11- Q345三通热处理工艺卡片.
- 格式:pdf
- 大小:66.89 KB
- 文档页数:1
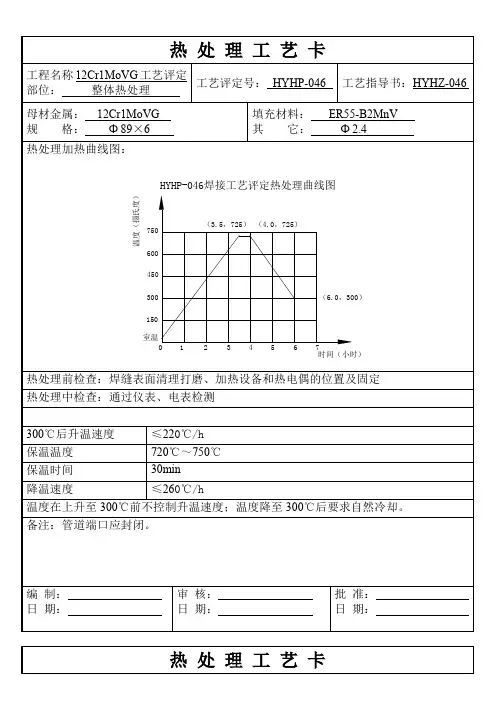
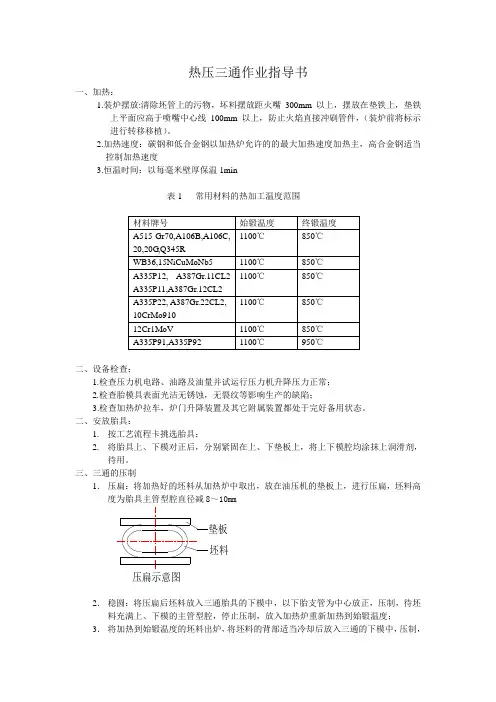
热压三通作业指导书一、加热:1.装炉摆放:清除坯管上的污物,坏料摆放距火嘴300mm以上,摆放在垫铁上,垫铁上平面应高于喷嘴中心线100mm以上,防止火焰直接冲刷管件,(装炉前将标示进行转移移植)。
2.加热速度:碳钢和低合金钢以加热炉允许的的最大加热速度加热主,高合金钢适当控制加热速度3.恒温时间:以每毫米壁厚保温1min表1 常用材料的热加工温度范围二、设备检查;1.检查压力机电路、油路及油量并试运行压力机升降压力正常;2.检查胎模具表面光洁无锈蚀,无裂纹等影响生产的缺陷;3.检查加热炉拉车,炉门升降装置及其它附属装置都处于完好备用状态。
二、安放胎具:1.按工艺流程卡挑选胎具;2.将胎具上、下模对正后,分别紧固在上、下垫板上,将上下模腔均涂抹上润滑剂,待用。
三、三通的压制1.压扁:将加热好的坯料从加热炉中取出,放在油压机的垫板上,进行压扁,坯料高度为胎具主管型腔直径减8~10mm垫板坯料压扁示意图2.稳圆:将压扁后坯料放入三通胎具的下模中,以下胎支管为中心放正,压制,待坯料充满上、下模的主管型腔,停止压制,放入加热炉重新加热到始锻温度;3.将加热到始锻温度的坯料出炉,将坯料的背部适当冷却后放入三通的下模中,压制,压下量30~50mm,在压制的过程中注意观察,当坯料有失稳的倾向时,立即停止压制,入炉进行了加热。
4. 重复步骤3,3~5次,直至三通上下合模为止。
5. 变比大三通采用过渡胎,按上述步骤进行了压制。
