(整理)钢板在变形区内的流动规律及平面形状控制
- 格式:doc
- 大小:1.03 MB
- 文档页数:20
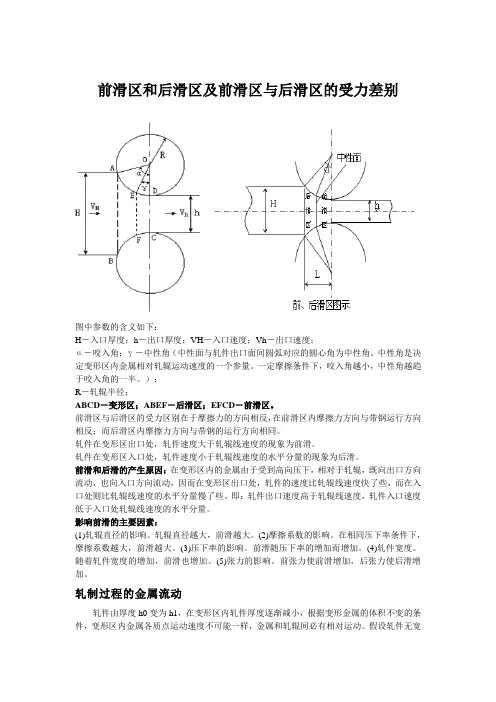
前滑区和后滑区及前滑区与后滑区的受力差别图中参数的含义如下:H-入口厚度;h-出口厚度;VH-入口速度;Vh-出口速度;α-咬入角;γ-中性角(中性面与轧件出口面间圆弧对应的圆心角为中性角。
中性角是决定变形区内金属相对轧辊运动速度的一个参量。
一定摩擦条件下,咬入角越小,中性角越趋于咬入角的一半。
);R-轧辊半径;ABCD-变形区;ABEF-后滑区;EFCD-前滑区。
前滑区与后滑区的受力区别在于摩擦力的方向相反,在前滑区内摩擦力方向与带钢运行方向相反;而后滑区内摩擦力方向与带钢的运行方向相同。
轧件在变形区出口处,轧件速度大于轧辊线速度的现象为前滑。
轧件在变形区入口处,轧件速度小于轧辊线速度的水平分量的现象为后滑。
前滑和后滑的产生原因:在变形区内的金属由于受到高向压下,相对于轧辊,既向出口方向流动,也向入口方向流动,因而在变形区出口处,轧件的速度比轧辊线速度快了些,而在入口处则比轧辊线速度的水平分量慢了些。
即:轧件出口速度高于轧辊线速度,轧件入口速度低于入口处轧辊线速度的水平分量。
影响前滑的主要因素:(1)轧辊直径的影响。
轧辊直径越大,前滑越大。
(2)摩擦系数的影响。
在相同压下率条件下,摩擦系数越大,前滑越大。
(3)压下率的影响。
前滑随压下率的增加而增加。
(4)轧件宽度。
随着轧件宽度的增加,前滑也增加。
(5)张力的影响。
前张力使前滑增加,后张力使后滑增加。
轧制过程的金属流动轧件由厚度h0变为h1,在变形区内轧件厚度逐渐减小,根据变形金属的体积不变的条件,变形区内金属各质点运动速度不可能一样,金属和轧辊间必有相对运动。
假设轧件无宽展,沿各截面上变形均匀,即水平速度相同,这样轧制变形区可分为前滑区、中性面和后滑区,如图所示。
在前滑区,金属速度大于轧辊圆周速度,在后滑区则相反,在中性面两者速度相同,无相对滑动(见前滑),此外,根据变形区力平衡分析和几何条件帕夫洛夫(И.М.Павлов)等导出咬入角α、摩擦角β和中性角α之间的关系如下:此公式把轧制过程的轧件变形和几何条件的内在联系反映出来,表达了轧制过程的基本概念。

高级轧钢工试题(精心整理)轧钢工高级工理论知识一、判断题(正确的请在括号内打“√”,错误的请在括号内打“×”每题2分,共466分)1.> Q345是普碳钢的一种。
( ×)2.>变形抗力是金属和合金抵抗弹性变形的能力。
( ×)3.>控制轧制只要求控制终轧温度。
( ×)4.> 冷轧板带钢的生产方法分为单片轧制和成卷轧制两种。
( √)5.>摩擦系数F越大,在压下率相同的条件下,其前滑越小。
( ×)6.>冷轧与热轧相比具有表面质量好、尺寸精度高的优点。
( √)7.>流向纵向的金属使轧件产生宽展,流向横向的金属使之产生延伸。
( ×)8.> 配辊是将孔型配置在轧辊上的一项工作,包括孔型在轧制面上的水平和垂直方向的配置。
( √)9.>平均延伸系数是根据实践人为确定的。
( √)10.>千分尺是根据螺旋副的转动转化为测量头的轴向移动来读数的。
( √)11.>前滑区内金属的质点水平速度小于后滑区内质点水平速度。
( ×)12.> 前张力增加时,则使金属向前流动的阻力减少,增加前滑区,使前滑增加。
( √)13.>切分轧制有利于提高金属收得率。
