热处理工艺卡
- 格式:doc
- 大小:161.00 KB
- 文档页数:7
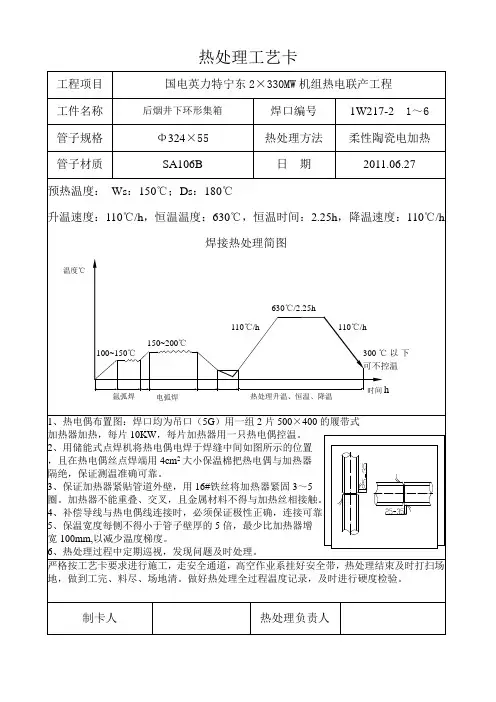
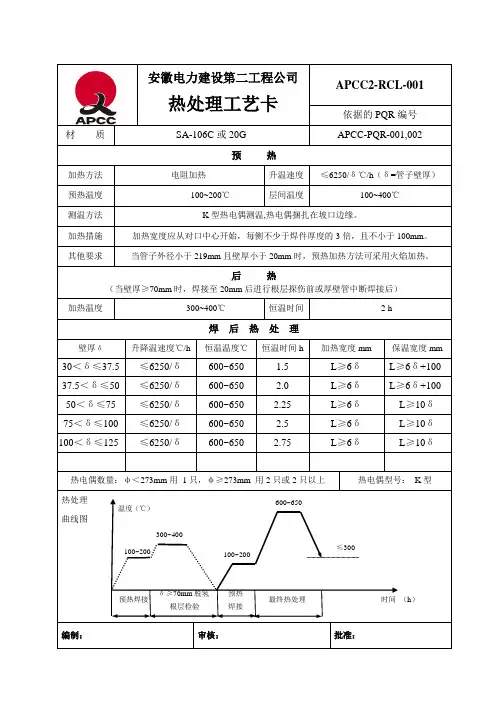
热处理工艺卡工程项目国电英力特宁东 2×330MW 机组热电联产工程工件名称后烟井下环形集箱焊口编号1W217-2 1~6管子规格Φ 324×55热处理方法 柔性陶瓷电加热管子材质SA106B日期2011.06.27预热温度: Ws:150℃;Ds:180℃升温速度:110℃/h,恒温温度:630℃,恒温时间:2.25h,降温速度:110℃/h焊接热处理简图温度℃150~200℃ 100~150℃630℃/2.25h 110℃/h110℃/h300 ℃ 以 下 可不控温氩弧焊电弧焊热处理升温、恒温、降温时间 h1、热电偶布置图:焊口均为吊口(5G)用一组 2 片 500×400 的履带式 加热器加热,每片 10KW,每片加热器用一只热电偶控温。
2、用储能式点焊机将热电偶电焊于焊缝中间如图所示的位置 ,且在热电偶丝点焊端用 4cm2 大小保温棉把热电偶与加热器 隔绝,保证测温准确可靠。
3、保证加热器紧贴管道外壁,用 16#铁丝将加热器紧固 3~5 圈。
加热器不能重叠、交叉,且金属材料不得与加热丝相接触。
4、补偿导线与热电偶线连接时,必须保证极性正确,连接可靠。
5、保温宽度每侧不得小于管子壁厚的 5 倍,最少比加热器增 宽 100mm,以减少温度梯度。
6、热处理过程中定期巡视,发现问题及时处理。
严格按工艺卡要求进行施工,走安全通道,高空作业系挂好安全带,热处理结束及时打扫场 地,做到工完、料尽、场地清。
做好热处理全过程温度记录,及时进行硬度检验。
制卡人热处理负责人热处理工艺卡工程项目国电英力特宁东 2×330MW 机组热电联产工程工件名称后烟井上集箱焊口编号1W217-1 1~4管子规格Φ 324×50热处理方法 柔性陶瓷电加热管子材质SA106B日期2011.06.27预热温度: Ws:150℃;Ds:180℃升温速度:120℃/h,恒温温度:630℃,恒温时间:2h,降温速度:120℃/h焊接热处理简图温度℃150~200℃ 100~150℃630℃/2h 120℃/h120℃/h300 ℃ 以 下 可不控温氩弧焊电弧焊热处理升温、恒温、降温时间 h1、热电偶布置图:焊口均为吊口(5G)用一组 2 片 500×400 的履带式 加热器加热,每片 10KW,每片加热器用一只热电偶控温。
岳阳建华工程有限公司热处理工艺卡
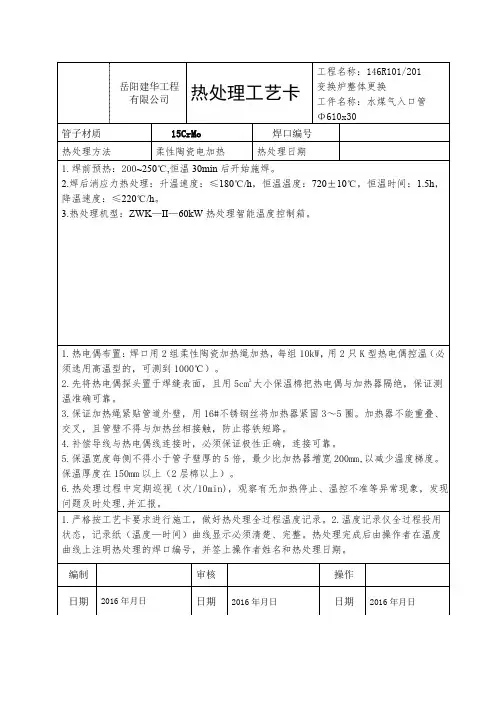