四、划线,齐头:1划线:将三通置于平台上,支管朝向侧面,按三通外圆兼顾壁厚定出主管和支管圆心,使三个圆心位于同一水平面上,过各端口中心划出肩、底平分线;将三通支管朝上立起,使肩、底平分线垂直向上并固定,以主管圆心高度划出腹部两条母线,借助靠板划支管腹部侧的母线,按图纸标注的主管两个半长L1、L2划出主管加工线,主管每端留10~15mm 余量,支管高度留25-30mm 余量,划线。
2.按划线将主管和支管多余部分齐去,五、支管扩孔:1. 将三通上模具放在工作台上,坯料出炉后,支管垂直向上放到模具上,冲头涂润滑剂放到支管孔内,压制,冲至满足接口尺寸即可。
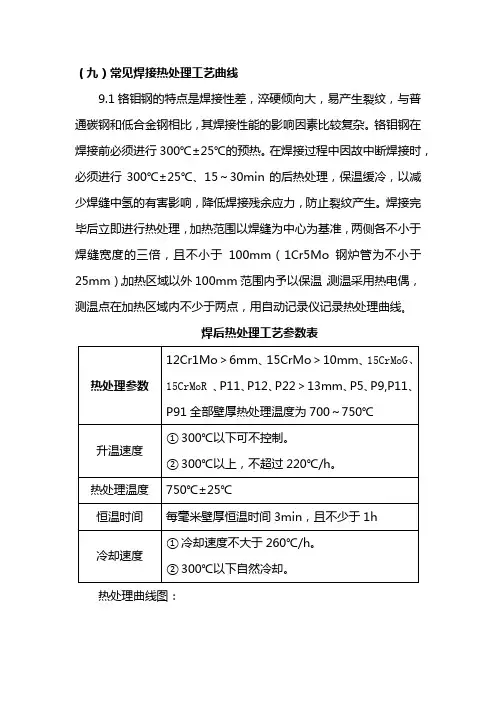
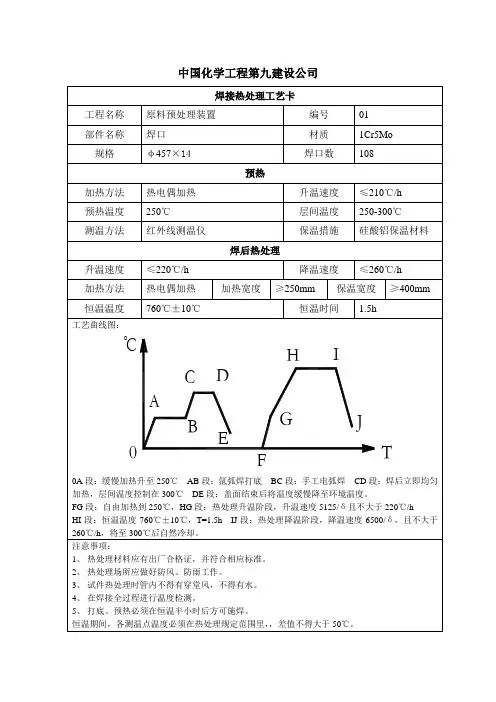
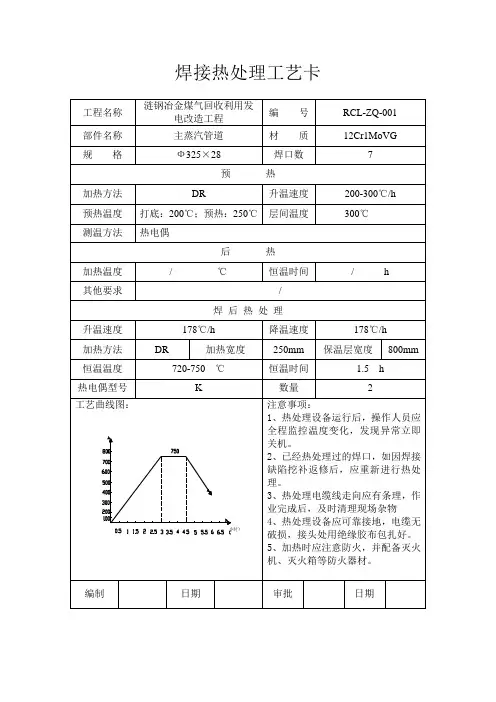
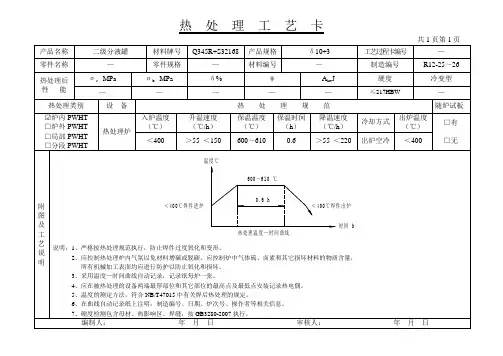
(九)常见焊接热处理工艺曲线9.1铬钼钢的特点是焊接性差,淬硬倾向大,易产生裂纹,与普通碳钢和低合金钢相比,其焊接性能的影响因素比较复杂。
铬钼钢在焊接前必须进行300℃±25℃的预热。
在焊接过程中因故中断焊接时,必须进行300℃±25℃、15~30min的后热处理,保温缓冷,以减少焊缝中氢的有害影响,降低焊接残余应力,防止裂纹产生。
焊接完毕后立即进行热处理,加热范围以焊缝为中心为基准,两侧各不小于焊缝宽度的三倍,且不小于100mm(1Cr5Mo钢炉管为不小于25mm),加热区域以外100mm范围内予以保温,测温采用热电偶,测温点在加热区域内不少于两点,用自动记录仪记录热处理曲线。