( ×)14.> 热轧时温度越高,摩擦系数越高。
( ×)15.>上、下轧辊的工作直径之差值,叫轧辊压力,其单位用毫米表示。
( √)16.>上压力是下辊直径比上辊直径小。
( √)17.>受力物体内一点只要受力,就会发生塑性变形。
( ×)18.>四辊式轧机是由位于同一垂直面内的四个支撑辊上下排列组成的轧机。
( ×)19.> 塑性变形是指外力消除后,能够恢复的变形。
( ×)20.> 碳溶于Γ-FE中形成的间隙固溶体称为铁素体,常用符号A 表示。
( ×)21.>碳素钢与合金钢是按化学成份分类的,而优质钢与普碳钢是按质量分类的。
钢结构件的变形及矫正一、钢结构变形的原因1、受外力作用引起的变形1)钢结构件长期承受载荷后而残存的变形。
2)钢结构不正常的外力作用后造成的变形。
这些变形都是外力作用后的永久变形,属于塑性变形。
导致产生这些变形的外力,包括弯曲力、扭力、冲击力、拉力、压力等多种。
2、由于内应力作用引起的变形在物体受到外力作用发生变形的同时,在其内部会出现一种抵抗变形的力,这种力就叫做内力。
物体受外力作用,在单位截面积上出现的内力叫应力。
当没有外力作用时,物体内部所存在的应力叫做内应力。
内应力并不是由外力引起的,焊接过程对金属构件来说,是一种不均匀的加热和冷却,是容易造成构件产生内应力而引起变形的主要原因。
因此,不论何种形式的好焊接变形,都遵循同一规律,即焊缝冷却后,在焊缝区域内产生收缩,而使焊件产生内应力,当焊件本身的刚度不能克服焊缝的收缩作用时,便造成焊接件的变形。
二、影响钢结构焊接变形的因素影响钢结构焊接变形的因素较多,大致可以分为设计和工艺两方面因素。
1)设计方面主要指结构设计的合理性、焊缝的位置以及焊接坡口的形式等。
2)工艺方面主要指合理的焊接工艺规程、合理的装焊顺序、各种防变形和反变形的采用以及设法消除焊接结构的应力等。
钢结构件都是将多种零件通过焊接、铆接或用螺栓连接等方式连成一体的,相互联系而又相互制约的一个有机的整体。
因此,对产生变形的钢结构件进行矫正前,必须首先了解变形产生的原因,分析钢结构件的内在联系,找出矛盾的主次关系,确定了正确的矫正部位和相应的矫正手段,才可着手进行矫正工作。
切不可孤立地看待问题而贸然下手。
三、钢结构变形的矫正和预防1、矫正原理矫正原理就是利用金属的塑性,通过外力或局部加热的作用,迫使铆焊结构件上钢材变形的紧缩区域内较短的“纤维”伸长,或使疏松区域内较长的“纤维”缩短,最后使钢材各层“纤维”的长度趋近相等而平直,其实质就是通过对钢材变形的反变形来达到矫正铆焊结构件的目的。
2、矫正方法的确定矫正的方法很多,根据矫正时钢材的温度不同分为冷矫正和热矫正两种。
中厚板轧制变形理论及钢板平面形状控制1.沿轧件断面高向上变形的分布1.1 中厚板轧制变形理论中厚板轧制变形是一种不均匀变形。
不均匀变形理论认为,沿轧件断面高度方向上的变形、应力和金属流动分布都是不均匀的,如图1所示。
其主要内容为:(1) 沿轧件断面高度方向上的变形、应力和流动速度分布都是不均匀;(2) 在几何变形区内,在轧件与轧辊接触表面上,不但有相对滑动,而且还有粘着。
所谓粘着系指轧件与轧辊间无相对滑动;(前滑现象是轧件出口速度大于轧辊在该处的线速度)(3) 变形不但发生在几何变形区内,而且也产生在几何变形区以外,其变形分布都是不均匀的。
