锡膏印刷和回流焊
- 格式:ppt
- 大小:6.46 MB
- 文档页数:19

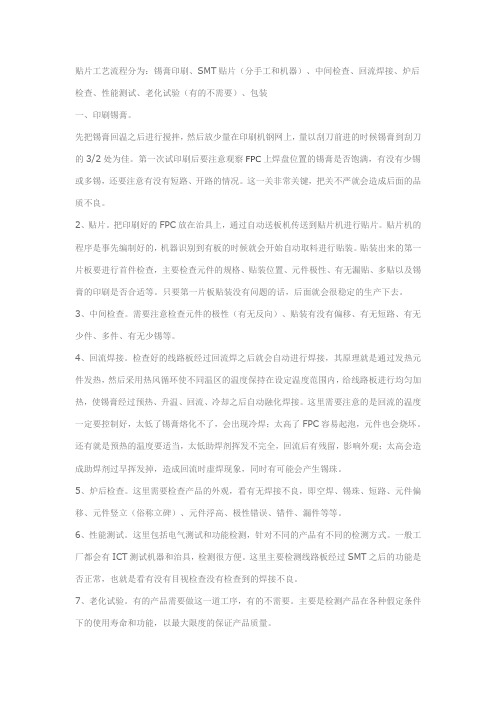
贴片工艺流程分为:锡膏印刷、SMT贴片(分手工和机器)、中间检查、回流焊接、炉后检查、性能测试、老化试验(有的不需要)、包装一、印刷锡膏。
先把锡膏回温之后进行搅拌,然后放少量在印刷机钢网上,量以刮刀前进的时候锡膏到刮刀的3/2处为佳。
第一次试印刷后要注意观察FPC上焊盘位置的锡膏是否饱满,有没有少锡或多锡,还要注意有没有短路、开路的情况。
这一关非常关键,把关不严就会造成后面的品质不良。
2、贴片。
把印刷好的FPC放在治具上,通过自动送板机传送到贴片机进行贴片。
贴片机的程序是事先编制好的,机器识别到有板的时候就会开始自动取料进行贴装。
贴装出来的第一片板要进行首件检查,主要检查元件的规格、贴装位置、元件极性、有无漏贴、多贴以及锡膏的印刷是否合适等。
只要第一片板贴装没有问题的话,后面就会很稳定的生产下去。
3、中间检查。
需要注意检查元件的极性(有无反向)、贴装有没有偏移、有无短路、有无少件、多件、有无少锡等。
4、回流焊接。
检查好的线路板经过回流焊之后就会自动进行焊接,其原理就是通过发热元件发热,然后采用热风循环使不同温区的温度保持在设定温度范围内,给线路板进行均匀加热,使锡膏经过预热、升温、回流、冷却之后自动融化焊接。
这里需要注意的是回流的温度一定要控制好,太低了锡膏熔化不了,会出现冷焊;太高了FPC容易起泡,元件也会烧坏。
还有就是预热的温度要适当,太低助焊剂挥发不完全,回流后有残留,影响外观;太高会造成助焊剂过早挥发掉,造成回流时虚焊现象,同时有可能会产生锡珠。
5、炉后检查。
这里需要检查产品的外观,看有无焊接不良,即空焊、锡珠、短路、元件偏移、元件竖立(俗称立碑)、元件浮高、极性错误、错件、漏件等等。
6、性能测试。
这里包括电气测试和功能检测,针对不同的产品有不同的检测方式。
一般工厂都会有ICT测试机器和治具,检测很方便。
这里主要检测线路板经过SMT之后的功能是否正常,也就是看有没有目视检查没有检查到的焊接不良。


回流焊的功能回流焊是一种常见的电子元器件焊接技术,它的主要功能是将电子元器件与印刷电路板(PCB)上的焊点连接起来,使得电子设备能够正常工作。
本文将从以下几个方面详细介绍回流焊的功能。
一、回流焊的基本原理回流焊是利用热量将焊料熔化并与PCB上的焊点连接起来的过程。
其基本原理是在预先涂有焊膏的PCB上放置电子元器件,经过加热使得焊膏中所含有的活性成分挥发掉,同时使得PCB和元器件表面温度达到足够高以熔化所涂抹在其上面的锡-铅合金或其他合金材料。
随后通过冷却过程,使得这些材料重新凝固并与PCB和元器件表面形成牢固连接。
二、回流焊的主要功能1. 保证电子设备稳定性现代电子设备多采用SMT(表面贴装技术)制造,而SMT又依赖于回流焊技术。
在SMT制造中,大部分元器件都是直接贴在PCB上完成组装的。
这种组装方式使得电子设备的体积更小,性能更稳定,同时也减少了元器件之间的引线长度,降低了信号传输的噪声和干扰。
而回流焊技术则是实现SMT制造的关键技术之一,因此可以说回流焊技术是保证电子设备稳定性的重要手段。
