuzzy PID control. Fuzzy PID was used to control the screw powder feeding device, and fuzzy rules were adopted to control the proportion, integral, and differential parameters of PID to achieve parameter self-adjustment. The fuzzy PID control system was si-mulated based on the Simulink module in MATLAB. The stability time of the control system was reduced by 66%, the speed was improved by 21%, and the overshoot was reduced by 10%. The measurement control performance based on fuzzy PID control system is superior to traditional PID.KEY WORDS: screw feeding mechanism; measurement control system; fuzzy control; PID control; MATLAB; Simulink随着社会经济的发展,粉料包装在食品、日化、化工等行业,特别是近年来食品行业快速发展,食品包装机械的需求越来越大。
中图分类号:TQ 72.4 文献标识码:B 文章编号: 008-0473(20 6)06-00 0-03 DOI 编码: 0. 6008/ki. 008-0473.20 6.06.004科里奥利粉体定量给料秤计量系统的研发与应用李维美河南丰博自动化有限公司,河南 郑州 450001摘 要 从科里奥利粉体定量给料秤测量原理及特点出发,研发出FB-CRC型入窑煤粉计量控制系统、FB-CRM型入窑生料粉计量控制系统、FB-CCM(水泥)散装秤计量控制系统等,实现对粉体物料的精准计量。
关键词 粉体物料 科里奥利 测量原理 计量技术0 引言在现代水泥工业中,物料的计量贯穿着整个生产过程,从各种原材料、燃料等物料入厂到水泥产品出厂,都离不开计量。
根据其工艺特点,粉状物料的计量准确性和控制稳定性在整个计量过程中至关重要,直接影响着生产和产品质量,那么针对不同的粉体物料选择适合的计量设备可以为提高水泥产品质量、降低消耗提供可靠的保障。
水泥生产中,煤粉、生料粉、粉煤灰、矿粉、水泥等粉体物料计量长期以来面临计量不准的问题,这成为了水泥企业降本增效的主要障碍之一。
其原因主要是:粉体物料一般都具有容重小、流动性好、易吸潮等特性,容易发生冲料和结拱。
河南丰博自动化有限公司(以下简称丰博公司)针对粉体物料的特性,运用多项核心粉体技术专利,成功推出科里奥利粉体定量给料秤,成功应用于多家水泥厂粉体物料的计量与控制。
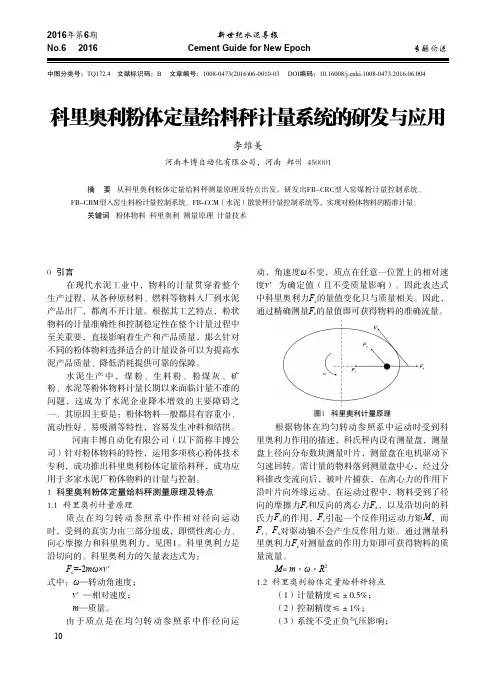
1 科里奥利粉体定量给料秤测量原理及特点1.1 科里奥利计量原理质点在均匀转动参照系中作相对径向运动时,受到的真实力由三部分组成,即惯性离心力、向心摩擦力和科里奥利力,见图1。
科里奥利力是沿切向的。
科里奥利力的矢量表达式为:F c =-2mω×v ′式中:ω—转动角速度;v ′—相对速度; m —质量。
