基于变积分PID算法的键合压力控制系统的研究
- 格式:pdf
- 大小:643.73 KB
- 文档页数:3
第5期(总第174期)2012年10月机械工程与自动化MECHANICAL ENGINEERING & AUTOMATIONNo.5Oct.文章编号:1672-6413(2012)05-0135-03基于变积分PID算法的键合压力控制系统的研究王艳宾1,陈完年2,王天雷1,王大承1(1.五邑大学机电工程学院,广东 江门 529020;2.广东科杰自动化有限公司,广东 江门 529000)摘要:为了减小引线键合时键合压力的超调量、增加焊线系统的稳定性,在传统PID算法的基础上设计了一种变积分PID控制算法。
仿真实验表明该控制算法比传统的PID算法有更好的控制效果,为压力闭环控制提供了一种新的控制策略。
关键词:变参数;PID;压力;键合中图分类号:TP273 文献标识码:A收稿日期:2012-04-05;修回日期:2012-07-03作者简介:王艳宾(1984-),男,山东莘县人,在读硕士研究生,研究方向为自动化控制。
0 引言LED焊线机属于一种高速度、高精度的LED封装设备,目前国外的封装设备焊线速度已达到15线/s左右,焊线直径在Φ50μm左右[1]。
焊线机的关键技术包括图像识别、键合压力控制、运动控制等技术,影响焊接质量的因素包括压力、温度、功率以及时间[2]。
对键合压力的精确控制是关键技术之一,也是该设备中的难点问题。
由于键合压力控制要求精度高、速度快,故控制难度大,因此在很多LED封装设备中采用了开环控制。
即事先经过实验来确定输出压力大小,将压力值换算成模拟控制电压的输出量,通过控制模拟电压的大小来进行开环控制。
经实验证明,该控制方法能够实现LED的封装,但是在实验中常常由于压力过小导致焊接不成功,或者由于压力过大导致基片被压碎,究其原因都是由于开环控制无法得到反馈信号最终导致盲目焊线。
为提高焊线质量、增加焊线成功率,必须对压力的闭环控制进行研究。
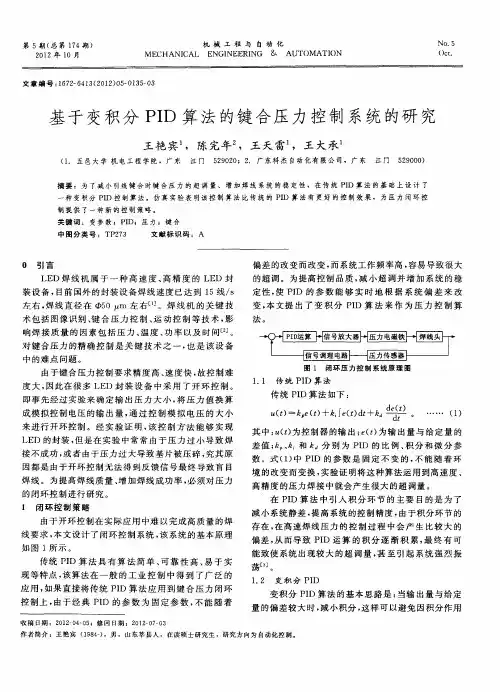
1 闭环控制策略由于开环控制在实际应用中难以完成高质量的焊线要求,本文设计了闭环控制系统,该系统的基本原理如图1所示。
传统PID算法具有算法简单、可靠性高、易于实现等特点,该算法在一般的工业控制中得到了广泛的应用,如果直接将传统PID算法应用到键合压力闭环控制上,由于经典PID的参数为固定参数,不能随着偏差的改变而改变,而系统工作频率高,容易导致很大的超调。
为提高控制品质,减小超调并增加系统的稳定性,使PID的参数能够实时地根据系统偏差来改变,本文提出了变积分PID算法来作为压力控制算法。
图1 闭环压力控制系统原理图1.1 传统PID算法传统PID算法如下:u(t)=kpe(t)+ki∫e(t)dt+kdde(t)dt。
(1)……其中:u(t)为控制器的输出;e(t)为输出量与给定量的差值;kp、ki和kd分别为PID的比例、积分和微分参数。
式(1)中PID的参数是固定不变的,不能随着环境的改变而变换,实验证明将这种算法运用到高速度、高精度的压力焊接中就会产生很大的超调量。
在PID算法中引入积分环节的主要目的是为了减小系统静差,提高系统的控制精度,由于积分环节的存在,在高速焊线压力的控制过程中会产生比较大的偏差,从而导致PID运算的积分逐渐积累,最终有可能致使系统出现较大的超调量,甚至引起系统强烈振荡[3]。
1.2 变积分PID变积分PID算法的基本思路是:当输出量与给定量的偏差较大时,减小积分,这样可以避免因积分作用导致系统稳定性降低,并且还能防止出现大的超调量;当输出量逐渐接近给定量时,将积分系数逐渐加大,这样可以减小系统的静态误差[4]。
首先设置一个函数f(e(k)),当|e(k)|减小时,f[e(k)]增大;反之减小。
变积分PID积分项的公式为:ui(k)=ki{∑k-1i=0e(i)+f[e(k)]e(k)}T。
(2)………………………………………………………其中:ki为积分参数;T为采样时间系数;f(e(k))与偏差值|e(k)|可以为线性关系或者是非线性关系,本文设为: f[e(k)]=0 |e(k)|>A+BA-|e(k)|+BA B<|e(k)|≤A+B1 |e(k)|≤烅烄烆B。
(3)………………………………………………………由式(3)可知,f(e(k))的值在0~1之间变化,在|e(k)|>A+B时,f(e(k))=0,取消积分;当|e(k)|≤B时,积分项为ui(k)=ki∑ki=0e(i)T,这时和传统的PID积分项一致;当|e(k)|在B和A+B之间时,根据误差的大小来确定积分加入量,该值在0和|e(k)|之间,并且随着|e(k)|的变化而改变,积分速度在ki∑ki=0e(i)T和ki∑k-1i=0e(i)T之间。
变积分PID公式为:ui(k)=kpe(k)+ki{∑k-1i=0e(i)+f[e(k)]e(k)}T+kd[e(k)-e(k-1)]。
(4)…………………………2 仿真实验及结论为了进一步说明该控制算法的优越性,将传统PID算法与变积分PID算法进行比较讨论。
设控制对象模型为:G(s)=e-80s1+60s。
相关参数取值如下:kp=0.7,kd=5,ki=0.006,A=0.4,B=0.6。
图2为积分系数随时间变化曲线。
利用阶跃信号作为输入信号的变积分PID的仿真结果如图3所示。
利用传统PID算法的仿真结果如图4所示。
从图2可知,在变积分PID算法中系统的积分参数可以跟随误差的变化而变化。
由图3和图4中的响应曲线可以看出,变积分PID算法在响应速度上有明显的提高,减小了响应时间,比传统PID算法有明显的优势。
为进一步说明变积分PID算法在减小系统超调量方面的优势,将控制对象的传递函数改为G(s)=2e-80s1+80s,同样采用阶跃响应作为输入信号,其他参数保持不变,得到响应结果如图5和图6所示。
