波峰焊原理及波峰焊结构
- 格式:doc
- 大小:471.50 KB
- 文档页数:3
波峰焊工作原理波峰焊是一种常用的电焊方法,主要用于焊接电子元器件和电路板。
它的工作原理是通过将电路板插入焊接波浪中,使焊锡波浪与焊点接触并形成焊接连接。
下面将详细介绍波峰焊的工作原理。
1. 设备概述波峰焊设备主要由焊接机、焊锡槽、传送机构、预热区和冷却区等组成。
焊接机通过控制焊锡槽中的焊锡温度和波浪形状,实现焊接过程中的温度控制和焊接质量的保证。
2. 工作流程波峰焊的工作流程通常包括以下几个步骤:(1) 上料:将待焊接的电子元器件或电路板放置在传送机构上,通过传送机构将其送入焊接区域。
(2) 预热:在焊接区域的前方设置预热区,通过加热将电子元器件或电路板预热至适宜的焊接温度,以提高焊接质量。
(3) 焊接:在焊接区域的焊锡槽中,将焊锡加热至熔化状态,形成一定高度的焊锡波浪。
当电子元器件或电路板通过焊锡波浪时,焊锡波浪与焊点接触,实现焊接连接。
(4) 冷却:焊接完成后,将焊接好的电子元器件或电路板送入冷却区,通过冷却使焊接点固化,确保焊接质量。
3. 焊锡波浪形状控制焊锡波浪的形状对焊接质量有重要影响。
通常,焊锡波浪应具有适当的高度和宽度,以确保焊接点的充分润湿和焊锡的适当填充。
焊锡波浪的形状可以通过调节焊锡槽中的温度、焊锡的合金成分和焊锡槽的结构等因素来控制。
4. 焊接温度控制焊接温度对焊接质量也具有重要影响。
焊接温度过高会导致焊接点熔化过度,产生短路和焊接点变形等问题;焊接温度过低则会导致焊接点未能完全润湿,焊接质量不达标。
因此,通过控制焊锡槽中的温度和预热区的温度,可以实现对焊接温度的控制。
5. 焊接质量检测为了确保焊接质量,波峰焊设备通常会配备焊接质量检测系统。
该系统可以通过检测焊接点的外观、焊接点的电阻和焊接点的可靠性等参数,对焊接质量进行实时监测和判定。
如果发现焊接质量不达标,系统会及时发出警报并停止焊接,以避免不良产品的产生。
总结:波峰焊是一种常用的电焊方法,其工作原理是通过将电子元器件或电路板插入焊锡波浪中,使焊锡波浪与焊点接触并形成焊接连接。
波峰焊的工作原理是什么?波峰焊内部结构示意图波峰焊是大家比较常见的电子设备,那么关于它的工作原理你知道多少呢?本文就来为你介绍波峰焊的工作原理,以及波峰焊的内部结构示意图。
波峰焊波峰焊是让插件板的焊接面直接与高温液态锡接触达到焊接目的,其高温液态锡保持一个斜面,并由特殊装置使液态锡形成一道道类似波浪的现象,所以叫"波峰焊",其主要材料是焊锡条。
波峰焊工作原理波峰焊锡机主要是由运输带,助焊剂添加区,预热区,锡炉组成。
运输带主要用途是将电路底板送入波峰焊锡机,沿途经助焊剂添加区,预热区,锡炉等。
助焊剂添加区主要是由红外线感应器及喷嘴组成。
红外线感应器作用是感应有没有电路底板进入,如果有感应器便会量出电路底板的宽度。
助焊剂的作用是在电路底板的焊接面上形成以保护膜。
预热区提供足够的温度,以便形成良好的焊点。
有红外线发热可以使电路底板受热均匀。
在双波峰系统中,波的湍流部分防止漏焊,它保证穿过电路板的焊料分布适当。
焊料以较高速通过狭缝渗入,从而透人窄小间隙。
喷射方向与电路板进行方向相同。
单就湍流波本身并不能适当焊接元件,它给焊点上留下不平整和过剩的焊料,因此需要第二个波。
第二层流波或平滑波消除了由第一个湍流波产生的毛刺和焊桥。
层流波实际上与传统的通孔插装组件使用的波一样。
因此,当传统组件在一台机器上焊接时,就可以把湍流波关掉,用层流波对传统组件进行焊接。
现在市面上应用最普遍的双峰系统,其湍流波往复运动,焊料从喷嘴而不是从一个狭长的缝中喷射。
运动着的喷嘴在防止漏焊方面比狭缝更有效,因为它不仅产生湍流,而且具有清洗作用。
