焊接工艺卡(WPS)
- 格式:xlsx
- 大小:148.21 KB
- 文档页数:1

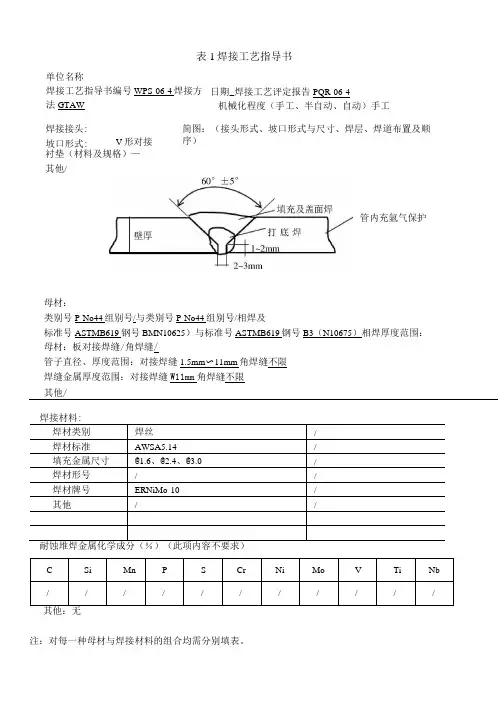
单位名称焊接工艺指导书编号WPS-06-4焊接方法GTAW衬垫(材料及规格)—其他/母材:类别号P-No44组别号/与类别号P-No44组别号/相焊及标准号ASTMB619钢号BMN10625)与标准号ASTMB619钢号B3(N10675)相焊厚度范围: 母材:板对接焊缝/角焊缝/管子直径、厚度范围:对接焊缝1.5mm 〜11mm 角焊缝不限 焊缝金属厚度范围:对接焊缝W11mm 角焊缝不限 其他/ 焊接材料: 焊材类别 焊丝/ 焊材标准 AWSA5.14/ 填充金属尺寸 @1.6、@2.4、@3.0/ 焊材形号 // 焊材牌号 ERNiMo-10 / 其他//耐蚀堆焊金属化学成分(%)(此项内容不要求)C Si Mn P S Cr Ni Mo V Ti Nb ///////////其他:无注:对每一种母材与焊接材料的组合均需分别填表。
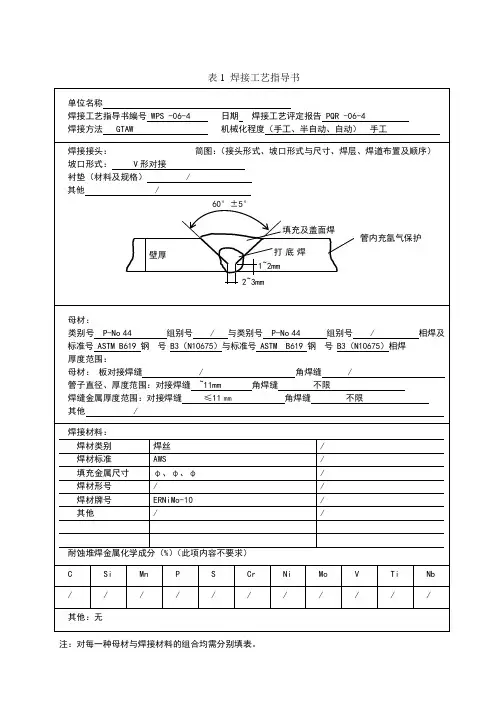
表1焊接工艺指导书焊接接头:坡口形式:V 形对接 简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)日期_焊接工艺评定报告PQR-06-4 机械化程度(手工、半自动、自动)手工管内充氩气保护表B1(完)表B2焊接工艺评定报告单位名称:中国化学工程第十一建设公司大庆项目部焊接工艺评定报告编号:PQR-庆-06-4焊接工艺指导书编号:WPS-庆-06-4 焊接方法:GTAW 机械化程度:(手工、半自动、自动)手工接头简图:(坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺、焊缝金属厚度)管内充氩气保焊评试验施焊记录表PQR--06-4。
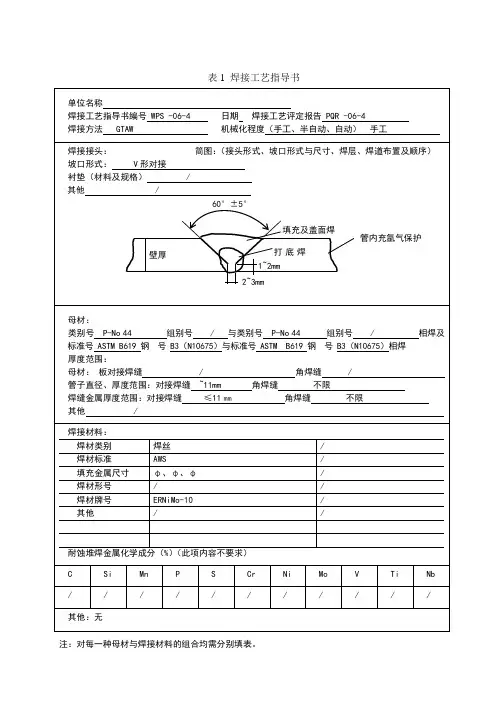
WPS焊接工艺的指导书.docx表 1 焊接工艺指导书单位名称焊接工艺指导书编号WPS -06-4日期焊接工艺评定报告PQR -06-4焊接方法GTAW机械化程度(手工、半自动、自动)手工焊接接头:简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)坡口形式:V 形对接衬垫(材料及规格)/其他/60°± 5°填充及盖面焊管内充氩气保护壁厚打底焊1~2mm2~3mm母材:类别号P-No 44组别号/与类别号 P-No 44组别号/相焊及标准号 ASTM B619 钢号 B3(N10675)与标准号 ASTM B619 钢号 B3( N10675)相焊厚度范围:母材:板对接焊缝/角焊缝/管子直径、厚度范围:对接焊缝~11mm角焊缝不限焊缝金属厚度范围:对接焊缝≤11 ㎜角焊缝不限其他/焊接材料:焊材类别焊丝/焊材标准AWS/填充金属尺寸φ、φ、φ/焊材形号//焊材牌号ERNiMo-10/其他//耐蚀堆焊金属化学成分(%)(此项内容不要求)C Si Mn P S Cr Ni Mo V Ti Nb///////////其他:无注:对每一种母材与焊接材料的组合均需分别填表。