由于质点是在均匀转动参照系中作径向运动,角速度ω不变,质点在任意一位置上的相对速度v ′为确定值(且不受质量影响)。
tex tbox1文本框中输入上述数据处理程序,再单击“运行程序”标签,可以得到热风干燥实验数据的干燥曲线和干燥速率曲线,如图2所示。
同理,在Richtex tbo x1文本框中输入微波干燥实验数据处理程序,可得到相应的曲线图,如图3所示。
若在文本框中输入其它相关程序,便可得到相应的数据拟合曲线及结果方程式,且在曲线绘制界面中可以很方便地对图形进行进一步的编辑,而免去冗长的程序输入。
4 结束语 Ma tlab是一款功能强大的应用软件, V B6.0语言与M atlab6.5的联合开发,集中了这两款优秀软件的优点,利用V B强大字符串处理功能及简洁的程序设计过程,克服了Mat-lab自身的一些问题,使之更加完善。
因此,利用其开发干燥实验处理系统具有实际意义。
参 考 文 献 1 苏金明,黄国明,刘波.M AT LAB与外部程序接口.北京:电子工业出版社,2004. 2 李兰友.Visual Basic程序设计教程.天津:天津大学出版社,2004. 3 童爱红,侯太平.Vis ual Basic数据库编程.北京:清华大学出版社,北京大学出版社,2004.(收稿日期:2005-05-16)500t/a金红石型纳米二氧化钛煅烧方案魏绍东* 王 杏 程 巨 (东华工程科技股份有限公司)(辽宁东大粉体工程技术有限公司) 摘 要 简要介绍了以硫酸法钛白生产的中间产物硫酸氧钛为原料采用均匀沉淀法生产纳米二氧化钛过程中水洗和煅烧所存在的问题,并对工业化生产中采用旋流动态煅烧炉和旋转闪蒸干燥器组合煅烧金红石型纳米二氧化钛的方案作了详细介绍。
关键词 纳米 二氧化钛 均匀沉淀法 煅烧 煅烧炉 干燥器0 前言 目前,以钛醇盐Ti(O R)4(R为-C2H5,-C3H7,-C4H9等烷基)为原料的溶胶-凝胶法[1]和以硫酸法钛白生产的中间产物硫酸氧钛(TiO SO4)为原料[2]的化学沉淀法是制备纳米二氧化钛(TiO2)最常用的方法。
螺旋给料装置研究现状分析及建议作者:戚江涛,李亚萍,蒙贺伟,李成松,坎杂,张华平来源:《新疆农垦科技》 2017年第10期摘要:随着国内各行业的快速发展,物料的螺旋输送技术应用越来越广泛。
螺旋给料器是物料连续输送最常用的给料装置,其具有结构简单、工作可靠、适用范围广等特点。
本文介绍了螺旋给料装置的工作原理,综述了螺旋给料装置的研究现状,总结了螺旋给料设计存在的问题,并提出了相应建议。
关键词:螺旋;物料;离散元0 引言近年来,随着国内化工、冶金、医药、粮食等行业的快速发展,螺旋给料技术的应用也越来越广泛[1]。
螺旋给料装置作用主要是保证物料的连续输出,应用于多种物料的自动配比、搅拌混合等过程。
其工作性能主要体现在给料效率和给料精度两方面,而两者之间关系又是相互制约的,如何在保证给料效率的同时,保证给料精度成为螺旋给料装置设计的关键。
螺旋给料装置结构简单,但在其研究设计过程中,不仅要考虑螺旋给料装置各关键部件结构参数和运动参数,而且还要充分分析所输送物料物理特性以及物料与部件之间的相互作用关系[2-3]。
目前,对螺旋给料装置设计及物料运移机理的研究主要体现在传统结构设计、优化仿真分析等方面。
为此,本文对螺旋给料装置相关研究进行了分析,为提高螺旋给料装置性能研究提供参考。
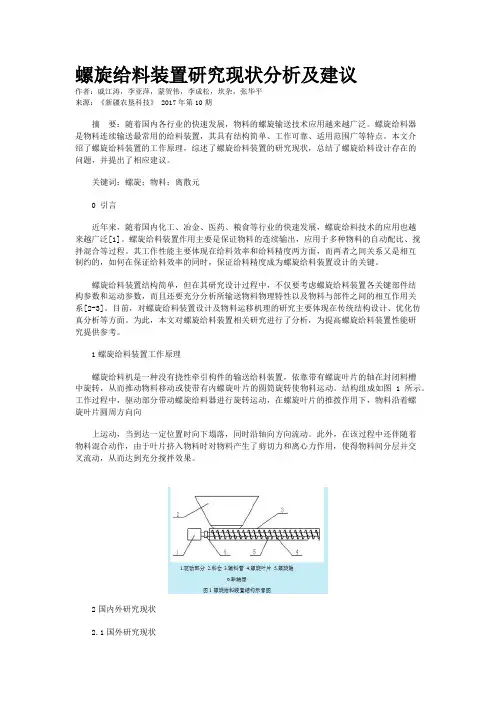
1螺旋给料装置工作原理螺旋给料机是一种没有挠性牵引构件的输送给料装置,依靠带有螺旋叶片的轴在封闭料槽中旋转,从而推动物料移动或使带有内螺旋叶片的圆筒旋转使物料运动。
