焊条的分类及型号
- 格式:pptx
- 大小:240.27 KB
- 文档页数:23

电焊条的型号电焊条的型号(⼀)焊条型号是以焊条国家标准为依据,反映焊条主要特性的⼀种表⽰⽅法。
焊条型号包括以下含义:焊条类别、焊条特点(如焊芯⾦属类型、使⽤温度、熔敷⾦属化学组成或抗拉强度等)、药⽪类型及焊接电源。
不同类型焊条的型号表⽰⽅法也不同。
(1)碳钢焊条型号划分根据GB/T5117—95《碳钢焊条》标准规定,碳钢焊条型号根据熔敷⾦属的⼒学性能、药⽪类型、焊接位置和焊接电流种类进⾏划分。
碳钢焊条型号编制⽅法为:⾸字母“E”表⽰焊条;前两位数字表⽰熔敷⾦属抗拉强度的最⼩值,单位为kgf/mm2(1kgf/mm2=9.81MPa);第三位数字表⽰焊条的焊接位置,“O”及“1”表⽰焊条适⽤于全位置焊接(即可平、⽴、仰、横焊),“2”表⽰焊条适⽤于平焊及平⾓焊,“4”表⽰焊条适⽤于向下⽴焊;第三位和第四位数字组合时表⽰焊接电流种类及药⽪类型。
在第四位数字后附加字母表⽰有特殊规定的焊条,如“R”表⽰耐吸潮焊条;附加“-1”表⽰冲击性能有特殊规定的焊条。
碳钢焊条型号举例:碳钢焊条型号按熔敷⾦属抗拉强度、药⽪类型、焊接位置和焊接电源种类的划分见表1。
表1 碳钢焊条型号的划分焊条型号药⽪类型焊接位置电流种类E43系列-熔敷⾦属抗接强度≥420MPa(43kgf/mm 2)E4300 特殊型平、⽴、仰、横交流或直流正、反接E4301 钛铁矿型E4303 钛钙型E4310 ⾼纤维素钠型直流反接E4311 ⾼纤维素钾型交流或直流反接E4312 ⾼钛钠型交流或直流正接E4313 ⾼钛钾型交流或直流正、反接E4315 低氢钠型直流反接E4316 低氢钾型交流或直流反接E4320氧化铁型平交流或直流正、反接平⾓焊交流或直流正接E4322 平交流或直流正接E4323 铁粉钛钙型平、平⾓焊交流或直流正、反接E4324 铁粉钛型E4327 铁粉氧化铁型平交流或直流正、反接平⾓焊交流或直流正接铁粉低氢型平、平⾓焊交流或直流反接2E5001 钛铁矿型平、⽴、仰、横交流或直流正、反接注:1. 平—平焊,⽴—⽴焊,仰—仰焊,横—横焊,平⾓焊—⽔平⾓焊,⽴向下—向下⽴焊。
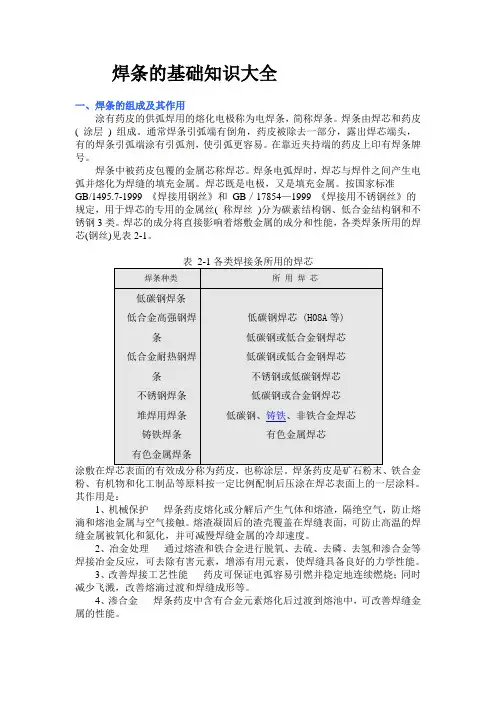
焊条的基础知识大全一、焊条的组成及其作用涂有药皮的供弧焊用的熔化电极称为电焊条,简称焊条。
焊条由焊芯和药皮( 涂层) 组成。
通常焊条引弧端有倒角,药皮被除去一部分,露出焊芯端头,有的焊条引弧端涂有引弧剂,使引弧更容易。
在靠近夹持端的药皮上印有焊条牌号。
焊条中被药皮包覆的金属芯称焊芯。
焊条电弧焊时,焊芯与焊件之间产生电弧并熔化为焊缝的填充金属。
焊芯既是电极,又是填充金属。
按国家标准GB/1495.7-1999 《焊接用钢丝》和GB/17854—1999 《焊接用不锈钢丝》的规定,用于焊芯的专用的金属丝( 称焊丝)分为碳素结构钢、低合金结构钢和不锈钢3类。