下图显示了波峰焊的焊接技术,焊料池中熔化的焊料向上喷射形成一个凸出的波形。
焊接过程中,先在一块插有元件的PCB(PCBA)上涂敷焊剂、经过预热后再通过由熔化了的焊料所形成的波峰,从而使PCB接触波峰顶部将元件和PCB焊盘的连接处焊接起来。
波峰焊工作原理波峰焊是一种常用的电子焊接方法,主要用于焊接电子元件和电路板。
它通过将电子元件插入预先布置好的孔位,然后将焊接面放置在焊锡槽中,利用热传导和电磁感应的原理实现焊接。
波峰焊设备主要由焊接台、预热区、焊锡槽、传送系统、控制系统等组成。
1. 焊接台:焊接台是波峰焊设备的主要部份,用于固定焊接面和焊接元件。
焊接台通常由耐高温材料制成,能够承受高温和电磁辐射。
2. 预热区:预热区位于焊接台的上方,用于预热焊接面和焊接元件。
预热区通常由加热器组成,可以提前将焊接面和焊接元件加热至适宜的焊接温度。
3. 焊锡槽:焊锡槽是波峰焊设备的关键部份,用于储存焊锡。
焊锡通常是一种合金,具有低熔点和良好的润湿性,能够在高温下迅速熔化。
4. 传送系统:传送系统用于将焊接面和焊接元件从预热区传送至焊锡槽,并将其从焊锡槽中取出。
传送系统通常由传送带、马达和传感器组成,能够实现自动传送和定位。
5. 控制系统:控制系统是波峰焊设备的核心部份,用于控制焊接温度、焊接时间和焊接速度等参数。
控制系统通常由温度传感器、计时器和电脑控制器组成,能够实现精确的焊接控制。
波峰焊的工作原理如下:1. 预热:在焊接开始之前,预热区的加热器会将焊接面和焊接元件加热至适宜的焊接温度。
预热的目的是为了提高焊接面和焊接元件的润湿性,使其更容易与焊锡接触。
2. 熔化:当焊接面和焊接元件达到适宜的焊接温度后,焊锡槽中的焊锡会被加热器熔化。
熔化的焊锡会形成一个波峰,即焊锡波。
3. 焊接:焊接面和焊接元件被传送系统从预热区传送至焊锡槽,并与焊锡波接触。
焊接面和焊接元件的热量会迅速传导给焊锡,使其熔化。
同时,焊接面和焊接元件与焊锡的润湿性使其能够与焊锡形成坚固的焊点。
4. 冷却:焊接完成后,焊接面和焊接元件会被传送系统从焊锡槽中取出,并在冷却区进行冷却。
冷却的目的是为了使焊点固化,确保焊接的可靠性。
波峰焊具有以下优点:1. 高效性:波峰焊能够实现自动化生产,大大提高了焊接效率。
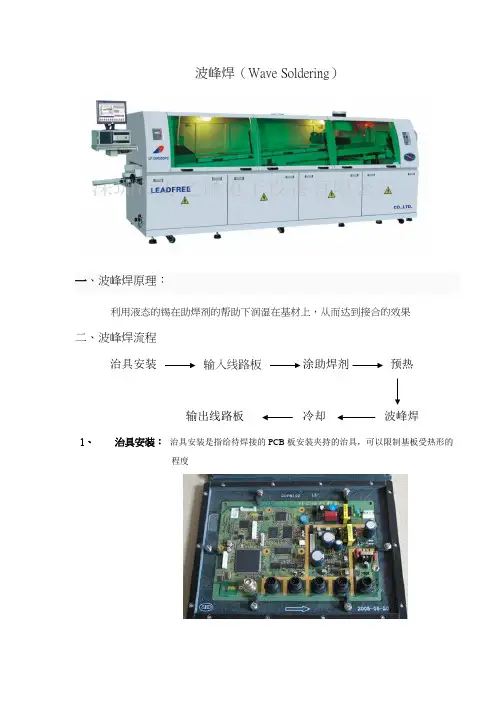
波峰焊(Wave Soldering)
一、波峰焊原理:
利用液态的锡在助焊剂的帮助下润湿在基材上,从而达到接合的效果
二、波峰焊流程
治具安装输入线路板涂助焊剂预热
输出线路板冷却波峰焊
1、治具安装:治具安装是指给待焊接的PCB板安装夹持的治具,可以限制基板受热形的
程度
2、输入线路板:把待焊接的PCB组件(装好元器件的印制电路板)装载到传送带上,
以便进行下一步的焊接操作。
3、涂助焊剂:喷涂助焊剂要均匀地涂覆助焊剂,目的是除去PCB和元器件焊接表
面的氧化层,防止焊接过程中的再氧化。
4、预热:1>减少基板在与高温锡波接触时的热冲击
2>活化助焊剂
3>烘干助焊剂的溶剂成分
5、波峰焊:波峰焊接过程中广泛应用双波峰,第一个波峰是柱状波峰,其波面宽度
比较窄(主要用于密,积的贴片元件焊接,便于排出空气,减少漏焊);
第二个波峰为平波,波峰平整稳定,流速要慢(主要用于焊接面宽而平稳
的焊接)。
6冷却:基板过锡焊接后需自然冷却一段时间后才能进入冷却系统冷却,因为急速冷却容易造成焊锡急速凝固,从而影响焊锡效果。
7输出线路板:焊接完成后PCBA板检测。
波峰焊培训资料波峰焊是一种常见的电子制造工艺,用于焊接电路板(PCB)的组装过程。
它能够实现高效、可靠的焊接,提高生产效率和焊接质量。