这样就把轧制变形区分成变形过渡区、前滑区、后滑区和粘着区,见图1;(4) 在粘着区内有一个临界面,在这个面上金属的流动速度分布均匀,并且等于该处轧辊的水平速度。
1-按不均匀变形理论金属流动速度和应力分布(h l />0.5-1.0时,)金属流动速度分布:1-表面层金属流动速度;2-中心层金属流动速度;3-平均流动速度;4-后外端金属流动速度;5-后变形过渡区金属流动速度;6-后滑区金属流动速度;7-临界面金属流动速度;8-前滑区金属流动速度;9-前变形过渡区金属流动速度;10-前外端金属流动速度。
应力分布: +拉应力,—压应力;1-后外端;2-入辊处;3-临界面;4-出辊处;5-前外端。
图2沿轧件断面高度上变形分布 图3- 轧制变形区(h l />0.8)1-表面层;2-中心层;3-均匀变形 1—易变形区;11—难变形区(粘着区);111—自由变形区A-A ——入辊平面;B-B ——出辊平面A .由图2可看出,在接触弧开始处靠近接触表面单元体的变形,比轧件中心层单元本变形要大。
这不仅说明沿轧件断面高度方向上的变形分布不均匀,而且还说明表面层的金属流动速度比中心层的要快。
B .图2中曲线l 与曲线2的交点是临界面的位置,在这个面上金属变形和流动速度是均匀的。
1焊接变形控制:1.1焊接顺序:a)焊接顺序是控制减少焊接变形的最基本方法,下面将做解释。
b)详细的请参考焊接顺序工艺H903-91-10.a)板对接焊缝: 先焊端焊缝,再焊边焊缝。
参见下图:b)平板与结构的焊接:先焊平板对接缝,再焊结构对接缝,最后焊结构与结构之间的立角缝、结构与平板之间的立角缝。
c)结构之间及结构与外板之间的焊接应从中间向四周辐射进行。
焊接过程是对称的。
可采用跳焊和退步焊。
d)环形合拢缝的焊接:焊接时应由双数焊工对称进行;先焊舱内,后焊舱外;合拢缝焊完后,再焊结构对接缝,最后焊结构与外板的角接缝。
b)在矫正两个相邻的刚性不同的结构时,应先矫正刚性较大的结构,即先矫正厚度或构件截面较大的结构。
c)在矫正板架结构时,应先矫正骨材的变形,后矫正板壁的变形。
d)板架中有不同方向的变形时,应先矫正凹入骨架方向的变形、后矫正凸出的变形。
e)在矫正具有开孔或自由边缘的板架结构时,应先矫正板架的变形,后矫正开孔或自由边缘的变形。
f)当上层建筑围壁变形时,围壁的上、下层甲板应被矫正。
g)当矫正厚度小于5mm的薄板时,如需敲击,则应使用木槌,且用力不可过猛。
h)在焊缝和热影响区(距焊缝约30~50mm范围内)上不可直接加热和进行敲击,,也若必须敲击时,应在焊缝位置垫以带槽平锤。
i)当矫正变形需要重复加热或多次加热时,下次加热应在上次加热完全冷却后进行,且重复加热次数应不超过三次。
j)为不使材质表面温度过高和焊缝与材母局部融化,加热过程中应加快火焰移动速度,且移动速度应均匀一致。
1.2.2热矫正温度:a)根据AWS 5.26.2, 局部加热温度对淬火及回火钢不能超过590°C (1100°F),对别的钢不能超过650°C (1200°F)。
b)加热温度采用点温计测量。
1.2.3钢的冷却温度:a)在钢从高温降到315°C (600°F)的过程中不能采用快冷,当钢的温度降到315°C(600°F)以下时,可以采用水冷和空冷。
中厚板轧制变形理论及钢板平面形状控制1.沿轧件断面高向上变形的分布1.1 中厚板轧制变形理论中厚板轧制变形是一种不均匀变形。
不均匀变形理论认为,沿轧件断面高度方向上的变形、应力和金属流动分布都是不均匀的,如图1所示。