焊芯的成分将直接影响着熔敷金属的成分和性能,各类焊条所用的焊芯(钢丝)见表2-1。
铁合金粉、有机物和化工制品等原料按一定比例配制后压涂在焊芯表面上的一层涂料。
其作用是:1、机械保护焊条药皮熔化或分解后产生气体和熔渣,隔绝空气,防止熔滴和熔池金属与空气接触。
熔渣凝固后的渣壳覆盖在焊缝表面,可防止高温的焊缝金属被氧化和氮化,并可减慢焊缝金属的冷却速度。
2、冶金处理通过熔渣和铁合金进行脱氧、去硫、去磷、去氢和渗合金等焊接冶金反应,可去除有害元素,增添有用元素,使焊缝具备良好的力学性能。
3、改善焊接工艺性能药皮可保证电弧容易引燃并稳定地连续燃烧;同时减少飞溅,改善熔滴过渡和焊缝成形等。
4、渗合金焊条药皮中含有合金元素熔化后过渡到熔池中,可改善焊缝金属的性能。
二、焊条分类、型号和牌号焊条种类繁多,国产焊条约有300多种。
在同一类型焊条中,根据不同特性分成不同的型号。
某一型号的焊条可能有一个或几个品种。
同一型号的焊条在不同的焊条制造厂往往可有不同的牌号。
1、焊条分类焊条的分类方法很多,从不同的角度的分类见表2-2 。
焊条的选用原则焊条的种类繁多,每种焊条均有一定的特性和用途。
选用焊条是焊接准备工作中一个很重要的环节。
在实际工作中,除了要认真了解各种焊条的成分、性能及用途外,还应根据被焊焊件的状况、施工条件及焊接工艺等综合考虑。
1.焊条型号与牌号
焊条型号是国家标准中规定的焊条代号。
焊接结构生产中应用最广的碳钢焊条和低合金钢焊条,相应的国家标准是GB/T5117和GB/T5118。
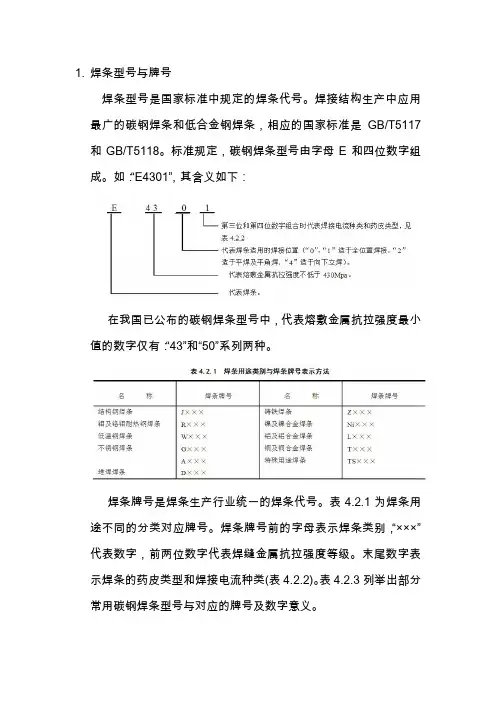
标准规定,碳钢焊条型号由字母E和四位数字组成。
如:“E4301”,其含义如下:
在我国已公布的碳钢焊条型号中,代表熔敷金属抗拉强度最小值的数字仅有:“43”和“50”系列两种。
焊条牌号是焊条生产行业统一的焊条代号。
表4.2.1为焊条用途不同的分类对应牌号。
焊条牌号前的字母表示焊条类别,“×××”
代表数字,前两位数字代表焊缝金属抗拉强度等级。
末尾数字表示焊条的药皮类型和焊接电流种类(表4.2.2)。
表4.2.3列举出部分常用碳钢焊条型号与对应的牌号及数字意义。
表4.2.3 部分常用碳钢焊条型号与牌号对应表
焊条型号是根据熔敷金属抗拉强度、药皮类型、焊接位置、电流种类及极性划分的,以便供用户选焊条时参考。
但同一种焊条型号可能有不同性能的几种焊条牌号与之对应。
如J427和J427Ni属于同一种焊条型号E4315。
Welcome To Download !!!
欢迎您的下载,资料仅供参考!。
焊条的分类及型号和牌号一、焊条的分类1.按用途分类:(1)碳钢焊条:主要用于强度等级较低的低碳钢和低合金钢焊接。
(2)低合金钢焊条:用于低合金高强度钢,含合金元素较低的钼和钻钼耐热钢及低温钢的焊接。
(3)不锈钢焊条:用于含金元素较高的钼耐热钢和钻钼耐热钢及各类不锈钢的焊接。
(4)堆焊焊条:用于金属表面层的堆焊。