结构组成如图1所示。
工作过程中,驱动部分带动螺旋给料器进行旋转运动,在螺旋叶片的推拨作用下,物料沿着螺旋叶片圆周方向向上运动,当到达一定位置时向下塌落,同时沿轴向方向流动。
此外,在该过程中还伴随着物料混合动作,由于叶片挤入物料时对物料产生了剪切力和离心力作用,使得物料间分层并交叉流动,从而达到充分搅拌效果。
2国内外研究现状2.1国外研究现状(1)螺旋给料装置方面20世纪60年代初期,国外Roberts等人[4]对螺旋输送机的性能进行了详细的实验研究,并在限制颗粒螺旋输送机的生产量前提下对颗粒漩涡运动进行了更深层次的研究。
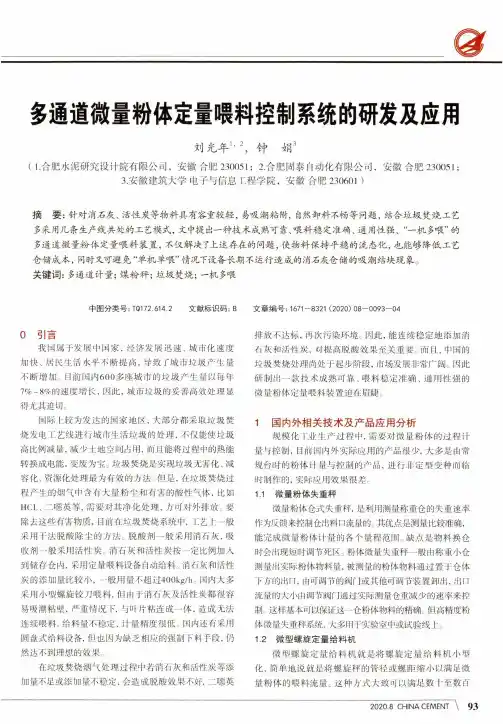
多通道微量粉体定量喂料控制系统的研发及应用刘光年U2,钟娟3(1.合肥水泥研究设计院有限公司,安徽合肥230051; 2.合肥固泰自动化有限公司,安徽合肥230051;3.安徽建筑大学电子与信息工程学院,安徽合肥230601 )摘要:针对消石灰、活性炭等物料具有容重较轻,易吸潮粘附,自然卸料不畅等问题,结合垃圾焚烧工艺 多采用几条生产线共处的工艺模式,文中提出一种技术成熟可靠、喂料稳定准确、通用性强、“一机多喂”的 多通道微量粉体定量喂料装置,不仅解决了上述存在的问题,使物料保持平稳的流态化,也能够降低工艺仓储成本,同时又可避免“单机单喂”情况下设备长期不运行造成的消石灰仓储的吸潮结块现象。
关键词:多通道计量;煤粉秤;垃圾焚烧;一机多喂中图分类号:TQ172.614.2 文献标识码:B0引言我国属于发展中国家,经济发展迅速、城市化速度 加快、居民生活水平不断提高,导致了城市垃圾产生量 不断增加。
目前国内600多座城市的垃圾产生量以每年 7%~8%的速度增长,因此,城市垃圾的妥善高效处理显 得尤其迫切。
国际上较为发达的国家地区,大部分都采取垃圾焚 烧发电工艺线进行城市生活垃圾的处理,不仅能使垃圾 高比例减量,减少土地空间占用,而且能将过程中的热能 转换成电能,变废为宝。
垃圾焚烧是实现垃圾无害化、减 容化、资源化处理最为有效的方法。
但是,在垃圾焚烧过 程产生的烟气中含有大量粉尘和有害的酸性气体,比如 HCL、二噁英等,需要对其净化处理,方可对外排放。
要 除去这些有害物质,目前在垃圾焚烧系统中,工艺上一般 采用干法脱酸除尘的方法。
脱酸剂一般采用消石灰,吸 收剂一般采用活性炭。
消石灰和活性炭按一定比例加人 到储存仓内,采用定量喂料设备自动给料。
消石灰和活性 炭的添加量比较小,一般用量不超过400kg/h。
国内大多 采用小型螺旋绞刀喂料,但由于消石灰及活性炭都很容 易吸潮粘壁,严重情况下,与叶片粘连成一体,造成无法 连续喂料,给料量不稳定,计量精度很低3国内还有采用 圆盘式给料设备,但也因为缺乏相应的强制下料手段,仍 然达不到理想的效果。
![一种螺旋送料机构[实用新型专利]](https://uimg.taocdn.com/95d834636529647d262852b8.webp)
专利名称:一种螺旋送料机构专利类型:实用新型专利
发明人:王伟军,王海,王舒婷申请号:CN201720309213.1申请日:20170327
公开号:CN206691863U
公开日:
20171201
专利内容由知识产权出版社提供