其主要内容为:(1) 沿轧件断面高度方向上的变形、应力和流动速度分布都是不均匀;(2) 在几何变形区内,在轧件与轧辊接触表面上,不但有相对滑动,而且还有粘着。
所谓粘着系指轧件与轧辊间无相对滑动;(前滑现象是轧件出口速度大于轧辊在该处的线速度)(3) 变形不但发生在几何变形区内,而且也产生在几何变形区以外,其变形分布都是不均匀的。
这样就把轧制变形区分成变形过渡区、前滑区、后滑区和粘着区,见图1;(4) 在粘着区内有一个临界面,在这个面上金属的流动速度分布均匀,并且等于该处轧辊的水平速度。
1-按不均匀变形理论金属流动速度和应力分布(h l />0.5-1.0时,)金属流动速度分布:1-表面层金属流动速度;2-中心层金属流动速度;3-平均流动速度;4-后外端金属流动速度;5-后变形过渡区金属流动速度;6-后滑区金属流动速度;7-临界面金属流动速度;8-前滑区金属流动速度;9-前变形过渡区金属流动速度;10-前外端金属流动速度。
应力分布: +拉应力,—压应力;1-后外端;2-入辊处;3-临界面;4-出辊处;5-前外端。
图2沿轧件断面高度上变形分布 图3- 轧制变形区(h l />0.8)1-表面层;2-中心层;3-均匀变形 1—易变形区;11—难变形区(粘着区);111—自由变形区A-A ——入辊平面;B-B ——出辊平面A .由图2可看出,在接触弧开始处靠近接触表面单元体的变形,比轧件中心层单元本变形要大。
这不仅说明沿轧件断面高度方向上的变形分布不均匀,而且还说明表面层的金属流动速度比中心层的要快。
B .图2中曲线l 与曲线2的交点是临界面的位置,在这个面上金属变形和流动速度是均匀的。
在临界面的右边,即出辊方向,出现了相反现象。
轧件中心层单元体的变形比表面层的要大,中心层金局流动速度比表面层的要快。
C .在接触弧的中间部分,曲线上有一段很长的平行于横坐标轴的线段,这说明在轧件与轧辊相接触的表面上确实存在着粘着区。
D .从图中还可以看出,在入辊前和出辊后轧件表面层和中心层都发生变形,这充分说明了在外端和几何变形区之间有变形过渡区,在这个区域内变形和流动速度也是不均匀的。
1.2 沿轧件断面高度方向上的变形不均匀分布与变形区形状系数的关系1. 当变形区形状系数h l />0.5-1.0时,即轧件断面高度相对于接触弧长度不太大时.压缩变形完全深入到轧件内部,形成中心层变形比表面层变形要大;粗轧阶段,包括精轧前几道次,大压下量深入到轧件内部,可以改善晶粒尺寸。
2. 当变形区形状系数h l /<0.5-1.0时,随着变形区形状系数的减小,外端对变形过程影响变得更为突出,压缩变形不能深入到轧件内部,只限于表面层附近的区域;此时表面层的变形比中心层要大,金属流动速度和应力分布都不均匀,如图2所示。
在精轧阶段最后几道次,因为压下量小,温度低,变形深入不到内部。
图4-h l /<0.5-1.0时金属流动速度与应力分布 (a )金属流动速度分布:1、6外端;2、5-变形过渡区;3-后滑区;4-前滑区(b )应力分布:A-A 入辊平面;B-B 出辊平面1.3. 沿轧件宽度方向上的流动规律根据最小阻力定律,由于变形区受纵向和横向的摩擦阻力2σ、3σ的作用(见图3),大致可把轧制变形区分成四个部分;即ADB 及CGE 和ADGC 及BDGE 四个部分,ADB 及CGE 区域内的金属沿横向流动增加宽展,面ADGC 及BDGE 区域内的金属沿纵向流动增加延伸。