(5)铸铁焊条:用于铸铁的焊接和补焊。
(6)铜及铜合金焊条:用于铜及铜合金的焊接、补焊式堆焊。
(7)铝及铝合金焊条:用于铝及铝合金的焊接、补焊式堆焊。
(8)特殊焊条:用于水下焊接。
2.按焊条药皮融化后的熔渣特性分类:(1)酸性焊条:溶渣以酸性氧化物(SiO2、TiO2、FeO3)为主的焊条为酸性焊条。
特点:1)引弧容易、燃烧稳定;2)可用于交、直流电源焊接;3)飞溅小、脱渣性好;4)焊接烟尘少;5)脱硫性能差、抗热裂纹性能差;6)药皮的熔点高,导热慢,焊条端点熔化时药皮套筒长;7)焊条端部熔化面呈现内凹型;(2)碱性焊条:溶渣以减性氧化物和氟化钙(CaO、CaF2)为主的焊条为减性焊条。
特点:1)燃烧的稳定性差,主要用于直流焊机焊接;2)飞溅较大,脱性能差;3)烟尘较多,放出氟化氢有毒气体;4)熔渣流动性好;5)焊条端面呈现凸型;二、焊条的型号E XX X X焊条药皮类型及焊接电流种类。
适应的焊接位置。
熔敷金属抗拉强度的最小值。
表示焊条。
三、焊条的牌号通常以一个汉字拼音字母(或汉字)与三位数字表示。
拼音字母(或汉字表示焊条各大类,后面的三位数字中,前二位数字表示熔敷金属抗拉强度最低值,第三位数字表示焊条药皮类型及焊接电源种类。
焊条牌号型号对照表焊条是一种焊接材料,通过电弧的温度将焊条的金属部分熔化并与工件融合。
不同的焊条牌号和型号代表了不同的焊接要求和性能特点。
焊条牌号和型号对照表是帮助焊工选择适合特定焊接任务的焊条的重要工具。
下面将介绍一些常见的焊条牌号和型号,并提供焊条牌号、型号对照表。
焊条牌号和型号根据其外观、化学成分、焊接材料以及用途等方面的特征进行分类。
以下是一些常见的焊条牌号和型号。
1.碱性焊条:碱性焊条常用的牌号包括:Z308、Z308G、Z308A、Z308B、Z308C、Z308R等。
这种焊条适用于焊接低合金钢、高强度钢和耐高温钢等。
2.钙钛型焊条:钙钛型焊条常用的牌号包括:E4316、E4315、E4313、E4311等。
这种焊条适用于焊接低碳钢和低合金钢等。
3.氢钢焊条:氢钢焊条常用的牌号包括:ZH308、ZH308G、ZH308A、ZH308B、ZH308C等。
这种焊条适用于焊接高强度钢、低温钢、耐热钢和耐腐蚀钢等。
4.不锈钢焊条:不锈钢焊条常用的牌号包括:E308L-16、E309L-16、E316L-16等。
这种焊条适用于焊接不锈钢和耐热钢等。
5.铝焊条:铝焊条常用的牌号包括:E4043、E4047、E5356、E1100等。
这种焊条适用于焊接铝合金和铝镁合金等。
以上只是一些常见的焊条牌号和型号,实际上还有很多其他类型的焊条。