2. 提高生产效率相对于传统手工焊接方式,回流焊技术具有高效、自动化等优点。
在大规模生产中,采用回流焊技术可以大幅提高生产效率和质量,并且减少人工操作所带来的误差和劳动强度。
因此,在现代电子制造业中,回流焊技术已经成为标配。
3. 保证连接质量在电子设备中,元器件与PCB之间的连接质量直接影响着整个设备的性能和可靠性。
采用回流焊技术可以实现焊点与PCB、元器件表面形成良好的物理结合,并且通过材料熔化后重新凝固形成牢固连接。
这种连接方式不仅可以提高元器件与PCB之间的结合强度,还可以降低连接失效率并延长电子设备的使用寿命。
4. 适应多种元器件回流焊技术可以适用于多种电子元器件,包括贴片电阻、贴片电容、QFP、BGA等。
这些元器件都可以通过回流焊技术实现与PCB之间的连接,因此回流焊技术具有广泛的适应性和灵活性,可以满足多种电子设备的制造需求。
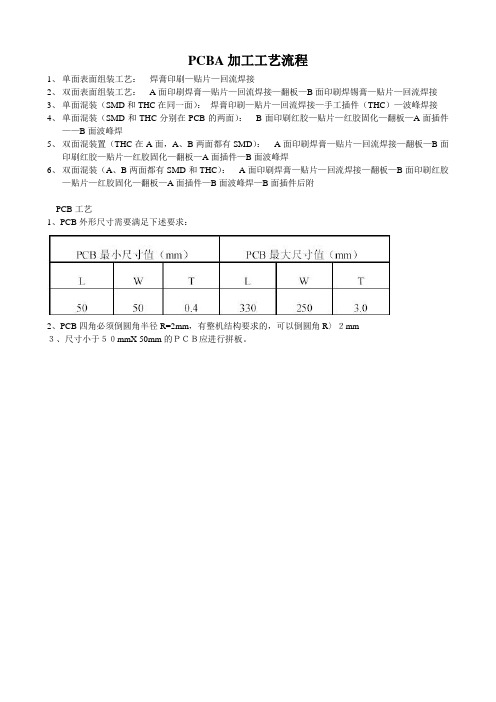
PCBA加工工艺流程
1、单面表面组装工艺:焊膏印刷—贴片—回流焊接
2、双面表面组装工艺:A面印刷焊膏—贴片—回流焊接—翻板—B面印刷焊锡膏—贴片—回流焊接
3、单面混装(SMD和THC在同一面):焊膏印刷—贴片—回流焊接—手工插件(THC)—波峰焊接
4、单面混装(SMD和THC分别在PCB的两面):B面印刷红胶—贴片—红胶固化—翻板—A面插件
——B面波峰焊
5、双面混装置(THC在A面,A、B两面都有SMD):A面印刷焊膏—贴片—回流焊接—翻板—B面
印刷红胶—贴片—红胶固化—翻板—A面插件—B面波峰焊
6、双面混装(A、B两面都有SMD和THC):A面印刷焊膏—贴片—回流焊接—翻板—B面印刷红胶
—贴片—红胶固化—翻板—A面插件—B面波峰焊—B面插件后附
PCB工艺
1、PCB外形尺寸需要满足下述要求:
2、PCB四角必须倒圆角半径R=2mm,有整机结构要求的,可以倒圆角R〉2mm
3、尺寸小于50mmX 50mm的PCB应进行拼板。

回流焊工艺流程一、概述回流焊是一种常用的电子元器件表面贴装工艺,它通过高温熔化焊锡膏,使其与电路板上的焊盘和元器件引脚相互连接。
本文将详细介绍回流焊的工艺流程。
二、准备工作1. 焊接设备:回流焊炉、印刷机等;2. 焊接材料:钢网板、焊锡膏等;3. 焊接工具:镊子、吸锡器等;4. 焊接环境:无尘室或洁净室。
三、印刷钢网板1. 准备好钢网板和印刷机;2. 在钢网板上涂抹适量的胶水,均匀分布在整个钢网板上;3. 将印刷机放置在钢网板上,通过压力将胶水压到印刷机孔洞中;4. 将印刷机移开,让钢网板完全干燥。
四、贴装元器件1. 准备好电路板和元器件;2. 在电路板上涂抹适量的焊锡膏,均匀分布在整个电路板上;3. 将元器件放置在电路板上,对齐焊盘和引脚;4. 使用镊子或吸锡器将元器件固定在电路板上。
五、回流焊1. 准备好回流焊炉;2. 将电路板放置在回流焊炉中;3. 开始加热,升温速度约为2-3℃/s,直到达到预设温度(通常为230-250℃);4. 维持温度一段时间(通常为60-120秒),使焊锡膏完全熔化并与焊盘和引脚相互连接;5. 冷却至室温,取出电路板。
六、检测1. 对焊点进行目视检查,确保没有明显的缺陷;2. 进行X射线检测和AOI检测,以确保所有的焊点都满足质量标准。