a. 外端对变形区金属流动分布也产生一定的影响作用,前后外端对变形区产生张应力。
b. 另一方面由于变形区的长度l 小于宽度b ,故延伸大于宽展,在纵向延伸区中心部分的金属只有延伸而无宽展,因而使其延伸大于两侧,结果在两侧引起张应力。
这两种张应力引起的应力以AB σ表示,它与延伸阻力3σ方向相反,削弱了延伸阻力,引起形成宽展的区域ADB 及CGE 收缩为adb 和cge 。
事实证明,张应力的存在引起宽展下降,甚至在宽度方向上发生收缩产生所谓“负宽展”(连轧中均存在)。
在轧件头部张应力较小,使得宽展较大。
c. 沿轧件高度方向金属横向变形的分布也是不均匀的,一般情况下接触表面由于摩擦力的阻碍,使表面的宽度小于中心层,因而轧件侧面呈单鼓形。
当h l /小于0.5时,轧件变形不能渗透到整个断面高度,因而轧件侧表面呈双鼓形,在粗轧机上可以观察到这种现象。
所以济钢,因为粗轧的压下量小,变形深入不到内部,使得轧件侧面呈双鼓形。
图5 轧件在变形区的横向流动2.轧制过程的横变形——宽展定义:沿横向移动的体积所引起的轧件宽度的变化称为宽展。
在习惯上,通常将轧件宽度方向线尺寸的变化,即绝对宽展直接称为宽展。
2.1 宽展分类在不同轧制条件下,坯料在轧制过程中的宽展形式不同。
根据金属沿横向流动的自由程度,宽展可分为:自由宽展、限制宽展和强迫宽展。
(1)自由宽展材料在轧制过程中,被压下的体积往横向流动时,具有沿垂直于轧制方向朝两侧自由流动的可能性,此时不受其金属流动除受接触摩擦的影响外,不受其他任何的阻碍和限制,如孔型侧壁、立辊,结果明显地表现出轧件宽度上线尺寸的增加。
这种情况为自由宽展。
如平辊上轧制矩形断面轧件,以及宽度有很大富裕的扁平孔型内轧制。
板带轧制,展宽表现为自由宽展,中厚板轧制亦是。
在开轧阶段,有30-40%体积用于宽展,到较薄时,宽展很少。
(2)限制宽展金属横向流动,除了受接触摩擦的影响外,还承受孔型侧壁的限制作用。
(3)强迫宽展金属横向流动不仅不受任何阻碍,且有强烈的推动作用,使轧件宽度产生附加的增长,此时产生的宽展为强迫宽展。
如凸型孔型中轧制。
2.2 宽展沿轧件横断面高度上的分布由于轧辊与轧件的接触表面上存在着摩擦,以及变形区几何形状和尺寸的不同,因此沿接触表面上金属质点的流动轨迹与接触面附近的区域和远离的区域是不同的。
它一般由以下几个部分组成:滑动宽展1B ∆、翻平宽展2B ∆和鼓形宽展3B ∆,如图3所示。
(1) 滑动宽展:变形金属在与轧辊的接触面产生相对滑动所增加的宽展量,以1B ∆宽展后轧件由此轧件达到的宽度为:11B B B H ∆+=(2 ) 翻平宽展是由于接触摩擦阻力的作用,使轧件侧面的金属,在变形过程中翻转到接触表面上。
使轧件的宽度增加,增加的量以2B ∆表示,加上这部分展宽的量之后轧件的宽度为;211B B B B H ∆+∆+=(3) 鼓形宽展是轧件侧面变成鼓形而造成的展宽量,用3B ∆表示,此时轧件的最大宽度为:321B B B B b H ∆+∆+∆+=显然,轧件的总展宽量为:321B B B B ∆+∆+∆=∆通常理论上所说的宽展及计算的宽展是指将轧制后轧件的横断面化为同厚度的矩形之后,其宽度与轧制前轧坯宽度之差,即H h B B B -=∆因此,轧后宽度是一个为便于工程计算而采用的理想值。
滑动宽展1B ∆、翻平宽展2B ∆和鼓形宽展3B ∆的数值,依赖于摩擦系数和变形区的几何参数的变化。