为了帮助焊工选择适合的焊条,下面提供一个焊条牌号、型号对照表作为参考:焊条牌号和型号对照表:牌号,型号--------------,-----------------------------Z308,E6013Z308G,E6013Z308A,E6013Z308B,E6013Z308C,E6013Z308R,E6013E4316,E6016E4315,E6016E4313,E6013E4311,E6011ZH308,E7018ZH308G,E7018ZH308A,E7018ZH308B,E7018ZH308C,E7018E308L-16,E308L-16E309L-16,E309L-16E316L-16,E316L-16E4043,ER4043E4047,ER4047E5356,ER5356E1100,ER1100这是一个简单的焊条牌号、型号对照表,提供了一些常见焊条的对应关系。

电焊条规格型号及用途电焊条是一种焊接材料,具有导电性和可熔性,用于在焊接过程中提供焊接接头所需的熔化金属。
电焊条的规格型号和用途因不同的焊接需求而有所不同。
下面将详细介绍几种常见的电焊条规格型号及其用途。
1.碳钢焊条碳钢焊条适用于焊接碳素结构钢,如普通碳钢、低合金高强度钢和高合金钢等。
它们可用于焊接各种构件,如造船、桥梁、大型容器、机械设备以及汽车等。
2.不锈钢焊条不锈钢焊条适用于焊接不锈钢材料,如不锈钢板、不锈钢管、不锈钢件等。
它们广泛用于制造化学容器、食品设备、医疗设备、船舶建造等领域。
3.铝焊条铝焊条适用于焊接铝合金材料,如铝板、铝管、铝型材等。
它们被广泛用于汽车、航空航天、铁路交通、军事、电子设备等领域。
4.焊接钢结构用焊条焊接钢结构用焊条适用于焊接大型钢结构,如桥梁、楼房等。
它们具有高强度、高熔化率和较低的氢含量,能够满足大型钢结构的施工需求。
5.焊接高温合金用焊条焊接高温合金用焊条适用于焊接高温合金材料,如高温钢和镍基合金等。
这些材料在高温环境下具有良好的抗氧化性能,因此它们广泛应用于航空航天、石油化工、能源等领域。
6.焊接抗应力腐蚀合金用焊条焊接抗应力腐蚀合金用焊条适用于焊接抗应力腐蚀合金材料,如钛合金、钼合金和锆合金等。
这些焊条具有良好的抗应力腐蚀性能,因此被广泛应用于海洋工程、化工设备、核能和航天航空等领域。
除了上述几种常见的电焊条规格型号及其用途外,还有许多其他类型的电焊条适用于特殊的焊接需求。
例如,硬面焊条适用于修复和保护机械设备的工作表面;铸铁焊条适用于焊接铸铁材料等。
总之,电焊条的规格型号和用途繁多,根据不同的焊接需求选择合适的电焊条非常重要。
根据焊接材料的种类、焊接工艺的要求和焊接材料的性能特点,选择合适的电焊条可以提高焊接质量和效率,确保焊接接头的牢固性和耐久性。
焊条型牌号对照及主要用途焊条是一种常见的焊接辅助材料,用于将金属材料连接起来。
不同种类的焊条在焊接过程中具有不同的性能和用途。
下面将介绍一些常见的焊条型号、其对应的主要用途以及一些需要注意的事项。
1.碳钢焊条:碳钢焊条是最常见的一类焊条,用于焊接碳钢及低合金钢材。
常见的型号有E6010、E6011、E6013、E7014、E7018等。
E6010焊条适用于焊接管道和厚板,焊后具有较高的强度和耐冲击性。
E6011焊条适用于焊接地下或潮湿环境中的金属材料,焊接过程稳定,焊接质量较好。
