汉江工具有限责任公司
.
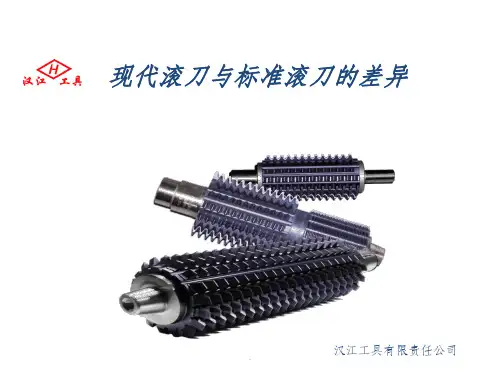
干滚削和其工艺参数的确定原则
• 干切刀具的磨损标准是0.2mm. • 干滚削可加工的最大模数是4.5mm. • 干滚的齿坯最大强度是1200N/mm.大于这一强度的齿坯不易于干滚。 • 不推荐使用最大齿顶切削厚度பைடு நூலகம்于0.12mm的滚削。 • 齿面宽度大50mm的齿坯用干滚会使加工温度升高,影响刀具的寿命。 • 干切使带有凸角的滚刀其寿命要降低15%-20%
先进的涂层材料和高质量高合金成分使滚齿速度上升到一个新的水平, 高速钢滚刀的干滚削得以实现。
汉江工具有限责任公司
.
干滚削和工艺参数确定原则
• 干滚削是建立在高速切削的基础之上,原则上切削热的90% 应由切屑 带走。以防被加工齿轮和刀具工作温度的迅速升高。
• 干滚削常用的干切滚刀材料;REX121, REX76, S390 及 K 硬质合金。 • 常用的涂层材料是TIALN 和 ALCRONA。涂层的厚度是5-7µm. • 常用的切削用量:
汉江工具有限责任公司
.
刀具的模拟检查
.
根据被加工齿轮参数 选择滚刀的参数
在切削条件和滚刀其它参数不变的情况下;
-
滚刀槽数增加将使滚刀齿顶的最大切屑厚度减小
- 滚刀的头数增加,将使滚削的最大齿顶切屑厚度增大
- 滚刀的直径增加将使滚削的最大齿顶切削厚度减小
在滚刀和 切削用量不变的情况下,下列齿轮参数变化:
滚刀直径=118mm, 头数=1, 槽数=16, 切削速度=80m/分, 轴向进给量=2mm/齿轮每转 刀齿最大切屑厚度=0.284mm. 加工节拍为2.2’
采用了单头,多槽滚刀加工少齿数大模数齿轮在刀齿齿顶最大
切屑厚度,应力状态几乎相同的情况下,走刀量提高了五倍多. 因而提高了加