它们有一定的变化规律,但至今定量的规律尚未掌握。
只能依赖实验和初步的理论分析了解它们之间的一些定性关系。
例如摩擦系数越大,不均匀变形就越严重,此时翻平宽展和鼓形宽展的值就越大,滑动宽展越小。
各种宽展与变形区几何参数之间有如图7所示的关系,由图中的曲线可见,当h l /越小时,则滑动宽展越小,而翻平和鼓形宽展占主导地位。
这是因为h l /越小,粘着区越大,故宽展主要是由翻平和鼓形宽展组成。
而不是由滑动宽展组成。
图6. 宽展沿轧件横断面高度的分布 图7. 各种宽展与h l /的关系2.3 宽展沿轧件宽度上的分布关于宽展沿轧件宽度分布的理论,基本上有两种假说:第一种假说认为宽展沿轧件宽度均匀分布。
这种假说主要以均匀变形和外区作用作为理论的基础。
因为变形区与前后外区彼此是同一块金属,足紧密联结在一起的。
因此对变形起着均匀的作用,使沿长度方向上各部分金属延伸相同,宽展沿宽度分布自然是均匀的,它可用图8来说明。
第二种假说,认为变形区分为四个区域,即在两边的区域为宽展区,中间分为前后两个延伸区,它可用图9来说明。
图8. 宽展沿宽度均匀分布的假说 图9. 变形区分区图示2.4 影响宽展的因素(1)相对压下量的影响压下量是形成宽展的源泉,是形成宽展的主要因素之一,相对压下量愈大,宽展愈大。
很多实验表明,随着压下量的增加,宽展量也增加,如图10(b)所示,这是因为压下量增加时,变形区长度增加,变形区水平投影形状b l /也增大,因而使纵向塑性流动阻力增加,纵向压缩主应力值加大。
根据最小阻力定律,金属沿横向运动的趋势增大,因而使宽展加大。
另一方面,H h / 增加,高向压下来的金属体积也增加,所以使b ∆也增加。
应当指出,宽展量随压下量的增加而增加的状况由于H h /∆的变换方法不同,使b ∆的变化也有所不同,如图10(a)所示,当H =常数或h =常数时,压下率H h /∆增加,b ∆的增加速度快,而h ∆=常数时,b ∆增加的速度次之。
这是因为,当H 或h =常数时,欲增加H h /∆,需增加h ∆,这样就使变形区长度l 增加,因而纵向阻力增加,延伸减小,宽展b ∆增加。
同时h ∆增加,将使金属压下体积增加,也促使b ∆增加,二者综合作用的结果,将使b ∆增加得较快。
图10. 宽展与压下量的关系a. 当h ∆、H 、h 为常数,低碳钢轧制温度为900和速度为1.1m/s 时,b ∆与H h /∆的关系b. 当H 、h 为常数,低碳钢轧制温度为900和速度为1.1m/s 时,b ∆与H h /∆的关系图11所示为相对压下率H h /∆与宽展指数h b ∆∆/之间关系的实验曲线,对上述道理可以完满地加以解释。
当H h /∆增加时,b ∆增加,故h b ∆∆/会直线增加;当h 或H 等于常数时,增加H h /∆是靠增加h ∆来实现的,所以h b ∆∆/增加得缓慢,而且到一定数值以后即h ∆增加超过了b ∆的增大时,会出现h b ∆∆/下降的现象。
图11.在h ∆、H 、h 为常数时宽展指数与压下率的关系(2)轧制道次的影响实验证明,在总压下量一定的前提下,轧制道次愈多,宽展愈小,如表3—1所示的数据可完全说明上述结论,因为在其他条件及总压下量相同时,一道轧制时变形区形状b l /比值较大,所以宽展较大;而当多道次轧制时,变形区形状b l /值较小,所以宽展也较小。
因此,不能只是从原料和成品的厚度来决定宽展,而总是应该按各个道次来分别计算。