E6013焊条是一种万能焊条,适用于焊接各种碳钢结构,焊接过程容易控制,熔渣易清洁。
E7014焊条适用于对焊接金属强度和抗冲击性要求较高的场合。
E7018焊条适用于焊接重型结构,焊后强度高,抗冲击性能好。
2.不锈钢焊条:不锈钢焊条主要用于焊接不锈钢材料,常见的型号有E308、E309、E316等。
E308焊条适用于焊接18-8不锈钢,焊后具有较好的耐腐蚀性和抗晶间腐蚀性。
E309焊条适用于焊接不锈钢与碳钢的连接,焊后具有较高的强度和耐腐蚀性。
E316焊条适用于焊接316L型不锈钢,焊后具有良好的抗晶间腐蚀性和耐蚀性。
3.铝焊条:铝焊条主要用于铝合金的焊接,常见的型号有E4043、E5356等。
E4043焊条适用于焊接铝合金以及铝和铝之间的连接,焊后强度较高。
E5356焊条适用于焊接镁含量较高的铝合金,焊后具有良好的抗腐蚀性和耐热性。
4.镍焊条:镍焊条主要用于焊接镍合金材料,常见的型号有ENi-1、ENi-2、ENiCrFe-3等。
ENi-1焊条适用于焊接镍合金与钢铸件的连接,焊后具有较高的强度和耐腐蚀性。
ENi-2焊条适用于焊接镍合金与铜合金的连接。
ENiCrFe-3焊条适用于焊接高温合金,焊后具有良好的耐高温性和耐腐蚀性。
需要注意的是,选择焊条时要根据实际工作需求和焊接材料的特性进行选择。
在使用焊条时,要遵循正确的工艺规范,保证焊接质量。
焊条2)按熔渣性质分类可将焊条分为:酸性焊条和碱性焊条两大类。
熔渣以酸性氧化物为主的焊条称为酸性焊条。
熔渣以碱性氧化物和氟化钙为主的焊条称为碱性焊条。
在碳钢焊条和低合金钢焊条中,低氢型焊条( 包括低氢钠型、低氢钾型和铁粉低氢型) 是碱性焊条;其他涂料类型的焊条均属酸性焊条。
碱性焊条与强度级别相同的酸性焊条相比,其熔敷金属的延性和韧性高、扩散氢含量低、抗裂性能强。
因此,当产品设计或焊接工艺规程规定用碱性焊条时,不能用酸性焊条代替。
但碱性焊条的焊接工艺性能( 包括稳弧性、脱渣性、飞溅等) 较差,对锈、水、油污的敏感性大,容易出气孔,有毒气体和烟尘多,毒性也大。
酸性焊条和碱性焊条的特性对比见表2—3。
表2-3 酸性焊条和碱性焊条的特性对比酸性焊条1.对水、铁锈的敏感性不大,使用前经100~150℃烘焙1h2.电弧稳定,可用交流或直流施焊3.焊接电流较大4.可长弧操作5.合金元素过渡效果差6.熔深较浅,焊缝成形较好7.熔渣呈玻璃状,脱渣较方便8.焊缝的常、低温冲击韧度一般9.焊缝的抗裂性较差lo.焊缝的含氢量较高,影响塑性11.焊接时烟尘较少碱性焊条1.对水、铁锈的敏感性较大,使用前经300~350℃烘焙l~2h2.须用直流反接施焊;药皮加稳弧剂后,可交、直流两用施焊3.同规格酸性焊条约小10%左右4.须短弧操作,否则易引起气孔5.合金元素过渡效果好6.熔深稍深,焊缝成形一般7.熔渣呈结晶状,脱渣不及酸性焊条8.焊缝的常、低温冲击韧度较高9.焊缝的抗裂性好10.焊缝的含氢量低11.焊接时烟尘稍多3)按焊条用途分类可分为:结构钢焊条、钼和铬钼耐热钢焊条、不锈钢焊条、堆焊焊条、低温钢焊条、铸铁焊条、镍和镍合金焊条、铜和铜合金焊条、铝和铝合金焊条和特殊用途焊条等10 大类。