本文将介绍波峰焊的基本原理、设备和操作技巧,并分享一些常见问题的解决方法。
希望通过本文的阅读,您能够对波峰焊有更深入的了解。
一、波峰焊的基本原理波峰焊是利用焊锡的表面张力和热传导原理,实现电子元器件与PCB之间的可靠连接。
在波峰焊过程中,焊锡在一定温度下熔化,并形成一个“波峰”。
PCB上的元器件通过预先设计好的焊盘与焊锡波峰接触,从而实现焊接。
焊接完毕后,波峰冷却凝固,使得元器件与PCB之间的连接牢固可靠。
二、波峰焊设备2.1 波峰焊机波峰焊机是实施波峰焊的重要设备,它由预热区、焊锡槽、升降系统、传送系统和控制系统等组成。
预热区用于升温PCB和元器件,焊锡槽则用于熔化焊锡。
通过升降系统,将预热过的PCB和元器件沿波峰焊槽传送线槽,使其与焊锡接触。
控制系统可实时监测温度和传送速度等参数,确保焊接质量的稳定。
2.2 清洗设备波峰焊后,焊接表面可能存在未熔化的焊锡、焊剂等残留物。
为了确保焊接质量和PCB的可靠性,需要进行清洗处理。
清洗设备通常包括喷淋清洗机、超声波清洗机和烘干机,用于去除残留物并确保PCB 的表面清洁。
三、波峰焊操作技巧3.1 PCB设计在进行波峰焊之前,需要对PCB进行设计。
焊盘的设计应符合元器件的要求,确保焊接点的合理布局和间距。
同时,还要考虑PCB的波峰焊适应性。
合理的PCB设计可以提高焊接质量,减少焊接故障的发生。
3.2 元器件与PCB的预处理在进行波峰焊之前,需要对元器件和PCB进行预处理。
元器件的引脚应进行锡镀处理,以提高焊接质量。
PCB表面应进行喷洒或浸泡等方式的除脏处理,确保焊接表面的清洁。
3.3 设置适宜的波峰焊参数波峰焊参数的设置直接影响到焊接质量。
在进行波峰焊之前,需要进行合理的参数调试。
常见的参数包括预热温度、传送速度、焊锡温度和波峰形状等。
波峰焊工作原理
波峰焊是一种常见的电子组装技术,其工作原理如下:
1. 准备工作:在印刷电路板(PCB)上,预先安装各种电子元器件,如电阻、电容、二极管等。
2. 涂波峰锡膏:涂上一层波峰锡膏,这是一种由焊锡颗粒和流通剂组成的混合物。
波峰锡膏通常被涂在PCB上的焊盘或PAD(接线区域)上。
3. 加热:将已涂有波峰锡膏的PCB通过传送系统移动到焊锡波峰区域,通常是在焊锡浴中。
焊锡浴中维持一定的温度(通常为250-270摄氏度)以保持焊锡融化状态。
4. 过印工序:将移动的PCB沿着焊锡波峰区域进行印刷。
焊锡波峰由辊子或其他形状的装置产生,波峰的高度及形状可根据需要进行调整。
5. 焊接:当PCB通过焊锡波峰时,焊锡波峰会将焊锡融化并附着在PCB焊盘或PAD上,同时将电子元器件与PCB焊接起来。
6. 冷却:焊接完成后,PCB会通过冷却区域,冷却焊接区域中的焊接点以确保焊锡的稳定性和结构性。
7. 检验:焊接完成后,需要对焊接品质进行检验,例如使用X 光或目视进行焊接点和连接的检查。
总体来说,波峰焊的工作原理是通过将焊锡波峰与已涂上锡膏的焊盘或PAD接触并加热,使焊锡融化并与焊接点形成可靠
连接。
波峰焊具有高效、自动化和一次性完成多个焊点的优点,因此被广泛应用于PCB组装。
双波峰焊机的原理和结构
双波峰焊机的工作原理和结构可以概括为:
1. 电源部分
包括变压器,为电容充电提供中间频率电源;整流器,将交流电转换为直流电。
2. 放电部分
主要包含两组相隔一定相角的放电电容,以及触发放电的电子开关。
3. 控制部分
使用微处理器等组成的控制电路,实现对充放电和放电时序的精确控制。
4. 放电electrodes
两组相隔一定距离的放电电极,在电极间产生高温的电弧放电区。
5. 冷却系统
使用水冷或气冷等带走电极热量,保证仪器稳定工作。
6. 机架系统
提供Chap电源、电极置物台等功能,使焊机稳定放置。
