E6010纤维素立向下焊条
- 格式:doc
- 大小:33.50 KB
- 文档页数:2

三级钢用焊条型号一、引言焊条是一种常见的焊接材料,广泛应用于各个行业。
三级钢用焊条是一种专门用于焊接三级钢的焊接材料。
本文将介绍三级钢用焊条的型号及其特点,以及如何选择适合的焊条型号。
二、三级钢用焊条型号的分类根据国际标准,三级钢用焊条的型号通常由数字和字母组成。
数字表示焊条的最低抗拉强度,字母表示焊条的特殊性能和用途。
2.1 型号中的数字型号中的数字代表焊条的最低抗拉强度。
通常情况下,数字越高,焊条的强度越大。
例如,型号为E6010的焊条,其最低抗拉强度为60,000 psi,而型号为E7018的焊条,其最低抗拉强度为70,000 psi。
2.2 型号中的字母型号中的字母表示焊条的特殊性能和用途。
以下是常见的字母及其含义:•E:表示该焊条适用于电弧焊接;•R:表示该焊条是一种低氢焊条,适用于对焊缝质量要求较高的场合;•B:表示该焊条适用于焊接较重的结构;•H:表示该焊条适用于高温环境下的焊接;•T:表示该焊条适用于焊接薄板。
三、如何选择适合的焊条型号选择适合的焊条型号是确保焊接质量的关键。
以下是选择适合的焊条型号的几个要点:3.1 焊接材料的特性首先要考虑焊接材料的特性,包括其化学成分、抗拉强度和硬度等。
根据焊接材料的特性,选择具有相应特性的焊条型号,以确保焊接接头的强度和质量。
3.2 焊接环境焊接环境也是选择适合的焊条型号的重要因素。
例如,在高温环境下进行焊接时,应选择能够承受高温的焊条型号。
而在低温环境下进行焊接时,应选择能够保持良好韧性的焊条型号。
3.3 焊接位置焊接位置也对选择焊条型号有一定的影响。
不同的焊接位置对焊条的要求不同,需要选择适合的焊条型号来满足不同位置的焊接需求。
例如,在垂直向下焊接时,应选择具有良好焊缝流动性的焊条。
3.4 焊接工艺最后,还要考虑所采用的焊接工艺。
不同的焊接工艺对焊条型号有特定要求,需要选择与焊接工艺相匹配的焊条型号,以获得最佳焊接效果。
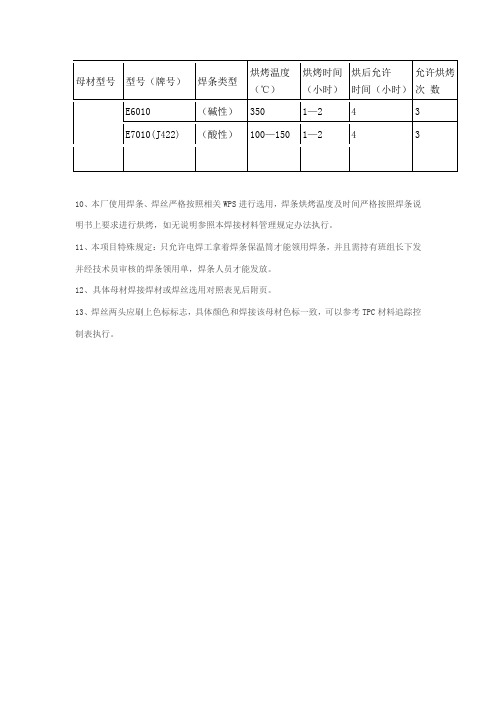
四、三级钢用焊条型号推荐根据三级钢的特性和常见的焊接需求,以下是几种常用的三级钢用焊条型号推荐:4.1 E6010E6010焊条是一种碱性焊条,具有良好的焊接性能和适应性。

焊条型号用途对照表1. 引言焊条是一种常用的焊接材料,被广泛应用于各个领域的焊接工艺中。
不同的焊接任务对应着不同的焊接要求,因此需要选择适合的焊条型号来满足对焊接质量和性能的要求。
本文将介绍常见的焊条型号及其用途对照表,以帮助焊接工程师和操作人员正确选择焊条。
2. 焊条型号用途对照表焊条型号用途E6010 适用于焊接碳钢,在薄板和轻负荷结构中有良好的穿透力和焊缝形态,常用于管道焊接和桥梁施工。
E6011 适用于焊接碳钢和低合金钢,在钢板、焊管等可靠性要求不高的结构中使用,性能稳定,容易操作。
E6012 适用于焊接钢板,焊缝牢固、机械性能好,常用于制作储罐和压力容器。
E6013 适用于焊接碳钢和低合金钢,在焊接速度快、电弧稳定的情况下可以得到漂亮的焊缝,常用于砌体结构和金属结构件的拼接。