七、清洗1. 准备好清洗设备和清洗液;2. 将电路板放入清洗液中,轻轻搓揉几分钟;3. 取出电路板,用水冲洗干净;4. 用干净的气体吹干电路板。
八、包装1. 准备好包装材料和设备;2. 将电路板放入包装材料中,如泡沫盒或防静电袋中;3. 进行包装,标记相关信息。
九、总结回流焊是一种常用的表面贴装工艺,通过以上的步骤可以完成回流焊的工艺流程。
在实际操作中,需要严格控制温度、时间和环境等因素,以确保焊点的质量和稳定性。
一、前言所谓的Reflow,在表面贴装工业(SMT)中,是指锭形或棒形的焊锡合金,经过熔融并再制造成形为锡粉(即圆球形的微小锡球),然后搭配有机辅料(助焊剂)调配成为锡膏;又经印刷、踩脚、贴片、与再次回熔并固化成为金属焊点之过程,谓之Reflow Soldering(回流焊接)。
此词之中文译名颇多,如再流焊、回流焊、回焊(日文译名)熔焊、回焊等;笔者感觉这只是将松散的锡膏再次回熔,并凝聚愈合而成为焊点,故早先笔者曾意译而称之为“熔焊”。
但为了与已流行的术语不至相差太远,及考虑字面并无迂回或巡回之含意,但却有再次回到熔融状态而完成焊接的内涵,故应称之为回流焊或回焊。
图1左图为位于观音工业区的协益电子公司,其SMT现场安装之锡膏印刷机,为了避免钢板表面之锡膏吸水与风干的烦恼起见,全机台均保持盖牢密封的状态。
右为开盖后所见钢板、刮刀及无铅锡膏刮印等外貌。
SMT无铅回焊的整体工程与有铅回焊差异不大,仍然是:钢板印刷锡膏、器件安置(含片状被动组件之高速贴片,与异形零件大形组件之自动安放)、热风回焊、清洁与品检测试等。
不同者是无铅锡膏熔点上升、焊性变差、空洞立碑增多、容易爆板、湿敏封件更易受害等烦恼,必须改变观念重新面对。
事实上根据多年量产经验可知,影响回焊质量最大的原因只有:锡膏本身、印刷参数以及回焊炉质量与回焊曲线选定等四大关键。
掌握良好者八成问题应可消弭之于无形。
二、锡膏的制造与质量2.1锡膏组成与空洞锡膏是由重量比88-90%的焊料合金所做成的微小圆球(称为锡粉Powder),与10-12%有机辅料图2 锡稿回焊影响其锡性与焊点强度方面的因素很多,此处归纳为五大方向,根据多年现场经验可知,以锡膏与印刷及回焊曲线(Profile)等三项占焊接品质之比重高达七八成以上,以下本文将专注于此三大内容之介绍,至于机器操作部分将不再著墨。
(即通称之Flux助焊剂)所组成;由于前者比重很大(7.4-8.4)而后者的比重很轻(约在1-1.5),故其体积比约为1:1。
SMT 贴片机SMT是表面组装技术(表面贴装技术)(Surface Mounted Technology的缩写),是目前电子组装行业里最流行的一种技术和工艺。
中文名:表面贴装技术外文名:SMT目录产业格局简介复杂技术特点组成用途工艺构成锡膏印刷零件贴装回流焊接AOI光学检测维修分板焊锡膏基础知识回流焊回流焊概述红外再流焊回流焊工艺流程回流焊注意事项汽相再流焊激光再流焊常用知识行业名词贴片红胶SMT贴片红胶基本知识印刷方式组装工艺焊料波峰波峰焊接后的冷却展开产业格局简介复杂技术特点组成用途工艺构成锡膏印刷零件贴装回流焊接AOI光学检测维修分板焊锡膏基础知识回流焊回流焊概述红外再流焊回流焊工艺流程回流焊注意事项汽相再流焊激光再流焊常用知识行业名词贴片红胶SMT贴片红胶基本知识印刷方式组装工艺焊料波峰波峰焊接后的冷却展开编辑本段产业格局SMT加工SMT工厂SMT产业园1.目前中国SMT产业仍主要集中在珠江三角洲地区和长江三角洲地区,这两个地区产业销售收入占到了整体产业规模的90%以上,其中仅珠江三角洲地区就占到了整体比重的67.5%。