7. 双波峰原理
两组交错放电,使电弧更稳定,提高焊接质量。
8. PLC控制
采用PLC实现对焊接参数如电流、时间等的可编程设定。
9. 人机交互界面
LCD等显示焊接参数,按钮实现参数修改输入。
双波峰焊机充分利用电容放电的瞬间功率,实现精确可控的瞬时高温焊接。
《波峰焊基础知识综合性概述》一、引言在现代电子制造领域,波峰焊作为一种重要的焊接技术,广泛应用于电子产品的生产过程中。
它具有高效、稳定、可靠等优点,能够满足大规模生产的需求。
本文将对波峰焊的基础知识进行全面的阐述与分析,包括基本概念、核心理论、发展历程、重要实践以及未来趋势等方面,为读者提供一个清晰、系统且深入的理解框架。
二、基本概念1. 定义波峰焊是将熔融的液态焊料,借助泵的作用,在焊料槽液面形成特定形状的焊料波,插装了元器件的 PCB 板置于传送链上,经过某一特定的角度以及一定的浸入深度穿过焊料波峰而实现焊点焊接的过程。
2. 组成部分波峰焊设备主要由助焊剂喷涂系统、预热系统、焊接系统、冷却系统、控制系统等组成。
(1)助焊剂喷涂系统:在 PCB 板进入焊接区域之前,均匀地喷涂一层助焊剂,以去除 PCB 板和元器件引脚表面的氧化物,提高焊接质量。
(2)预热系统:对 PCB 板进行预热,使 PCB 板和元器件达到一定的温度,减少热冲击,提高焊接质量。
(3)焊接系统:包括焊料槽、泵、波峰发生器等,产生特定形状的焊料波,实现焊点焊接。
(4)冷却系统:对焊接后的 PCB 板进行冷却,使焊点迅速凝固,提高焊接强度。
(5)控制系统:对整个波峰焊设备进行控制,包括温度、速度、时间等参数的设置和调整。
3. 焊接原理波峰焊的焊接原理是利用液态焊料的表面张力和毛细作用,使焊料在 PCB 板和元器件引脚之间形成良好的焊点。
当 PCB 板经过焊料波峰时,焊料在重力和表面张力的作用下,填充到 PCB 板和元器件引脚之间的间隙中,形成焊点。
同时,助焊剂在焊接过程中起到去除氧化物、降低焊料表面张力、促进焊料流动等作用。
三、核心理论1. 热传递理论波峰焊过程中,热传递是一个关键因素。
预热系统通过热传导、热对流和热辐射等方式,将热量传递给 PCB 板和元器件,使其达到一定的温度。
在焊接过程中,焊料波峰与 PCB 板和元器件之间也存在热传递,影响焊接质量。
波峰焊工作原理波峰焊是一种常用于电子元器件焊接的技术,它通过将焊接材料加热到熔点并使其与焊接表面接触,从而实现焊接的目的。
下面将详细介绍波峰焊的工作原理。
1. 波峰焊的基本原理波峰焊的基本原理是利用熔化的焊料在焊接表面形成一层波峰,焊接材料经过波峰时被加热熔化,然后与焊接表面接触,形成焊缝。
波峰焊的关键是控制焊料的温度和流动性,以确保焊接质量。
2. 波峰焊设备波峰焊设备主要由焊接机、焊接台、焊锡波峰、预热器和传送机构等组成。
焊接机通过控制焊接台的温度和传送机构的运动,实现焊料的熔化和流动。
预热器用于加热焊接表面,提高焊接质量。
3. 波峰焊的工作流程波峰焊的工作流程一般包括以下几个步骤:(1) 准备工作:将待焊接的电子元器件和焊接表面清洁干净,确保焊接质量。
(2) 设置参数:根据焊接材料和焊接要求,设置合适的焊接温度、速度和波峰高度等参数。
(3) 加热预热:通过预热器对焊接表面进行加热,提高焊接质量。
(4) 熔化焊料:将焊料加热到熔点,使其变成液态,形成波峰。
(5) 传送焊接材料:通过传送机构将焊接材料送入波峰区域,与焊接表面接触。
(6) 冷却固化:焊接材料与焊接表面接触后,逐渐冷却固化,形成焊缝。
4. 波峰焊的优势和应用波峰焊具有以下优势:(1) 自动化程度高:波峰焊设备可以实现自动化操作,提高生产效率。
(2) 焊接质量稳定:波峰焊可以控制焊接温度和焊接速度,确保焊接质量稳定。