E7014 适用于焊接高合金钢和低炭钢,在高温和高压力环境下具有良好的焊接性能,常用于石油和化工设备的制造。
E7016 适用于焊接高合金钢,在较高温度下使用具有良好的抗裂性能和抗氢脆性能,常用于桥梁和压力容器的制造。
E7018 适用于焊接高强度钢和低合金钢,在冷却速度快的情况下有良好的焊接效果,常用于汽车、船舶和飞机的制造。
3. 焊条型号详解3.1 E6010E6010焊条是一种碳钢焊条,具有良好的穿透力和焊缝形态。
它常用于焊接管道和桥梁等结构,尤其在薄板和轻负荷结构中表现出色。
E6010适合用于焊接碳钢材料,能够提供可靠的焊缝。
其操作简单,适应性强,广泛应用于建筑、制造业等领域。
3.2 E6011E6011焊条适用于焊接碳钢和低合金钢。
它的特点是焊接性能稳定,操作简单,容易控制焊缝形态。
E6011适合用于一些可靠性要求不高的结构,如钢板、焊管等。
由于其操作性好,被广泛应用于家庭焊接、维修、装修等领域。
3.3 E6012E6012焊条适用于焊接钢板。
它具有焊缝牢固、机械性能好的特点,常用于制作储罐和压力容器。
E6012焊条操作简单,适应性强,能够满足高强度焊接要求。

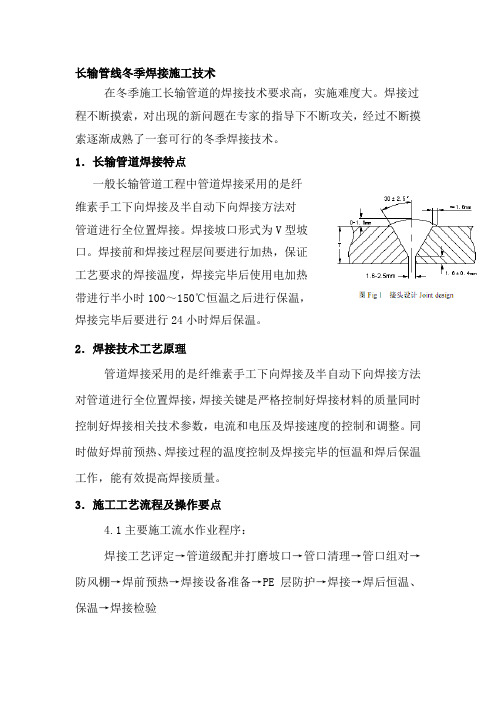
长输管线冬季焊接施工技术在冬季施工长输管道的焊接技术要求高,实施难度大。
焊接过程不断摸索,对出现的新问题在专家的指导下不断攻关,经过不断摸索逐渐成熟了一套可行的冬季焊接技术。
1.长输管道焊接特点一般长输管道工程中管道焊接采用的是纤维素手工下向焊接及半自动下向焊接方法对管道进行全位置焊接。
焊接坡口形式为V型坡口。
焊接前和焊接过程层间要进行加热,保证工艺要求的焊接温度,焊接完毕后使用电加热带进行半小时100~150℃恒温之后进行保温,焊接完毕后要进行24小时焊后保温。
2.焊接技术工艺原理管道焊接采用的是纤维素手工下向焊接及半自动下向焊接方法对管道进行全位置焊接,焊接关键是严格控制好焊接材料的质量同时控制好焊接相关技术参数,电流和电压及焊接速度的控制和调整。
同时做好焊前预热、焊接过程的温度控制及焊接完毕的恒温和焊后保温工作,能有效提高焊接质量。
3.施工工艺流程及操作要点4.1主要施工流水作业程序:焊接工艺评定→管道级配并打磨坡口→管口清理→管口组对→防风棚→焊前预热→焊接设备准备→PE层防护→焊接→焊后恒温、保温→焊接检验流程图YES焊接工艺参数:3.2焊接操作要点:焊接工艺评定工作,管道全位置半自动焊接在焊接施工前要进行焊接性试验得出焊接工艺评定和规程指导焊接施工,焊接性试验及焊接工艺规程制定出来后进行焊工考试,焊工在从事新的焊接项目前要进行考试,包括焊接理论知识和焊接操作技能,对焊件进行外观检查和进行探伤,各项指标合格后发给焊工上岗证。
3.2.1、管道组对前要对管子进行级配,管道外径误差范围应在-0. 1%~+0. 25%之间。
使用挖掘机进行组对。
3.2.2、组对前管口除锈干净(管口50mm范围内),要露出金属光泽。
3.2.3、破口打磨要求:钝边的打磨,1.6~2.0之间。
管子外端不得有大于0.5mm的凹坑等损伤。
3.2.4、管子组对,使用气动内对口器进行组对。