表 B1(完)焊接位置:对接焊缝的位置1G焊接方向:立向上角焊缝位置不限焊接方向:不限预热:预热温度(℃)不要求层间温度(℃)小于100℃保持预热时间不要求加热方式不要求电特性:电流种类:直流焊接电流范围(A): 85~140(按所焊位置和厚度,分别列出电流和电压范围,记入下表)焊后热处理:温度范围(℃)不要求保温时间( h)不要求气体:气体种类混合比流量(L/min)保护气Ar%10 ~15尾部保护气///背部保护气Ar%15~20极性:正接电弧电压( V):10~12焊道 /焊焊接方法填充材料焊接电流电弧电压焊接速度线能量层牌号直径极性电流(A)(V)(cm/min )(Kj/cm )1GTAW ERNiMo-10φDC+85~10010~14//≥ 2GTAW ERNiMo-10φDC+100~12010~14//φDC+120~14010~14钨极类型及直径铈钨或钍钨、φ焊嘴直径(mm):φ 18~φ 20熔滴过渡形式/焊丝送进速度(cm/min )/技术措施:摆动焊或不摆动焊:不摆动焊摆动参数:/焊前清理和层间清理不锈钢丝刷、丙酮背面清根方法:/单道焊或多道焊(每面):多道焊单丝焊或多丝焊:单丝焊导电嘴至工件距离(mm )/锤击: /其他: /编制日期审核日期批准日期。
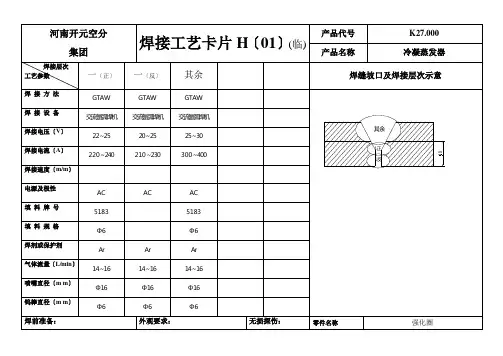
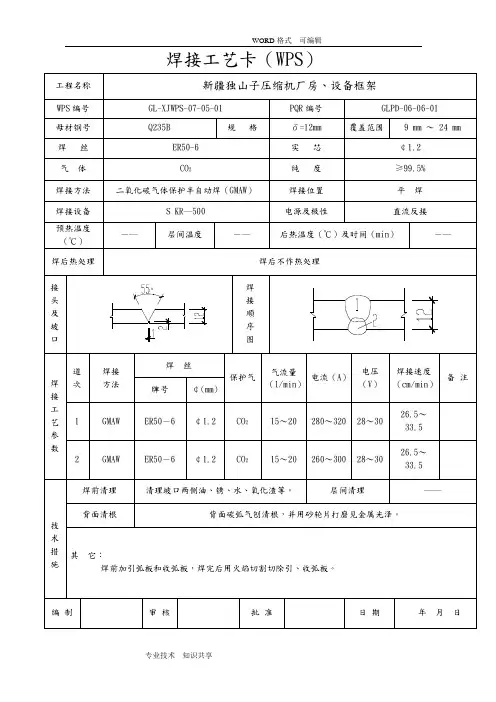
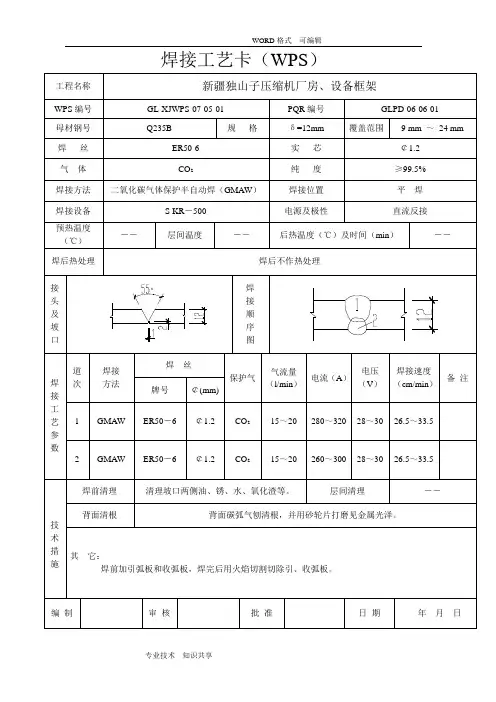
焊接工艺卡(WPS)质量手册表:修订次数:修订版次共 2 页第 2 页主要工艺制定的依据1、在《现代电弧焊接方法和设备》由母材厚度可选择CO2气保焊的焊接方法打底,用平焊姿势,过渡层和面层用埋弧焊,用平焊;2、工艺编号:由地址/view/38642b21af45b307e8719709.html国标J/B9166-1998可知工艺文件特征号和登记顺序号组成,由表一和表二查询可得到工艺文件特征号有工艺文件类型号22表示工艺考片和工艺方法代号30表示焊接组成,登记顺序号记为1表示第1张工艺卡;3、母材成分及筒体厚度由任务书可知;4、由国标JBT4709-2000 P17表5常用钢号的预热温度有选择20R钢材时查得预热温度≥50°C;5、焊接设备类型由《弧焊电源及其数字化控制》黄石生主编附录A可选MZ2-1500,M是埋弧焊,Z是自动焊, 2是横臂式,1500是额定焊接电流;6、由课程设计资料附录四查得20R母材选用的CO2气保焊打底时焊丝为H08MnSiA,由《现代电弧焊接方法及设备》吴志生主编P141表6-4母材为20R钢材时选择埋弧焊焊丝焊剂为H08MnA、HJ431;7、无损检测由赵熹华主编《焊接检验》可知即方便有便宜检出率高的检测方法选择超声波100%探伤;8、合格等级由赵熹华主编《焊接检验》P52知压力容器要求较高,不能出现过多的缺陷所以选择GB3323-87Ⅰ级合格;9、探伤规格由产品设计说明书知产品规格为Φ1200mm,L=2100mm,δ=28mm;10、由《现代电弧焊接方法及设备》吴志生主编P159表6-10带坡口埋弧焊工艺,焊件厚度28mm时查得焊丝直径6mm,坡口尺寸根部间隙3mm、钝边厚度3mm、坡口角度70°,电流900-1000A,电压36-38V,焊接速量等20m/h;11、由《现代电弧焊接方法及设备》吴志生主编P195表7-14选用打底厚为3.2mm的板厚形式得焊接姿势用平焊,焊道顺序用2道,焊接电流为105-150A、焊接速度为100-120mm/min,钨极直径为2.4mm,焊丝直径2-3.2mm,气体流量6-10L/min;12、由国标GBT12470-2003 