(3) 适用范围广:波峰焊适用于焊接各种电子元器件,如电阻器、电容器、集成电路等。
(4) 成本低:波峰焊设备价格相对较低,且焊接材料使用量少,成本低廉。
波峰焊广泛应用于电子制造业,特别是电子元器件的生产过程中。
它可以实现高效、稳定的焊接,提高生产效率和焊接质量。
同时,波峰焊的自动化程度高,可以减少人工操作,降低劳动强度。
因此,波峰焊在电子制造行业具有重要的地位和应用前景。
以上是关于波峰焊工作原理的详细介绍,希望对您有所帮助。
波峰焊工作原理引言概述:波峰焊是一种常用的电子元器件焊接技术,它通过将焊锡熔化成波浪形状,将焊接部件浸入焊锡波浪中,实现焊接连接。
本文将详细介绍波峰焊的工作原理。
正文内容:1. 波峰焊的基本原理1.1 焊锡波浪的生成焊锡波浪的生成是波峰焊的核心原理。
通过将焊锡条加热至熔点,使其熔化成液态焊锡。
然后,通过振动器或泵将熔化的焊锡推向焊接区域,形成波浪状。
1.2 焊接部件的浸入焊接部件在焊锡波浪形成后,被浸入焊锡波浪中。
焊接部件的引脚或焊盘与焊锡波浪接触,通过热传导和表面张力等作用,焊锡在焊接部件表面形成焊点。
1.3 清洗和冷却焊接完成后,焊接部件需要进行清洗和冷却。
清洗可以去除焊锡残留物,保持焊点的质量。
冷却可以使焊点迅速固化,确保焊接的可靠性。
2. 波峰焊的工作流程2.1 准备工作在进行波峰焊之前,需要准备焊接部件和焊锡。
焊接部件应该清洁,以确保焊接质量。
焊锡应选择适合的合金成分和熔点。
2.2 焊接参数设置根据焊接部件的要求和焊锡的特性,需要设置合适的焊接参数。
这些参数包括焊接温度、焊锡推送速度和焊接时间等。
2.3 焊接过程控制在焊接过程中,需要对焊接设备进行控制。
通过控制焊接温度、焊锡波浪的形状和焊接速度等参数,确保焊接的质量和一致性。
3. 波峰焊的优点3.1 高效率波峰焊可以同时焊接多个引脚或焊盘,提高焊接效率。
而且,焊接速度快,适用于大批量生产。
3.2 焊接质量高波峰焊可以实现焊点的一致性和可靠性。
焊接部件与焊锡波浪的接触面积大,焊点的强度高,电气连接稳定。
3.3 适用范围广波峰焊适用于多种类型的电子元器件焊接,包括插件式元件、贴片元件和表面贴装元件等。
总结:综上所述,波峰焊的工作原理是通过焊锡波浪的生成、焊接部件的浸入和清洗冷却等步骤实现的。
在实际应用中,需要进行准备工作、设置焊接参数和控制焊接过程。
波峰焊具有高效率、高质量和广泛适用性的优点,是一种重要的电子元器件焊接技术。
波峰焊的原理及构造
嘿,朋友们!今天咱来聊聊波峰焊这玩意儿。
你看啊,波峰焊就像是一个神奇的“焊接魔法师”。
它的构造呢,就好像是一个精心打造的魔法工具箱。
里面有各种关键的部件,就像魔法师手里的魔法道具一样重要。
先来说说传送系统,这就好比是一条稳稳当当的运输带,把要焊接的电路板不慌不忙地送进魔法阵里。
它得可靠啊,要是它出了岔子,那可就乱套啦!
然后就是预热区,这就像是给电路板做个温暖的热身运动,让它准备好迎接焊接的挑战。
就像运动员比赛前要活动开身体一样,可不能马虎。
接下来就是核心部分啦,焊锡槽!这里面的焊锡就像是滚烫的魔法药水,在波峰的推动下,欢快地跳跃着,去和电路板上的焊点亲密接触。
那场面,真的很神奇呢!
还有喷头,就像是魔法药水的精准喷射器,把焊锡准确无误地送到该去的地方,不能有一点偏差。
那波峰焊的原理是啥呢?其实很简单啦,就是利用这个神奇的焊锡“魔法药水”和巧妙的波峰设计,让焊点完美地形成。
这就好像是一场精妙的舞蹈,每个动作都恰到好处,才能跳出最精彩的舞步。
你想想看,如果没有波峰焊,我们的电子设备得变成啥样啊?那些密密麻麻的焊点可怎么连接起来呀?所以说,波峰焊可真是个了不起的发明!