摘要:本实用新型公开了一种螺旋送料机构,其结构包括料斗、计量电控箱、支架、出料口、固定复合支架、螺旋送料槽、驱动电机,计量电控箱装设在料斗上,料斗底部与支架相连接,料斗上方设有螺旋送料槽,螺旋送料槽由防尘护板、送料管道、螺旋杆、螺旋叶片和推料轴组成,料斗内壁底端与推料轴相连接,防尘护板装设在推料轴的外圈上,推料轴与送料管道相连接,螺旋杆和螺旋叶片装设在送料管道上,送料管道与螺旋叶片相连接,螺旋送料槽末端设有驱动电机相连接,驱动电机与送料管道相连接,本实用新型通过推料轴与送料管道的连接,能够很好的将物料进行向上推送,防止物料粘在螺旋杆上,增加了送料机的使用寿命。
申请人:河源市杰成五金有限公司
地址:517000 广东省河源市源城区源南镇风光工业园(河源市明林实业有限公司工业厂房)四号厂房第一层
国籍:CN
代理机构:广州凯东知识产权代理有限公司
代理人:姚迎新
更多信息请下载全文后查看。
图1 重力式给料方式计量
了全开、半开、关闭这三个过程。
这三个过程其实就是快速给料、慢速给料、停止给料的过程。
放料门开度的动作变化是通过称重传感器的重量信号的变化由PLC 程序来控制的。
以定值30kg 的包装计量为例,初始阶段放料门全部打开,物料通过自重快速流到计量斗中,当计量斗中的重量达到预先设定的某一值SP1(比如28.5kg),此时称重传感器将重量信号反馈给控制器,相应的执行机构将放料门大部关闭,进行慢速给料。
直至接近目标值SP2时(考虑空中飞料,该值SP2<30kg),放料门全部关闭,停止给料。
从前面的描述可以看出,SP1值的设定十分关键,如果
度得出如下结论:
S ∝ SP1A ∝ 1/SP1
由此可知,SP1值的设定很有讲究,对于流动性较好的物料,SP1值是可以尽量设定的大一些,既能满足精度控制的要求,也能提高计量的速度。
然而,许多企业生产的物料并非都是流动性很好的物料,这其中有很多流动性非常差的粉料,比如含水量较高的硫铵、PTA、纯碱、面粉等,这些物料经常会以团块状出现。
如果还是一味地遵循重力式给料方式(图1),我们可以发现:当放料门全部打开时,物料虽然可以大量地下落,但绝不均匀,这是
因为流动性差的物料本身可能结块或者物料在下料斗内架桥。
当放料门大部关闭时,这种粉料有可能就无法下降,下料斗内完全架空,导致包装计量的过程无法进行。
根据这种情形,如果SP1值设定过小,慢速给料的时间变长,下料不畅的机会增加。
如果SP1值设定过大,快速给料的时间变长,发生冲料的现象的机会增多。
快速给料时由于物料有团块状,超目标值的可能性增大。
因此,对于这些物料的包装计量,如果单纯地考虑SP1参数的设定肯定是解决不了问题。
很显然,重力给料方式的原理是行不通的,必须考虑新的给料方式。
根据多年来的研究,我们研制出一种双螺旋结构的给料方式,对这种流动性较差的粉状物料的包装计量有明显的效果。
其原理如图2。
螺旋给料的原理就是通过螺旋叶片的传动强制给料。
在整个计量的过程中,螺旋给料机工作分为三个阶段:
第一阶段,快速给料,大小螺旋电机同时转动。
第二阶段,慢速给料,大螺旋给料机停止转动,小螺旋给料机继续运转。
第三阶段,停止给料,大小螺旋给料机停止运转。
从第一阶段到第二阶段转化的过程实际上就是前面所说的重力式给料方式中提到的SP1值。
由螺旋给料机的结构可以看出,如果螺旋给料机螺旋叶片
的转速越快,给料就越快。
如果螺旋给料机的叶片直径越大,给料也越快。
由
图2 螺旋给料方式给料
图
3 螺旋轴与螺旋叶片图
SP1值设定过小,那么慢速给料时间就越长,整个计量的时间会延长,包装速度下降,精度控制起来就越容易。
反之SP1值设定过大,快速给料时间变长,从而使得总的进料时间缩短,包装速度提高,由于SP1值过大,最后慢速给料的时间越短,造成的精度控制相对困难。
用S 表示包装速度,A 表示计量精