P7表7焊接与热处理规范有CO2气保焊焊丝为1.2-1.6查得层间温度为,150±10,取150°C,焊后热处理为620±10,取620°C干伸长为13-19mm;13、由《现代电弧焊接方法及设备》P147表6-7可查自动埋弧焊机MZ2-1500的可提供的参数是是等速送丝、悬挂式自动机头、焊接电流400-1500A、焊接直径3-6mm、送丝速度28.5-225m/h、焊接速度13.5-112、送丝调整办法是调换齿轮,焊接电流是直流或者交流;14、焊接层数由材料成型基础焊接工程概论P43的经验公式可得δ/d=28/6≈5层。
什么是焊接WPS证书?WPS不是焊接证书,是焊接工艺规程的缩写,全称是Welding Process Specification。
是焊接工艺文件的一部分,一般来说,公司需要向第三方证明自己的焊接制造能力,这时候就需要做焊接工艺认可试验,焊接工艺认可试验按照需要编写的文件,可以分三步来说。
第一步:做焊接认可试验前,需要先准备好PWPS(焊接工艺计划书)向第三方申请做认可试验。
经第三方同意后,与第三方约定时间,准备做焊接工艺认可试验。
第二步:在第三方在场的情况下,焊接试板(或试管),试验完的焊接试件还需要做无损检测,无损检测合格了还需要做力学检验,等结果出来了需要编写WPQR文件(焊接工艺评定记录),WPQR的所有数据必须真实记载的。
第三步:根据标准上各参数的覆盖范围,和WPQR上的焊接参数,对PWPS文件进行修改,最终确定的文件就是WPS文件。
WPS文件是工厂用来指导进行焊接生产的。
一般一个焊接制造厂会有非常多的WPQR和对应的WPS文件,文件要覆盖工厂所有的焊接工艺。
What is the WPS welding certificate?The WPS is not welding certificate. It is an abbreviation of welding procedures, full name is Welding Process Specification. Which is a part of the welding process documents, generally speaking, companies need to third party to prove their welding manufacturing capability, and it needs to make the welding procedure qualification test, the welding procedure qualification tests in accordance with the needs of written documents, can be divided into three steps.The first step: before make welding approval testing, need to prepare PWPS (welding