焊接工艺规程WPS.
- 格式:doc
- 大小:302.00 KB
- 文档页数:12

Prepared by 编制: Date: Approved by 批准: Date:Prepared by 编制: Date: Approved by 批准: Date:WPS No./Rev.: WPS-11003/Rev.0Prepared by 编制: Date: Approved by 批准: Date:WPS No./Rev.: WPS-11004/Rev.0Prepared by 编制: Date: Approved by 批准: Date:WPS No./Rev.: WPS-11005/Rev.0Prepared by 编制: Date: Approved by 批准: Date:WPS No./Rev.: WPS-11006/Rev.0Prepared by 编制: Date: Approved by 批准: Date:WPS No./Rev.: WPS-11007/Rev.0Prepared by 编制: Date: Approved by 批准: Date:WPS No./Rev.: WPS-11008/Rev.0Prepared by 编制: Date: Approved by 批准: Date:Prepared by 编制: Date: Approved by 批准: Date:(QW-402) Groove design of Test CouponPQR No. PQR-11001/Rev.0Tensile Test 拉伸试验(QW-150)Fillet-Weld Test 角焊缝试验(QW-180)Result-Satisfactory (Yes or No ) 结论是否合格: Yes NA No NAPenetration into Parent Metal (Yes or No ) 母材是否熔透: Yes NA No NAMacro-Results宏观检查结果: NAOther Tests 其它试验Type of Test 试验类型: NONEDeposit Analysis 焊缝成分: NONEOther 其它: NONEWelder’s Name 焊工姓名: Sun Zhiming 孙志明Clock No. Stamp No. 钢印号: B213Laboratory Test No. 试验室编号: PMZ-QC-PCTR-110801Tests conducted by 试验执行人: 郑丽华Zheng Lihua Test Equipment No.试验设备编号:PMZ2-0004We certify that the statements in this record are correct and that the test welds were prepared, welded ,and tested in accordance with the requirements of Section IX of the ASME Code.兹证明本报告所述均属正确,并且试件是根据ASME规范第IX卷的要求进行试件的制备、焊接和试验的。
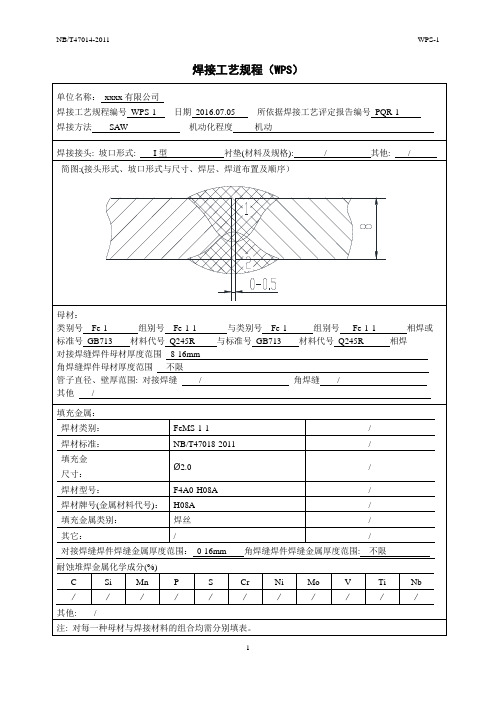


焊接工艺规程( WPS )焊接工艺规程编号No:WPS-R03-111-01焊接工艺评定书编号No:RHP-009焊接方法:111自动化等级:手工技术标准:容规焊接接头形式(焊缝和坡口的具体尺寸见图纸):焊接顺序:先用φ3.2焊条打底,在用φ4.0焊条焊1-2层,在用φ5.0焊满破口,背面清根,用φ5.0焊条盖面。