它就像是一个默默工作的幕后英雄,不声不响地为我们的电子世界贡献着力量。
我们每天用的手机、电脑,里面说不定就有它的功劳呢!
而且啊,波峰焊的技术还在不断进步呢!就像魔法师不断修炼新的魔法一样,它也在变得越来越厉害,越来越高效。
总之呢,波峰焊虽然看起来不起眼,但它的作用可太大啦!它的原理和构造就像是一个充满奥秘的魔法世界,等着我们去探索和发现。
朋友们,你们说是不是很神奇呀?。
波峰焊工作原理波峰焊是一种常用的电子元件焊接方法,主要应用于电子设备制造和电路板组装过程中。
它通过将焊接部件浸入熔化的焊料中,利用焊料的表面张力形成焊接接头。
下面将详细介绍波峰焊的工作原理。
1. 波峰焊设备概述波峰焊设备主要由焊锡槽、传送机构、预热区、焊锡波峰、冷却区和控制系统组成。
焊锡槽内填充着焊锡,通过传送机构将焊接部件送入焊锡槽中。
预热区用于预热焊接部件,以提高焊接质量。
焊锡波峰是焊锡在焊锡槽中形成的波浪状,焊接部件在经过焊锡波峰时完成焊接。
冷却区用于冷却焊接部件。
2. 工作原理波峰焊的工作原理可以分为以下几个步骤:2.1 预热在波峰焊设备中,焊接部件首先进入预热区,通过加热使其达到适宜的焊接温度。
预热的目的是为了提高焊接质量,确保焊接接头的可靠性。
2.2 浸泡经过预热后,焊接部件进入焊锡槽中,浸泡在熔化的焊锡中。
焊锡的熔点通常在183°C左右,当焊接部件浸泡在焊锡中时,焊锡会在焊接部件表面形成一层液态焊锡。
2.3 振荡焊接部件在焊锡中浸泡的同时,焊锡波峰会通过振荡的方式形成。
振荡的目的是为了使焊锡均匀分布在焊接部件表面,确保焊接接头的质量。
2.4 焊接当焊接部件通过焊锡波峰时,焊锡会被焊接部件表面吸附,并形成焊接接头。
焊接接头的形状和质量取决于焊接部件的设计和焊接参数的控制。
2.5 冷却完成焊接后,焊接部件进入冷却区进行冷却。
冷却的目的是为了使焊接接头固化,确保焊接接头的稳定性和可靠性。
3. 控制系统波峰焊设备中的控制系统起着关键的作用,它通过控制预热温度、焊锡温度、焊锡波峰高度和振荡频率等参数,确保焊接的质量和稳定性。
控制系统通常采用微处理器或PLC控制,可以实现自动化生产。
4. 应用领域波峰焊广泛应用于电子设备制造和电路板组装过程中。
它适用于焊接电子元件、插座、连接器等部件,可以实现高效、稳定和可靠的焊接。
总结:波峰焊是一种常用的电子元件焊接方法,通过将焊接部件浸泡在熔化的焊锡中,利用焊料的表面张力形成焊接接头。
波峰焊原理介绍波峰焊是将熔融的液态焊料﹐借助与泵的作用﹐在焊料槽液面形成特定形状的焊料波﹐插装了元器件的PCB置与传送链上﹐经过某一特定的角度以及一定的浸入深度穿过焊料波峰而实现焊点焊接的过程。
波峰面的表面均被一层氧化皮覆盖﹐它在沿焊料波的整个长度方向上几乎都保持静态﹐在波峰焊接过程中﹐PCB接触到锡波的前沿表面﹐氧化皮破裂﹐PCB前面的锡波无皲褶地被推向前进﹐这说明整个氧化皮与PCB以同样的速度移动波峰焊机焊点成型:当PCB进入波峰面前端(A)时﹐基板与引脚被加热﹐并在未离开波峰面(B)之前﹐整个PCB浸在焊料中﹐即被焊料所桥联﹐但在离开波峰尾端的瞬间﹐少量的焊料由于润湿力的作用﹐粘附在焊盘上﹐并由于表面张力的原因﹐会出现以引线为中心收缩至最小状态﹐此时焊料与焊盘之间的润湿力大于两焊盘之间的焊料的内聚力。
因此会形成饱满﹐圆整的焊点﹐离开波峰尾部的多余焊料﹐由于重力的原因﹐回落到锡锅中。
防止桥联的发生。
1﹐使用可焊性好的元器件/PCB2﹐提高助焊剞的活性3﹐提高PCB的预热温度﹐增加焊盘的湿润性能4﹐提高焊料的温度5﹐去除有害杂质﹐减低焊料的内聚力﹐以利于两焊点之间的焊料分开。