4)按焊条性能分类按性能分类的焊条,都是根据其特殊使用性能而制造的专用焊条,有超低氢焊条、低尘低毒焊条、立向下焊条、底层焊条、铁粉高效焊条、抗潮焊条、水下焊条、重力焊条和躺焊焊条等。
电焊条规格型号及用途电焊条是一种焊接电弧材料,广泛应用于焊接行业。
电焊条的规格型号和用途因不同的材料、焊接方法和焊接位置而有所不同。
下面将详细介绍一些常见的电焊条规格型号及其用途。
1.碳钢焊条碳钢焊条是最常见的电焊条之一,广泛用于焊接碳钢构件。
根据其化学成分和焊接特性,碳钢焊条可以分为多种规格型号,如E6011、E6013、E7018等。
这些焊条适用于手工电弧焊和自动焊接,广泛应用于钢结构、船舶、桥梁、压力容器等领域。
2.不锈钢焊条不锈钢焊条是专门用于焊接不锈钢的电焊条。
不锈钢焊条具有很好的耐腐蚀性和机械性能,广泛用于食品加工、医疗设备、化工设备等领域。
常见的不锈钢焊条规格型号有E308、E316等。
3.铸铁焊条铸铁焊条是专门用于焊接铸铁的电焊条。
铸铁焊条具有良好的可用性和机械性能,适用于焊接不同类型的铸铁材料,如灰口铸铁、球墨铸铁等。
常见的铸铁焊条规格型号有Z308、Z408等。
4.低合金焊条低合金焊条是一种含有一定量合金元素的焊条,用于焊接低合金钢。
这些焊条具有良好的强度和韧性,广泛应用于汽车制造、船舶制造等领域。
常见的低合金焊条规格型号有E7018、E8018等。
5.高合金焊条高合金焊条是一种含有较高合金元素的焊条,用于焊接高合金钢和耐热合金。
这些焊条具有良好的耐热性、耐蚀性和高温强度,适用于石油化工、核工业等领域。
常见的高合金焊条规格型号有E309、E310等。
此外,根据不同的焊接方法和位置,还有一些特殊用途的电焊条,如垂直焊条、横焊条、横搭焊条等,它们具有特殊的外观和焊接特性,适用于特定的焊接环境和要求。
总之,电焊条的规格型号及用途多种多样,每一种规格型号的焊条都有其特定的化学成分、焊接特性和应用领域,选择合适的电焊条对于焊接质量和效率至关重要。
在选择和使用电焊条时,应根据焊接材料、焊接方法和焊接位置等因素进行合理选择,并遵循相应的操作规范和安全操作要求。
常用电焊条的规格型号及用途
常见的电焊条规格型号及用途主要包括以下几种:
1.碳钢焊条(AWSE6013):碳钢焊条是最常见的电焊条之一,用途广泛。
适用于焊接碳钢结构件、低合金钢结构件、轨道交通车辆、钢板、钢
筋混凝土等材料。
2.不锈钢焊条(AWSE308L-16):不锈钢焊条主要用于焊接不锈钢材料,适用于对焊接金属耐蚀性要求较高的场合,如化工、食品加工、医药
等行业。
3.铝焊条(AWSA6061):铝焊条主要用于铝及铝合金材料的焊接,适
用于汽车制造、建筑、电气设备、船舶制造等领域。