另外环渤海地区SMT产业的销售额也达到了3.1亿元,占整体产业比重的7.6%。
[1]2.同时我们预计,未来5年内中国SMT产业还仍将主要集中在长江三角洲地区、珠江三角洲地区和环渤海地区。
不过,长江三角洲地区在中国SMT产业中所占比重将从2007年起开始快速攀升,2009年达到43.9%。
而珠江三角洲地区比重虽然下降到47.O%,但仍占据首要位置。
另外,环渤海地区的SMT产业也有较快的发展。
长江三角洲地区SMT产业的快速增长主要来自于全球SMT产业的转移,尤其是贴片机生产的转移。
从历史原因来看,长江三角洲地区发展设备制造业的基础相对雄厚。
同时长江三角洲地区笔记本、手机等中高端电子整机产品制造业比较发达,另外再加上长江三角洲地区独特的地理位置优势,因此在2007年的全球SMT产业的大转移过程中,长江三角洲地区将承接相当大部分的比例。
回流焊工作原理回流焊是一种常见的电子元器件连接技术,它利用热量和熔化的焊膏将元器件连接到印刷电路板上。
回流焊的工作原理涉及到多个步骤和参数的控制,下面将详细介绍。
一、回流焊的基本原理1.1 温度控制:回流焊的第一个步骤是控制温度。
通常,回流焊使用热风或红外线加热来提供足够的热量使焊膏熔化。
温度的控制非常重要,因为过高的温度可能导致焊膏烧焦,而过低的温度则无法使焊膏完全熔化。
1.2 焊膏涂布:在回流焊的第二个步骤中,焊膏被涂布在印刷电路板的焊盘上。
焊膏通常由焊锡、助焊剂和流动剂组成。
焊锡是主要的焊接材料,助焊剂用于提高焊接的质量,而流动剂则有助于焊膏的流动。
1.3 元器件安装:在回流焊的第三个步骤中,元器件被安装在焊盘上。
这可以通过手动或自动的方式完成。
在元器件安装过程中,需要确保元器件正确对齐,并且与焊盘之间有足够的接触面积。
二、回流焊的工作流程2.1 预热阶段:回流焊的第一个阶段是预热阶段。
在这个阶段,印刷电路板被加热到足够的温度,以使焊膏熔化。
预热阶段的时间和温度需要根据焊接的要求和元器件的特性进行调整。
2.2 焊接阶段:在预热阶段之后,焊膏已经熔化并涂布在焊盘上。
在焊接阶段,焊盘和元器件之间的接触面积会被加热,焊锡会熔化并形成焊点。
焊接阶段的时间和温度也需要根据焊接的要求进行调整,以确保焊点的质量。
2.3 冷却阶段:在焊接阶段之后,焊点需要冷却。
在冷却阶段,温度逐渐降低,焊点逐渐固化。
冷却阶段的时间和温度也需要根据焊接的要求进行调整,以确保焊点的稳定性和可靠性。
三、回流焊的优点3.1 高效性:回流焊能够同时焊接多个焊点,提高了生产效率。
同时,回流焊也可以自动化操作,减少了人力成本。
3.2 焊接质量高:回流焊可以提供均匀的加热和冷却过程,从而确保焊点的质量和可靠性。
焊接过程中的温度和时间控制也可以减少焊接缺陷的发生。
3.3 适用性广:回流焊适用于各种类型的电子元器件和印刷电路板。
无论是表面贴装元器件还是插件元器件,回流焊都能够满足焊接的要求。