母材类别号组别号型号或牌号母材厚度范围管子直径范围适合焊缝厚度范围母材1 1 1 Q245R 1.5~12mm 全部≤12mm 母材2 1 1 Q245R 1.5~12 mm 全部≤12mm 母材3填充金属:焊剂牌号:类别号组别号型号或牌号规格(mm)焊丝焊剂分类:E5015(J507)φ3.2φ4.0φ5.0熔化性填塞:其它电特性:焊层焊接方法填充金属电流电压范围(V)焊接速度(m/h)型号或牌号规格mm 种类和极性范围(A)1 111 E5015(J507)φ3.2 直流反接110~130 22~25 —2 111 E5015(J507)φ4.0直流反接150~180 23~26 —3 111 E5015(J507)φ5.0直流反接200~230 24~274 111 E5015(J507)φ5.0直流反接200~230 24~27钨极类型和尺寸电流衰减时间磁控电流—气体:位置:气体百分比流量(L/min)坡口焊接位置1G正面保护气体角焊缝位置—背面保护气体焊接方向预热及后热:—喷嘴尺寸:—最小预热温度(℃)—焊前清理方法:钢丝刷最大层间温度(℃)—有无摆动:直道或少量摆动后热(℃/h )—单丝或多丝:—焊后热处理温度(℃)保温时间(小时)冷却方式焊后无损检验方法:RT 执行标准:JB/T4730-2005操作技术要求1、焊前坡口两侧需要清理油锈、污物并露出金属光泽;可用砂轮或钢丝刷;2、焊丝焊前要除去油锈,焊条焊前经350~400℃/ 2h 烘干;3、焊接用直道或摆动焊方法;4、焊后要求进行外观检查,不许存在咬边、气孔、弧坑等超标缺陷;5、要求在焊态下进行100%RT射线检验。

1 EN150852 焊接工艺规程及焊接工艺评定2.1 焊接工艺规程(WPS)焊接工艺规程依据标准ISO15609制定。
焊接工艺规程(WPS)应当包含执行焊接操作的必要信息。
一般的焊接工艺规程(WPS)主要内容有:1、有关制造商的内容2、有关母材的内容3、所有焊接工艺的通用性4、有关焊接方法的特殊要求对于具体应用而言,可根据实际情况做增减处理。
1.1 有关制造商的内容-制造商的标识;-WPS标识;-关于WPAR记录(或其它相关文件)的编号。
1.2 有关母材的内容1.2.1 母材种类-材料标识、标准编号-材料类组1.2.2 工件尺寸-接头的厚度范围-管子的外径范围1.3 所有焊接工艺通用性的内容1.3.1 焊接工艺方法使用的焊接工艺方法按ISO 4063 表示。
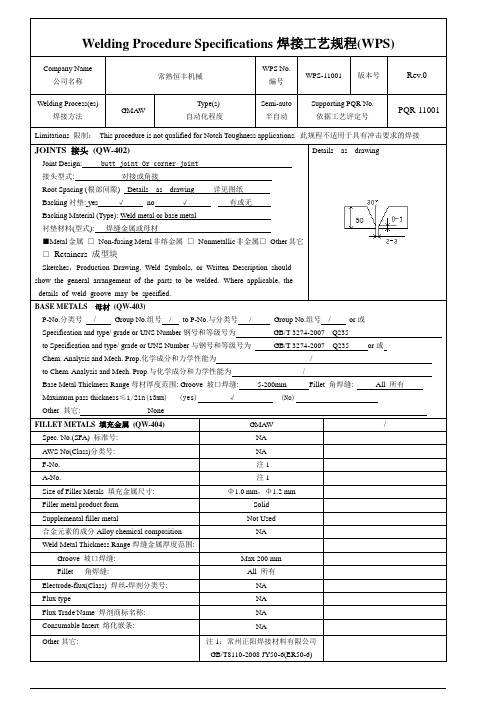
1.3.2 接头设计-接头设计图应当显示形状和尺寸注:参照接头设计的有关标准可以给出细节。
-焊接次序可能对接头性能产生影响时,应明确给出焊道顺序。
1.3.3 焊接位置焊接位置按ISO 6947的规定。
1.3.4 接头的制备-接头制备的方法、清理、去污,包括将要使用的方法。
-装夹及定位焊接;1.3.5焊接技能:-无摆动;-摆动:1)对手工焊而言,焊道的最大宽度,2)对机械化焊接和自动焊而言,摆动的最大幅度、频率和时间-焊炬、电极及/或焊丝的角度。
1.3.6 背面清根:-将要使用的方法;-深度和形状。
1.3.7 衬垫:-衬垫的方法和类型,材料和尺寸;-对于气体衬垫要求使用工艺类组13、14、15的保护气体。
1.3.8 焊接材料-标识:制造商及商标;-尺寸(规格):焊条/焊丝的直径或焊带的宽度及厚度;-保管和使用要求:烘干、大气暴露时间、再烘干等。
1.3.9 电参数-电流的种类(直流或交流)及极性;-必要时,脉冲焊接详细信息(机器设置、程序选择);-电流范围;-电压范围。
1.3.10 机械化焊接及自动焊-行走速度范围;-送丝(带)速度范围。
如果设备不允许控制两个参数中的任何一个,应规定替代的机器装置。
公司名称 ________________焊接方法 AW (实芯焊丝CO2气体保护焊) PQF 辅甫助文件号采用的接头设计类型 _______________ I __________________________________________ 单面焊缝[V ] 双面焊缝[]衬垫:用[]不用[V ]衬^垫材料:1 J 十/l/J /ll ♦■ 根部间隙----- 钝边尺寸 -------------坡口角度 半径(J-U )母材规格ASTM A36 -------------------------------------- 类型或级别 -------------------------------------------------厚度:坡口 -------------------- 角焊缝 7直径(圆管) ----------------------------------------------填充金属AWSB 定 -------------------------------------------------- AWS 类别 ER70S-6 实芯焊丝①过渡形式(GMA ) 短路[V ]熔滴[] 喷射[]电流:交流[]直流反接[V ]直流正接[] 脉冲[]其他 ----------------------------------------------------- 钨极(GTA )尺寸: 类型:焊丝数 1—焊丝间隔 纵向 横向角度焊接工艺规程(WPS ) 是[V ]免除评定试验评定V或工艺评定记录(PQR ) 是[]标识编号A001修改 -------------- 日期 ------------ 修改人 --------------背部清根:用[]不用[V ] 方法批准人 ____________________________ 日期 _________________焊接工艺------------------------------ 气体喷嘴尺寸 20mm 预热预热温度,最低 ___________________________________________ 道间温度,最低 ___________________________________________导电嘴到工件距离 20mm锤击 V道间清理 -------------- V ——焊后热处理温度 ------------------------------------------------------焊接工艺组分横向焊丝-焊剂(等级)流率焊接工艺------------------------------ 气体喷嘴尺寸预热预热温度,最低350-400 C角度 ------------------------------导电嘴到工件距离 锤击一“道间清理 ------------------V焊后热处理温度 ------------------------------------------------------组分横向焊丝-焊剂(等级)流率焊接工艺----------------------------- 气体喷嘴尺寸预热预热温度,最低350-400C角度 -------------------------------导电嘴到工件距离 锤击一“道间清理 ----------------- V焊后热处理温度 -------------------------------------------------------组分横向焊丝-焊剂(等级)流率焊接工艺----------------------------- 气体喷嘴尺寸预热预热温度,最低350-400C角度 -------------------------------导电嘴到工件距离 锤击一“道间清理 --------------- V ——焊后热处理温度 -------------------------------------------------------焊丝-焊剂(等级)流率 8-13L/min焊接工艺------------------------------ 气体喷嘴尺寸 20mm预热预热温度,最低 ___________________________________________角度 -------------------------------导电嘴到工件距离 20mm锤击一“道间清理 ----------------- V焊后热处理温度 -------------------------------------------------------焊丝-焊剂(等级)流率 8-13L/min焊接工艺------------------------------ 气体喷嘴尺寸 20mm预热预热温度,最低 ___________________________________________角度 -------------------------------导电嘴到工件距离 20mm锤击一“道间清理 ----------------- V焊后热处理温度 -------------------------------------------------------焊丝-焊剂(等级)流率 