图2 积分系数随时间变化曲线图3 变积分的阶跃响应曲线图4 传统PID的阶跃响应曲线图5 改变传递函数后传统PID阶跃响应曲线从图5、图6中可以非常明显地观察出变积分PID的优势,变积分PID大大减小了系统的超调量,同时·631·机械工程与自动化 2012年第5期 调节时间也比传统PID算法缩短了很多。
图6 改变传递函数后变积分PID阶跃响应曲线3 小结通过仿真可以得出变积分PID算法比传统PID算法具有明显的优势,更适用于在引线键合中做压力闭环控制。
本文着重用仿真法来讨论这种变积分PID的优越性,其中的积分项系数采用了线性变化,在实际中可以根据实际工况的不同要求来设计积分项系数的数学模型,该控制方法在其他的工业控制中也具有较高的参考价值。
参考文献:[1] 葛劢冲.微电子封装中芯片焊接技术及其设备的发展[J].电子工业专用设备,2000,29(4):5-10.[2] 高健,刘长宏,陈新,等.面向引线焊线工艺的参数预测模型与规律分析[J].机械工程学报,2010,46(15):185-190.[3] 刘金锟.先进PID控制MATLAB仿真[M].第2版.北京:电子工业出版社,2004.[4] 钟庆昌,谢剑英,李辉.变参数PID控制器[J].信息与控制,1999,28(4):397-400.Simulation of Bonding Pressure Control System Based onVariable Integral PIDWANG Yan-bin1,CHEN Wan-nian2,WANG Tian-lei 1,WANG Da-cheng1(1.School of Mechatronic Engineering,Wuyi University,Jiangmen 529020,China;2.Guangdong Kejie Machinery Automation Co.,Ltd.,Jiangmen 529000,China)Abstract:In order to reduce the bonding pressure overshoot and increase the stability of the wire system,a variable integral PIDcontrol algorithm was designed,which was based on the traditional PID algorithm.The simulation results show that the controlalgorithm has better control effect than the traditional PID algorithm.This work could provide a new control strategy for thepressure closed loop control.Key words:variable parameters;PID;pressure;bondin櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆g(上接第134页)参考文献:[1] 马牧燕,沈冰夏,冷俊敏.强力输送带钢绳芯故障检测系统设计[J].北京信息科技大学学报,2011,26(6):62-65.[2] 叶春青,苗长云,李现国,等.基于X光检测的强力输送带故障定位方法[J].计算机测量与控制,2009,17(2):302-309.[3] 宋斌.一种新的图像连通域快速标号算法[J].电子测量技术,2009,32(9):67-68.[4] 罗志灶,周赢武,郑忠楷.基于数组型并查集的连通域标记算法[J].杭州师范大学学报(自然科学版),2011,10(1):88-91.[5] 苗长云,李现国,叶春青,等.X光成像的钢丝绳芯输送带接头拉伸故障自动检测方法:中国,201010146881.X[P],2010-09-08.X-ray-based Distance Detection Method for JointDistance of Steel Cord Conveyor BeltJIAO Jin-jie,NIU Yu-guang(College of Information Engineering,Taiyuan University of Technology,Taiyuan 030024,China)Abstract:The paper,in terms of gray scale relationship of connection part in steel cord conveyor belt,segments the connection partusing difference algorithm.According to the edge relationship,the paper gets rid of redundant information,and then adopts theunion-find algorithm to merge the connected components and detect every line.The algorithm using the tree data structure can avoidthe repeat of two-scanning algorithms.The experiments show that the method proposed can detect the joint distance effectively andconveniently.Key words:X-ray detection;connected components;joint distance;steel cord conveyor belt·731·2012年第5期 机械工程与自动化 。