波峰焊机中常见的预热方法1﹐空气对流加热2﹐红外加热器加热3﹐热空气和辐射相结合的方法加热波峰焊工艺曲线解析1﹐润湿时间指焊点与焊料相接触后润湿开始的时间2﹐停留时间PCB上某一个焊点从接触波峰面到离开波峰面的时间停留/焊接时间的计算方式是﹕停留/焊接时间=波峰宽/速度3﹐预热温度预热温度是指PCB与波峰面接触前达到的温度(見右表)4﹐焊接温度焊接温度是非常重要的焊接参数﹐通常高于焊料熔点(183°C)50°C~60°C大多数情况是指焊锡炉的温度实际运行时﹐所焊接的PCB焊点温度要低于炉温﹐这是因为PCB吸热的结果SMA類型元器件預熱溫度單面板組件通孔器件與混裝90~100雙面板組件通孔器件100~110雙面板組件混裝100~110多層板通孔器件115~125多層板混裝115~125波峰焊工艺参数调节1﹐波峰高度波峰高度是指波峰焊接中的PCB吃錫高度。
波峰焊工作原理波峰焊是一种常见的电弧焊接方法,广泛应用于电子电路板的创造过程中。
它通过将焊接材料加热至熔化状态,使其与焊接基材相融合,从而实现焊接的目的。
以下将详细介绍波峰焊的工作原理。
1. 设备组成波峰焊设备主要由以下几个部份组成:- 焊接机:负责提供电能和控制焊接过程;- 焊接头:用于将焊接材料加热至熔化状态;- 波峰槽:用于存放焊接材料,并形成焊接波峰;- 输送系统:将待焊接的电子电路板或者其他焊接对象送入焊接区域。
2. 工作原理波峰焊的工作原理可以分为以下几个步骤:- 步骤1:准备工作在开始焊接之前,需要将焊接材料(例如焊锡丝)放入波峰槽中,并调整焊接温度和速度等参数。
- 步骤2:送板将待焊接的电子电路板通过输送系统送入焊接区域,使其与焊接头接触。
- 步骤3:预热焊接头会发出热能,使焊接材料开始熔化。
这个过程称为预热,旨在将焊接材料加热至足够温度,但不使其彻底熔化。
- 步骤4:焊接当焊接材料预热后,焊接头会在焊接区域形成一个波峰。
电子电路板通过波峰时,焊接材料与焊接区域的金属基材接触,形成焊点。
焊接头的热能使焊接材料熔化并与基材相融合,形成坚固的焊点。
- 步骤5:冷却焊接完成后,焊点需要冷却一段时间,以确保焊点的结构稳定性和可靠性。
3. 优点和应用波峰焊具有以下优点:- 高效性:波峰焊可以同时焊接多个焊点,提高生产效率;- 稳定性:焊接头可以根据需求调整焊接参数,确保焊接质量的稳定性;- 适合性广:波峰焊适合于多种材料的焊接,如电子电路板、电缆、连接器等。
基于以上优点,波峰焊广泛应用于电子电路板的创造过程中。
例如,在电子产品创造中,波峰焊可用于焊接电子元件、插座和连接器等。
它可以确保焊点的可靠性和稳定性,提高产品的质量和性能。
总结:波峰焊是一种常见的电弧焊接方法,通过将焊接材料加热至熔化状态,使其与焊接基材相融合,实现焊接的目的。
它具有高效性、稳定性和适合性广的优点,并广泛应用于电子电路板的创造过程中。
波峰焊原理及波峰焊结构。
波峰焊原理及波峰焊结构:
波峰焊錫機主要是由運輸帶,助焊劑添加區,預熱區,錫爐組成。
運輸代主要用途是將電路底板送入波峰焊錫機,沿途經助焊劑添加區,預熱區,錫爐等。
助焊劑添加區主要是由紅外綫感應器及噴嘴組成。
紅外綫感應器作用是感應有沒有電路底板進入,如果有感應器便會量出電路底板的寬度。
助焊劑的作用是在電路底板的焊接面上形
成以保護膜。
預熱區提供足夠的溫度,以便形成良好的焊點。
有紅外綫發熱可以使電路底板受熱均勻。
在双波峰系统中,波的湍流部分防止漏焊,它保证穿过电路板的焊料分布适当。
焊料以较高速通过狭缝渗入,从而透人窄小间隙。
喷射方向与电路板进行方向相同。
单就湍流波本身并
不能适当焊接元件,它给焊点上留下不平整和过剩的焊料,因此需要第二个波。