8-13L/min焊接工艺------------------------------ 气体喷嘴尺寸 20mm预热预热温度,最低 ___________________________________________角度 -------------------------------导电嘴到工件距离 20mm锤击一“道间清理 ----------------- V焊后热处理温度 -------------------------------------------------------焊丝-焊剂(等级)流率 8-13L/min焊接工艺------------------------------ 气体喷嘴尺寸 20mm预热预热温度,最低 ___________________________________________角度 -------------------------------导电嘴到工件距离 20mm锤击一“道间清理 ----------------- V焊后热处理温度 -------------------------------------------------------焊丝-焊剂(等级)流率 8-13L/min焊接工艺------------------------------ 气体喷嘴尺寸 20mm预热预热温度,最低 ___________________________________________角度 -------------------------------导电嘴到工件距离 20mm锤击一“道间清理 ----------------- V焊后热处理温度 -------------------------------------------------------组分横向焊丝-焊剂(等级)流率 8-13L/min焊接工艺------------------------------ 气体喷嘴尺寸 20mm预热预热温度,最低 ___________________________________________角度 -------------------------------导电嘴到工件距离 20mm锤击一“道间清理 ----------------- V焊后热处理温度 -------------------------------------------------------。
wps焊接工艺指导书什么是焊接工艺指导书(WPS)?焊接工艺指导书(Welding Procedure Specification,简称WPS)是一份文件,用于规范化和标准化焊接过程。
它包含了一系列步骤、参数和程序,确保焊接过程的质量和一致性。
WPS应根据相关焊接标准和规范编制,并由专业人员审核和批准。
一、制定焊接工艺指导书的目的焊接工艺指导书的制定目的是为了确保焊接过程的质量和可靠性,降低焊接缺陷的发生,并为操作人员提供准确明确的操作指导。
二、制定焊接工艺指导书的依据焊接工艺指导书的制定依据主要包括相关国家或行业标准、规范以及焊接材料和设备的技术要求等。
制定焊接工艺指导书时,应综合考虑焊接材料的性能、焊接设备的特点以及焊接结构的要求。
三、焊接工艺指导书的内容焊接工艺指导书的内容应包括以下几个方面:1. 焊接材料的选择和性能要求。
2. 焊接设备的选择和调试参数。
3. 焊接方法、工艺和操作要求。
4. 焊接前的准备工作和环境要求。
5. 焊接过程中的质量控制措施和检验要求。
6. 焊接后的后处理和檢查要求。
7. 焊接工艺指导书的修订和变更记录。
四、焊接工艺指导书的制定流程1. 组织编写焊接工艺指导书的团队,包括焊接工程师、焊接操作人员、材料专家等。
2. 收集焊接所需的各类资料,包括焊接材料的技术要求、设备参数、焊缝设计要求等。
3. 制定焊接的试验方案,并进行焊接试样的制备和试验。
4. 根据试验结果,确定最佳的焊接工艺参数和规范。
5. 编制焊接工艺指导书的草案,并进行内部审核。
审核应包括技术要求、安全要求、操作要求等方面的检查。
6. 对焊接工艺指导书草案进行修订和完善,最终确定版本。
7. 将焊接工艺指导书提交给相应部门进行审批,并按照审批结果修订焊接工艺指导书。
8. 将修订后的焊接工艺指导书进行发布和培训。