工程名称:146R101/201
变换炉整体更换
工件名称:水煤气入口管
Φ610x30
管子材质15CrMo焊口编号
热处理方法柔性陶瓷电加热热处理日期
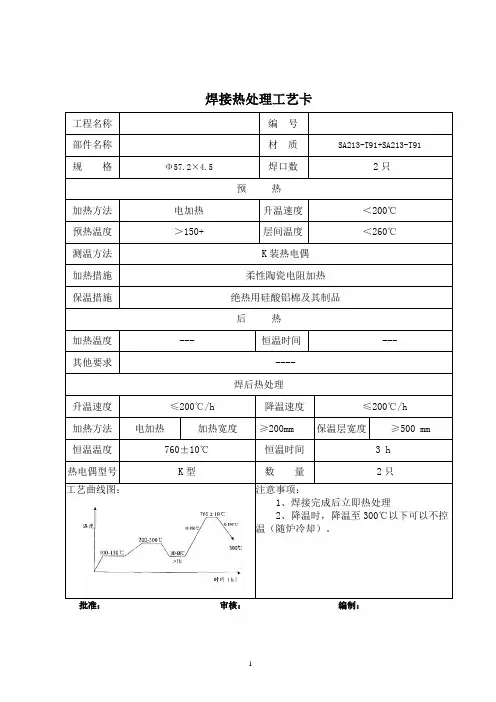
1.焊前预热:200~250℃,恒温30min后开始施焊。
2.焊后消应力热处理:升温速度:≤180℃/h,恒温温度:720±10℃,恒温时间:1.5h,降温速度:≤220℃/h。
3.热处理机型:ZWK—II—60kW热处理智能温度控制箱。
1.热电偶布置:焊口用2组柔性陶瓷加热绳加热,每组10kW,用2只K型热电偶控温(必须选用高温型的,可测到1000℃)。
2.先将热电偶探头置于焊缝表面,且用5cm2大小保温棉把热电偶与加热器隔绝,保证测温准确可靠。
3.保证加热绳紧贴管道外壁,用16#不锈钢丝将加热器紧固3~5圈。
加热器不能重叠、交叉,且管壁不得与加热丝相接触,防止搭铁短路。
4.补偿导线与热电偶线连接时,必须保证极性正确,连接可靠。
5.保温宽度每侧不得小于管子壁厚的5倍,最少比加热器增宽200mm,以减少温度梯度。
保温厚度在150mm以上(2层棉以上)。
6.热处理过程中定期巡视(次/10min),观察有无加热停止、温控不准等异常现象,发现问题及时处理,并汇报。
1.严格按工艺卡要求进行施工,做好热处理全过程温度记录。
2.温度记录仪全过程投用状态,记录纸(温度—时间)曲线显示必须清楚、完整。
热处理完成后由操作者在温度曲线上注明热处理的焊口编号,并签上操作者姓名和热处理日期。
编制审核操作
日期2016年月日日期2016年月日日期2016年月日。
曲轴热处理工艺卡及工艺曲线
一、工作条件:
1、内燃机曲轴:承受周期性变化的气体压力,曲柄连杆机械的惯性力,扭转和弯曲应力以及冲击力等。
此外在高速内燃机中还存在扭转振动,会造成很大应力。
2、要求有高强度及一定的冲击韧性、弯曲、扭转、疲劳强度,和轴颈处高的耐磨性。
二、材料与热处理实例:
1、低速内燃机,采用正火状态的碳钢、球墨铸铁。
2、中速内燃机,采用调质碳钢或合金钢,如45、40Cr、45Mn2、50Mn2等及球墨铸铁。
3、高速内燃机,采用高强度合金钢,如35CrMo、42CrMo、
18Cr2Ni4WA等。
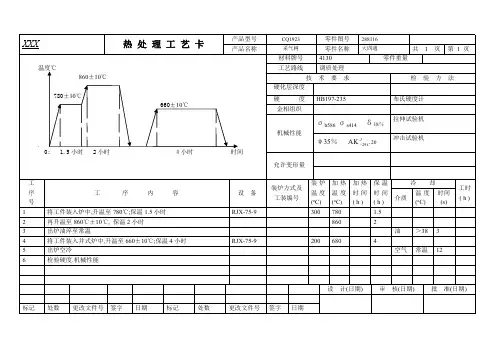
4、以110型柴油机曲轴为例: QT60-2正火,中频淬火,
σb≥650N/mm^2,αk>15N。
m/mm^2,(试样20×20×110mm),轴体HB240-300,轴颈HRC≥55,珠光体数量:试棒≥75%,曲轴≥70%。