4.镍基焊条(AWSENiCu-7):镍基焊条用于低温或高温环境下的焊接,具有良好的耐腐蚀性和高温强度,适用于石化、船舶、核电等领域。
5.钛焊条(AWSE8018-B2):钛焊条用于焊接钛及其合金材料,适用
于航空航天、化工等领域。
6.铸铁焊条(AWSE308L-16):铸铁焊条用于焊接铸铁,具有良好的
抗冲击性和热稳定性,适用于铸铁件修补和加工。
7.低温焊条(AWSE7018):低温焊条适用于低温环境下的焊接,如低
温设备、制冷设备、液化气体储槽等。
8.硬面焊条(AWSE7070):硬面焊条适用于对焊接表面耐磨性要求较
高的场合,如挖掘机刀片、压路机辊筒等。
9.高强度焊条(AWSE7016):高强度焊条适用于焊接高强度钢结构,
如桥梁、电塔等。
10.高温焊条(AWSE8015-B2):高温焊条适用于高温环境下的焊接,如石化设备、锅炉等。
这些是常见的电焊条规格型号及其主要用途,不同规格型号的电焊条适用于不同的材料和环境,需根据具体的焊接需求选择合适的电焊条。
中文名称:焊条英文名称:covered electrode定义:涂有药皮的供手弧焊用的熔化电极。
它由药皮和焊芯两部分组成。
所属学科:机械工程(一级学科) ;焊接与切割(二级学科) ;焊接材料(三级学科)本内容由全国科学技术名词审定委员会审定公布目录[隐藏]焊条的组成焊条的要求焊条型号与牌号1 按用途分类电焊条大类的划分2 按熔渣的酸碱性分类(1)酸性焊条(2)碱性(低氢型)焊条焊条的组成焊条的要求焊条型号与牌号1 按用途分类电焊条大类的划分2 按熔渣的酸碱性分类(1)酸性焊条(2)碱性(低氢型)焊条3 按药皮主要成分分类4 按焊条性能分类焊条(covered electrode)气焊或电焊时熔化填充在焊接工件的接合处的金属条。
焊条的材料通常跟工件的材料相同。
[编辑本段]焊条的组成焊条由焊芯及药皮两部分构成。
焊条是在金属焊芯外将涂料(药皮)均匀、向心地压涂在焊芯上。
焊条种类不同,焊芯也不同。
焊芯即焊条的金属芯,为了保证焊缝的质量与性能,对焊芯中各金属元素的含量都有严格的规定,特别是对有害杂质(如硫、磷等)的含量,应有严格的限制,优于母材。
焊芯成分直接影响着焊缝金属的成分和性能,所以焊芯中的有害元素要尽量少焊接碳钢及低合金钢的焊芯,一般都选用低碳钢作为焊芯,并填加锰、硅、铬、镍等成分(详见焊丝国家标准GB1300一77)。
采用低碳的原因一方面是含碳量低时钢丝塑性好,焊丝拉拔比较容易,另一方面可降低还原性气体CO含量,减少飞溅或气孔,并可增高焊缝金属凝固时的温度,对仰焊有利。
加入其他合金元素主要为保证焊缝的综合机械性能,同时对焊接工艺性能及去除杂质,也有一定作用。
高合金钢以及铝、铜、铸铁等其他金属材料,其焊芯成分除要求与被焊金属相近外,同样也要控制杂质的含量,并按工艺要求常加入某些特定的合金元素。
焊条就是涂有药皮的供焊条电弧焊使用的熔化电极,它是由药皮和焊芯两部分组成的。
在焊条前端药皮有45°左右的倒角,这是为了便于引弧。