五、焊接工艺指导书的应用焊接工艺指导书的应用主要包括以下几个方面:1. 指导操作人员进行焊接工作,确保操作符合标准和规范。
1 焊接工艺规程(WPS) 是[√] 免除评定 试验评定 √ 或工艺评定记录(PQR) 是[ ] 标识编号 A001 修改 日期 修改人 公司名称 武汉江汉石油机械有限公司 焊接方法 AW(实芯焊丝CO2气体保护焊) PQR辅助文件号 采用的接头设计 类型 ⊥ 单面焊缝 [√ ] 双面焊缝 [ ] 衬垫:用 [ ] 不用 [√ ] 衬垫材料: 根部间隙 钝边尺寸 坡口角度 半径(J-U) 背部清根:用 [ ] 不用 [√ ] 方法 母材规格 ASTM A36 类型或级别 厚度: 坡口 角焊缝 7 直径(圆管) 填充金属 AWS规定 A5.18 AWS类别 ER70S-6 实芯焊丝 Φ1.0 保护 焊剂 气体 CO2 组分 焊丝-焊剂(等级) 流率 15-20L/min 气体喷嘴尺寸 20mm 预热 预热温度,最低 道间温度,最低 批准人 日期 类型—手工 [ ] 半自动 [√] 机械 [ ] 自动 [ ]
位置 坡口位置: 角焊缝 立焊方向:上行 [ ] 下行 [√ ]
电特性 过渡形式(GMAW) 短路 [√ ] 熔滴 [ ] 喷射 [ ] 电流:交流[ ]直流反接 [√ ]直流正接[ ] 脉冲[ ] 其他 钨极(GTAW) 尺寸: 类型:
技术 直线或横向摆动焊道 横向摆动 多道或单道(每边) 单道 焊丝数 1 焊丝间隔 纵向 横向 角度 导电嘴到工件距离 20mm 锤击 √ 道间清理 √
焊后热处理 温度 时间
焊接工艺 焊道或 焊层 方法 填充金属 电流 伏特 焊接速度 接头详图 等级 直径 类型和极性 安培数或
送丝速度 1 2 GMAW Ф1.0 直流反接 200~240A 25-27 35-45m/h 2
焊接工艺规程(WPS) 是[√] 免除评定 试验评定 √ 或工艺评定记录(PQR) 是[ ] 标识编号 A002 修改 日期 修改人 公司名称 武汉江汉石油机械有限公司 焊接方法 FCAW(药芯焊丝CO2气体保护焊) PQR辅助文件号 B002 采用的接头设计 类型 ⊥ 单面焊缝 [ ] 双面焊缝 [√] 衬垫:用 [ ] 不用 [√ ] 衬垫材料: 根部间隙 钝边尺寸 坡口角度 半径(J-U) 背部清根:用 [ ] 不用 [√ ] 方法 母材规格 矩形管140×80×8/Q345A 70×70×5/Q345A 类型或级别 厚度: 坡口 角焊缝 7 直径(圆管) 填充金属 AWS规定 AWS类别 E501T-1药芯焊丝 Φ1.2 保护 焊剂 气体 CO2 组分 焊丝-焊剂(等级) 流率 8-13L/min 气体喷嘴尺寸 20mm 预热 预热温度,最低 道间温度,最低 批准人 日期 类型—手工 [ ] 半自动 [√] 机械 [ ] 自动 [ ]
位置 坡口位置: 角焊缝 立焊方向:上行 [ ] 下行 [ ]
电特性 过渡形式(GMAW) 短路 [ ] 熔滴 [√ ] 喷射 [ ] 电流:交流[ ]直流反接 [ ]直流正接[√] 脉冲[ ] 其他 钨极(GTAW) 尺寸: 类型:
技术 直线或横向摆动焊道 横向摆动 多道或单道(每边) 单道 焊丝数 1 焊丝间隔 纵向 横向 角度 导电嘴到工件距离 20mm 锤击 √ 道间清理 √
焊后热处理 温度 时间
焊接工艺 焊道或 焊层 方法 填充金属 电流 伏特 焊接速度 接头详图 等级 直径 类型和极性 安培数或
送丝速度 1 2 FCAW Ф1.2 直流正接 200~240A 30-32 10-12m/h 3
焊接工艺规程(WPS) 是[√] 免除评定 试验评定 √ 或工艺评定记录(PQR) 是[ ] 标识编号 A003 修改 日期 修改人 公司名称 武汉江汉石油机械有限公司 焊接方法 SMAW PQR辅助文件号 B003 采用的接头设计 类型 ⊥ 单面焊缝 [ ] 双面焊缝 [√] 衬垫:用 [ ] 不用 [√ ] 衬垫材料: 根部间隙 钝边尺寸 坡口角度 半径(J-U) 背部清根:用 [ ] 不用 [√ ] 方法 母材规格 Φ140/45圆钢 Φ168×22圆管/20 类型或级别 厚度: 坡口 角焊缝 7 直径(圆管) 填充金属 AWS规定 AWS类别 J507 Φ3.2焊条 保护 焊剂 气体 组分 焊丝-焊剂(等级) 流率 气体喷嘴尺寸 预热 预热温度,最低 350-400℃ 道间温度,最低 批准人 日期 类型—手工 [√] 半自动 [ ] 机械 [ ] 自动 [ ]