焊后热处理工艺参数表热处理曲线图:焊后热处理工艺参数表热处理曲线图:焊后热处理工艺参数表热处理曲线图:9.2普通碳钢和低合金钢在焊接完毕后进行热处理,保温缓冷,以减少焊缝中氢的有害影响,降低焊接残余应力,加热范围以焊缝为中心为基准,两侧各不小于焊缝宽度的三倍,且不小于100mm,加热区域以外100mm范围内予以保温,测温采用热电偶,管径Φ300mm以上测温点在加热区域内不少于两点,用自动记录仪记录热处理曲线。
焊后热处理工艺参数表热处理曲线图:不大于260℃/h不大于220℃/h625℃( 30min)℃℃℃(℃)焊后热处理工艺参数表热处理曲线图:不大于260℃/h不大于200℃/h625℃( 50min)℃℃℃(℃)焊后热处理工艺参数表热处理曲线图:不大于200℃/h不大于160℃/h625℃( 65min)℃℃℃(℃)9.3高强度低合金钢(A312-TP321)在焊接完毕后进行热处理,保温缓冷,以降低焊接残余应力,加热范围以焊缝为中心为基准,两侧各不小于焊缝宽度的三倍,且不小于100mm ,加热区域以外100mm 范围内予以保温,测温采用热电偶,测温点在加热区域内不少于两点,用自动记录仪记录热处理曲线。
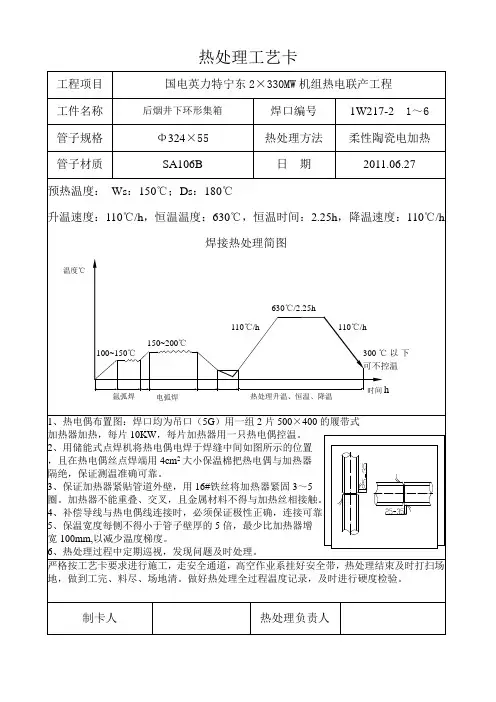
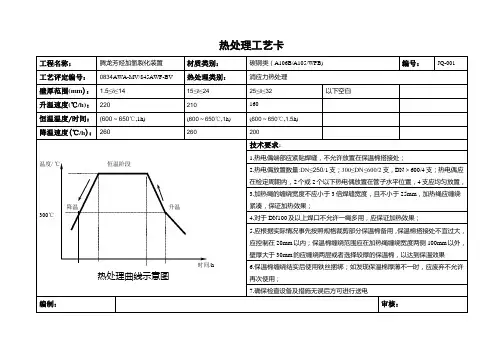
热处理工艺卡工程项目国电英力特宁东 2×330MW 机组热电联产工程工件名称后烟井下环形集箱焊口编号1W217-2 1~6管子规格Φ 324×55热处理方法 柔性陶瓷电加热管子材质SA106B日期2011.06.27预热温度: Ws:150℃;Ds:180℃升温速度:110℃/h,恒温温度:630℃,恒温时间:2.25h,降温速度:110℃/h焊接热处理简图温度℃150~200℃ 