3.2.5、冬季使用保温棚,同时对环境湿度要求小于90%RH。
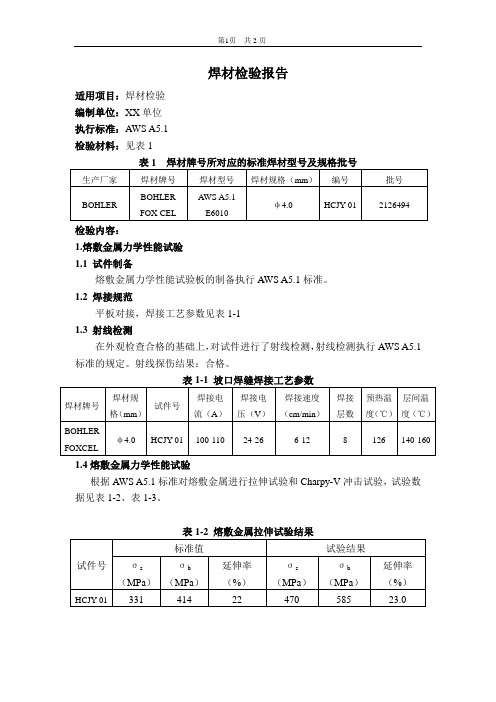
焊材检验报告
适用项目:焊材检验 编制单位:XX 单位 执行标准:AWS A5.1 检验材料:见表1
表1 焊材牌号所对应的标准焊材型号及规格批号
检验内容:
1.熔敷金属力学性能试验 1.1 试件制备
熔敷金属力学性能试验板的制备执行AWS A5.1标准。
1.2 焊接规范
平板对接,焊接工艺参数见表1-1 1.3 射线检测
在外观检查合格的基础上,对试件进行了射线检测,射线检测执行AWS A5.1标准的规定。
射线探伤结果:合格。
表1-1 坡口焊缝焊接工艺参数
1.4熔敷金属力学性能试验
根据AWS A5.1标准对熔敷金属进行拉伸试验和Charpy-V 冲击试验,试验数据见表1-2、表1-3。
表1-2 熔敷金属拉伸试验结果
表1-3 Charpy-V冲击试验结果(10×10×55mm)
注:按标准规定,计算均值时去掉最高值和最低值
1.5熔敷金属化学成分分析
根据AWS A5.1标准对熔敷金属进行化学成分分析试验。
试验结果见表1-3,与标准相符合,检验合格。
表1-3 熔敷金属化学成分分析试验结果
注:表中标准值单值均为最大值
检验结论
根据检验和试验结果BOHLER FOX CEL E6010(φ4.0mm)焊材合格(以上仅对做试验的批号而言,批号:XXXX)。
焊条型牌号对照及主要用途焊条是一种常见的焊接辅助材料,用于将金属材料连接起来。
不同种类的焊条在焊接过程中具有不同的性能和用途。
下面将介绍一些常见的焊条型号、其对应的主要用途以及一些需要注意的事项。
1.碳钢焊条:碳钢焊条是最常见的一类焊条,用于焊接碳钢及低合金钢材。
常见的型号有E6010、E6011、E6013、E7014、E7018等。
E6010焊条适用于焊接管道和厚板,焊后具有较高的强度和耐冲击性。
E6011焊条适用于焊接地下或潮湿环境中的金属材料,焊接过程稳定,焊接质量较好。
E6013焊条是一种万能焊条,适用于焊接各种碳钢结构,焊接过程容易控制,熔渣易清洁。
E7014焊条适用于对焊接金属强度和抗冲击性要求较高的场合。
E7018焊条适用于焊接重型结构,焊后强度高,抗冲击性能好。
2.不锈钢焊条:不锈钢焊条主要用于焊接不锈钢材料,常见的型号有E308、E309、E316等。
E308焊条适用于焊接18-8不锈钢,焊后具有较好的耐腐蚀性和抗晶间腐蚀性。
E309焊条适用于焊接不锈钢与碳钢的连接,焊后具有较高的强度和耐腐蚀性。
E316焊条适用于焊接316L型不锈钢,焊后具有良好的抗晶间腐蚀性和耐蚀性。
3.铝焊条:铝焊条主要用于铝合金的焊接,常见的型号有E4043、E5356等。
E4043焊条适用于焊接铝合金以及铝和铝之间的连接,焊后强度较高。
E5356焊条适用于焊接镁含量较高的铝合金,焊后具有良好的抗腐蚀性和耐热性。
4.镍焊条:镍焊条主要用于焊接镍合金材料,常见的型号有ENi-1、ENi-2、ENiCrFe-3等。
ENi-1焊条适用于焊接镍合金与钢铸件的连接,焊后具有较高的强度和耐腐蚀性。