位置 坡口位置: 角焊缝 立焊方向:上行 [ ] 下行 [ ]
电特性 过渡形式(GMAW) 短路 [ ] 熔滴 [ ] 喷射 [ ] 电流:交流[ ]直流反接 [ ]直流正接[ ] 脉冲[ ] 其他 钨极(GTAW) 尺寸: 类型:
技术 直线或横向摆动焊道 横向摆动 多道或单道(每边) 单道 焊丝数 1 焊丝间隔 纵向 横向 角度 导电嘴到工件距离 锤击 √ 道间清理 √
焊后热处理 温度 时间
焊接工艺 焊道或 焊层 方法 填充金属 电流 伏特 焊接速度 接头详图 等级 直径 类型和极性 安培数或
送丝速度 1 2 SMAW Ф3.2 直流 120~140A 18-22 5-8m/h 4
焊接工艺规程(WPS) 是[√] 免除评定 试验评定 √ 或工艺评定记录(PQR) 是[ ] 标识编号 A004 修改 日期 修改人 公司名称 武汉江汉石油机械有限公司 焊接方法 SMAW PQR辅助文件号 B004 采用的接头设计 类型 ⊥ 单面焊缝 [ ] 双面焊缝 [√] 衬垫:用 [ ] 不用 [√ ] 衬垫材料: 根部间隙 钝边尺寸 坡口角度 半径(J-U) 背部清根:用 [ ] 不用 [√ ] 方法 母材规格 Φ120/45圆钢 t10板/Q235B 类型或级别 厚度: 坡口 角焊缝 6- 7 直径(圆管) 填充金属 AWS规定 AWS类别 J507 Φ3.2焊条 保护 焊剂 气体 组分 焊丝-焊剂(等级) 流率 气体喷嘴尺寸 预热 预热温度,最低 350-400℃ 道间温度,最低 批准人 日期 类型—手工 [√] 半自动 [ ] 机械 [ ] 自动 [ ]
位置 坡口位置: 角焊缝 立焊方向:上行 [ ] 下行 [ ]
电特性 过渡形式(GMAW) 短路 [ ] 熔滴 [ ] 喷射 [ ] 电流:交流[ ]直流反接 [ ]直流正接[ ] 脉冲[ ] 其他 钨极(GTAW) 尺寸: 类型:
技术 直线或横向摆动焊道 横向摆动 多道或单道(每边) 单道 焊丝数 1 焊丝间隔 纵向 横向 角度 导电嘴到工件距离 锤击 √ 道间清理 √
焊后热处理 温度 时间
焊接工艺 焊道或 焊层 方法 填充金属 电流 伏特 焊接速度 接头详图 等级 直径 类型和极性 安培数或
送丝速度 1 2 SMAW Ф3.2 直流 120~140A 18-22 5-8m/h 5
焊接工艺规程(WPS) 是[√] 免除评定 试验评定 √ 或工艺评定记录(PQR) 是[ ] 标识编号 A005 修改 日期 修改人 公司名称 武汉江汉石油机械有限公司 焊接方法 SMAW PQR辅助文件号 B005 采用的接头设计 类型 ⊥ 单面焊缝 [√ ] 双面焊缝 [ ] 衬垫:用 [ ] 不用 [√ ] 衬垫材料: 根部间隙 钝边尺寸 坡口角度 半径(J-U) 背部清根:用 [ ] 不用 [√ ] 方法 母材规格 U71Mn导轨 t20板/Q235A 类型或级别 厚度: 坡口 角焊缝 6-7 直径(圆管) 填充金属 AWS规定 AWS类别 J507 Φ3.2焊条 保护 焊剂 气体 组分 焊丝-焊剂(等级) 流率 气体喷嘴尺寸 预热 预热温度,最低 350-400℃ 道间温度,最低 批准人 日期 类型—手工 [√] 半自动 [ ] 机械 [ ] 自动 [ ]
位置 坡口位置: 角焊缝 立焊方向:上行 [ ] 下行 [ ]
电特性 过渡形式(GMAW) 短路 [ ] 熔滴 [ ] 喷射 [ ] 电流:交流[ ]直流反接 [ ]直流正接[ ] 脉冲[ ] 其他 钨极(GTAW) 尺寸: 类型:
技术 直线或横向摆动焊道 横向摆动 多道或单道(每边) 单道 焊丝数 1 焊丝间隔 纵向 横向 角度 导电嘴到工件距离 锤击 √ 道间清理 √
焊后热处理 温度 时间
焊接工艺 焊道或 焊层 方法 填充金属 电流 伏特 焊接速度 接头详图 等级 直径 类型和极性 安培数或
送丝速度 1 2 SMAW Ф3.2 直流 120~140A 18-22 5-8m/h