第二层流波或平滑波消除了由第一个湍流波产生的毛刺和焊桥。
层流波实际上与传统的通孔插装组件使用的波一样。
因此,当传统组件在一台机器上焊接时,就可以把湍流
波关掉,用层流波对传统组件进行焊接。
现在市面上应用最普遍的双峰系统,其湍流波往复运动,焊料从喷嘴而不是从一个狭长的缝中喷射。
运动着的喷嘴在防止漏焊方面比狭缝更有效,因为它不仅产生湍流,而且具有清洗
作用。
波峰焊的工藝與波形
圖3-1顯示了波峰焊的焊接技術,焊料池中熔化的焊料向上噴射形成一個凸出的波形。
焊接過程中,先在一塊插有元件的PCB (PCBA)上涂敷焊劑、經過預熱後再通過由熔化了的焊料所形成的波峰,從而使PCB接觸波峰頂部將元件和PCB焊盤的連接處焊接起來。
根據機器所使用不同幾何形狀的波峰,波峰焊系統可以劃分成許多種。
雙波峰焊接系統
圖3-3所示的是其中一種波峰焊系統(雙波峰焊接系統),其中第一個波是一個湍流波,作用是防止虛焊。
第二個波是一個平滑波,作用是幫助消除毛刺及焊橋。
湍流波既可以通過讓熔化的焊料經過一個振盪器來形成,亦可以通過向焊料池中注入氮氣來形成。
波峰焊工艺参数
1.波峰高度
波峰高度是指波峰焊接中pcb吃錫高度。
其數值通常控制在pcb板厚度1/2~2/3,過大會導致熔融焊料流到pcb表面﹐形成“橋連”
2.傳送傾角
波峰焊機在安裝時除了使機器水平外﹐還應調節傳送裝置傾角﹐通過傾角調節﹐能調控pcb與波峰面焊接時間﹐適當傾角﹐會有助于焊料液與pcb更快剝離﹐使的返回錫鍋內
3.熱風刀
所謂熱風刀﹐是sma剛離開焊接波峰后﹐在sma下方放置一個窄長帶開口“腔體”﹐窄長腔體能吹出熱氣流﹐尤如刀狀﹐故稱“熱風刀”
4.焊料純度影響
波峰焊接過程中﹐焊料雜質主要是來源于pcb上焊盤銅浸析﹐過量銅會導致焊接漏洞增多
5.助焊劑
6.工藝參數協調
波峰焊機工藝參數帶速﹐預熱時間﹐焊接時間与傾角的間需互相協調﹐反復調整。
怎样对波峰焊锡炉进行保养
波峰炉如何保养:分四部份
1.机械部分:如果机台运转时太长,未保养,点检就会出现螺丝松脱,齿轮牙轮密和度不好,链条速度减慢,传动轴可能生锈导致轨道变形(如喇叭口,梯形等状)就会导致掉板,卡板现象,出现炉后品质不良,轨道水平变形等状况。
既影响了机械的本身性能又浪费了生产时间。
2.发热管部分:如果使用时间过长未对发热管保养和更换,会出现发热管发热温度不均匀,发热管老化,断裂,SMT回流焊炉就会影响贴片元件的熔锡焊接效果。
如出现冷焊,锡珠,短等不良,DIP波峰焊就会影响助焊剂对PCB’A的作用(达不到润焊效果)。
锡槽的焊锡熔化时间延长,因温度不匀导致爆锡(因锡在熔化时爆到链条,轴承上而卡死),温控表示不准确(可能会道致误判)等等。
这样既对品质没有保证又浪费了生产时间,更会增加机械成本,人工成本和物料成本。
3.电气部分:如果机台连转时太长未保养,检修或未更换一些部件,就会产生电气部件(如:交流接触器,继电器电流表,电压表等等),电线的绝缘电阻增大,使之导电性能不强,接触不良,在通电时会拉孤光,短路,此时电路中的电流就会成倍增长,可能烧坏电气部件,仪表。
不谨使机械设备电气严重受损,耽误生产而且对人体的伤害后果难以预测。
4.喷雾部份:如果长时间生产不对喷雾系统进行保养会导致光电感应失灵,PLC程序控制不准确,与轨道马达喷雾马达同步的识码器识别资料不精确,喷雾马达速度减慢等故障。
此故障会影响助焊剂喷雾不均匀(量不均匀,可能会提前或延后喷雾),喷嘴堵塞,压力不够,流量减少,助焊剂水分增多等现象。
不谨影响了炉后的品质还增加了炉后检修人员。
成本从何控制,机械的使用寿命如何延长,使用率从何谈起,值得深思。