ENi-2焊条适用于焊接镍合金与铜合金的连接。
ENiCrFe-3焊条适用于焊接高温合金,焊后具有良好的耐高温性和耐腐蚀性。
需要注意的是,选择焊条时要根据实际工作需求和焊接材料的特性进行选择。
在使用焊条时,要遵循正确的工艺规范,保证焊接质量。
性焊条⑴药皮组分氧化性强⑴药皮组分还原性强⑵对水、锈产生气孔的敏感性不大,焊条在使用前经150~200℃烘焙1h,若不受潮,也可不烘焙⑵对水、锈产生气孔的敏感性较大,要求焊条使用前经300~400℃,1~2h烘焙⑶电弧稳定,可用交流或直流施焊⑶由于药皮中含有氟化物恶化电弧稳定性,须用直流施焊,只有当药皮中加稳弧剂后才可交直流两用⑷焊接电流较少,较同规格的酸性焊条小10%左右⑸须短弧操作,否则易引起气孔⑷焊接电流较大⑹合金元素过渡效果好⑸可长弧操作⑺焊缝成形尚好,容易堆高,熔深较深⑹合金元素过渡效果差⑻熔渣结构呈结晶状⑺焊缝成形较好,除氧化铁型外,熔深较浅⑼坡口内第一层脱渣较困难,以后各层脱渣较容易⑽焊缝常、低温冲击性能较高⑻熔渣结构呈玻璃状⑾抗裂性能好⑼脱渣较方便⑿焊缝中含氢量低⑽焊缝常、低温冲击性能一般⒀焊接时烟尘较多⑾除氧化铁型外,抗裂性能较差⑿焊缝中的含氢量高,易产生白点,影响塑性⒀焊接时烟尘较少(2)电焊条型号①碳钢电焊条(GB/T 5117-1995)首字母E表示焊条,前两位数字表示熔敷金属抗拉强度的最小值,单位kgf/mm2(1kgf/mm2=9.81MPa);第三位数表示焊条的焊接位置,“0”及“1”表示焊条适用于全位置焊接(平、立、仰、横焊),“2”表示适用于平焊及平角焊,“4”表示焊条适用于向下立焊;第三位和第四位数组合时表示焊接电流种类及药皮类型;第四位数字后附加字母表示有特殊规定的焊条。
见表4。
表4 碳钢焊条型号焊条型号药皮类型焊接位置电流种类E43系列——熔敷金属抗拉强度≥43kgf/mm2(420MPa)E4300 特殊型平、立、仰、横交流或直流正、反接E4301 钛铁矿型E4303 钛钙型E4310 高纤维素钠型直流反接E4311 高纤维素钾型交流或直流反接E4312 高钛钠型交流或直流正接E4313 高钛钾型交流或直流正、反接E4315 低氢钠型直流反接E4316 低氢钾型交流或直流反接E4320 氧化铁型平角焊交流或直流反接E4322 平交流或直流正、反接E4323 铁粉钛钙型平、平角焊交流或直流正、反接E4324 铁粉钛型E4327 铁粉氧化铁型交流或直流正接E4328 铁粉低氢型交流或直流反接E50系列——熔敷金属抗拉强度≥50kgf/mm2(490MPa) E5001 钛铁矿型平、立、仰、横交流或直流正、反接E5003 钛钙型E5011 高纤维素钾型交流或直流反接E5014 铁粉钛型交流或直流正、反接E5015 低氢钠型直流反接E5016 低氢钾型交流或直流反接E5018 铁粉低氢型E5024 铁粉钛型平、平角焊交流或直流正、反接E5027 铁粉氧化铁型交流或直流正接E5028 铁粉低氢型交流或直流反接E5043 平、立、仰、立向下注:直径不大于4mm的E5014、E5015、E5016和E5018型焊条及直径不大于5mm的其他型号焊条,适用于立焊和仰焊。