此可以看出,增大转速和增大螺旋的叶片直径,可以提高给料速度减少给料时间,从而提高包装计量的速度。
提高螺旋轴的转速和增大螺旋叶片的直径之所以能提高包装计量的速度是因为单位时间内出料流量加大,计量斗中进料时间缩短。
很显然在计量快要结束时,即达到前面所说的SP2值,螺旋给料机的出料流量不能太大,否则将会影响到计量的精度。
选多大的螺旋叶片和多大的转速成了我们研究的课题。
以图3为例来计算螺旋给料的出料流量。
我们知道,螺旋每转动一圈,螺旋叶片向前推进一个螺距的长度,那么每分钟的出料流量可以用下列公式计算:
Q=[∏(D 2-d 2)/4]*P*k*r*n*10-9Q:单位时间的出料量(kg/min);
P :节距及螺旋叶片的间距(mm);d:螺旋轴的直径(mm);D:螺旋叶片的外圆直径(mm);n:表示螺旋轴的转速(转/min);
图4 螺旋转速与SP 值的关系
图5 变螺距螺旋给料机
k:物料充填系数;r:物料的堆积比重(kg/m 3)由上述公式可以看出:Q 会随着D、P、n 增大而增大,也就是说增大D、P、n 可以提高单位时间的出料流量,有利于缩短给料时间,从而可以提高包装计量的速度。
前面讲过螺旋给料分三个阶段:第一阶段:快速给料,大小螺旋分别以n 和n1同时运转,当计量斗内的计量物料的重量达到SP1值时,大螺旋停止转动,小螺旋继续转动。
第二阶段:慢速给料,大螺旋停止转动,小螺旋继续转动。
由上述公式可以看出,小螺旋单位时间的出料量与小螺旋叶片外径D 和转速n1有着明显的正比关系。
在该阶段的给料过程主要是为控制给料精度而设定,D 和n1不能设计成太大,否则就会难以控制精度。
为此,对小螺旋轴的转速n1采用变频控制的方式来控制。
当计量斗内物料目标值达到SP1的时候,通过变频器将小螺旋转速从n1降低至n2实现慢速给料。
第三阶段:给料停止,当计量斗内的计量物料的重量达到SP2时(考虑空中飞料,设定SP2<目标值),大小
螺旋停止转动。
以上三个阶段,大小螺旋的转速n
随着目标值SP 值的变化可以用图4表示。
前面我们讲了关于流动性差的粉状物料,采用螺旋强制给料的方式。
但在现实中,有很多粉料不但流动性差,而且容易结块,在螺旋送料的过程中有可能造成螺旋绞龙内部堵塞,严重时损坏绞龙叶片,导致电机过载。
我们知道,绞龙有一个物料进口和一个物料出口,在螺旋送料的过程中如果保证物料进口的流量小于出口的流
量,那么就不至于造成绞龙壳体内部
堵塞。
根据前面所描述的,绞龙在单位时间内的送料流量与螺距P,叶片直径D,转速n有密切的关系,对于一个设计完成的螺旋轴来说,螺旋叶片外径D是不变的,转速n也是不变的,唯一可以有变化的就是螺旋叶片的螺距P,为此我们设计了一种变螺距的螺旋给料机。
如图5所示:物料进口处螺旋叶片的间距为P1,出口出螺旋叶片间距为P, 且P1<P。
根据上述公式可以计算出,螺旋
出口处由于螺旋叶片的螺距P>P1,所
以单位时间内出口流量大于进口处的
流量,这样就会减少螺旋绞龙内部堵
塞的机会。
这种螺旋称之为变螺距螺
旋,在实际生产应用中已经得到很好
的证明。
综上所述,螺旋式给料机采用变螺
距结构,采用变频器控制小螺旋转速的
结构模式对提高粉体包装计量的速度,
控制计量精度,解决绞龙堵塞等问题有
明显的改善。
梅特勒-托利多在这一计
量领域做了大量的试验和研究,并取得
了较为满意的效果。
当然,在研究用于计量的螺旋给料
机的结构方面还有许多值得探索的工
作。
比如说螺旋给料机的快速清理,粉
体计量时轴承端的密封,大小螺旋的排
列布局等问题,笔者将在今后的论文中
作专题阐述。