process plan) shall apply to the third party as approval test. The third parties agreed, and the third party appointed time, ready to do the welding procedure qualification test.The second step: in the presence of the third party, the welding test plate (or tube), test after welding specimen need to do NDT, NDE qualified also need to do mechanical test, etc. results come out to write WPQR files (PQR), WPQR all data must be true records.The third step: according to the coverage of the parameters of the standard of welding parameters, and the WPQR, modify the PWPS file, the final file is WPS file. The WPS file is used to guide the welding production factory. General a welding factory will have WPQR very much and the corresponding WPS file, the file must cover all welding factory.WPS、PQR、JIC 焊接专业上面的几个文件区别焊接工艺规程(WPS) 焊接工艺评定记录(PQR)焊接工艺规程(JIC)这几个文件有什么具体作用、区别?WPS相当于大纲,就是这个试验怎么做,要求达到的效果是什么,用什么东西焊PQR就是具体数据的记录,电流电压之类的JIC就是相当于说明书Several files WPS, PQR, JIC welding the top professional distinctionWelding procedure specification (WPS) welding procedure qualification records (PQR) welding procedure specification (JIC) this paper several specific role, what is the difference?WPS is equivalent to the syllabus, this test is how to do, what is required to achieve the effect, what weldingPQR is the specific data, such as current and voltageJIC is equivalent to the instructions焊接工艺中的WPS与PQR 是什么关系,哪个先哪个后?WPS是焊接工艺规程,PQR是焊接工艺评定。