100~150℃630℃/2.25h 110℃/h110℃/h300 ℃ 以 下 可不控温氩弧焊电弧焊热处理升温、恒温、降温时间 h1、热电偶布置图:焊口均为吊口(5G)用一组 2 片 500×400 的履带式 加热器加热,每片 10KW,每片加热器用一只热电偶控温。
2、用储能式点焊机将热电偶电焊于焊缝中间如图所示的位置 ,且在热电偶丝点焊端用 4cm2 大小保温棉把热电偶与加热器 隔绝,保证测温准确可靠。
3、保证加热器紧贴管道外壁,用 16#铁丝将加热器紧固 3~5 圈。
加热器不能重叠、交叉,且金属材料不得与加热丝相接触。
4、补偿导线与热电偶线连接时,必须保证极性正确,连接可靠。
5、保温宽度每侧不得小于管子壁厚的 5 倍,最少比加热器增 宽 100mm,以减少温度梯度。
6、热处理过程中定期巡视,发现问题及时处理。
严格按工艺卡要求进行施工,走安全通道,高空作业系挂好安全带,热处理结束及时打扫场 地,做到工完、料尽、场地清。
做好热处理全过程温度记录,及时进行硬度检验。
制卡人热处理负责人热处理工艺卡工程项目国电英力特宁东 2×330MW 机组热电联产工程工件名称后烟井上集箱焊口编号1W217-1 1~4管子规格Φ 324×50热处理方法 柔性陶瓷电加热管子材质SA106B日期2011.06.27预热温度: Ws:150℃;Ds:180℃升温速度:120℃/h,恒温温度:630℃,恒温时间:2h,降温速度:120℃/h焊接热处理简图温度℃150~200℃ 100~150℃630℃/2h 120℃/h120℃/h300 ℃ 以 下 可不控温氩弧焊电弧焊热处理升温、恒温、降温时间 h1、热电偶布置图:焊口均为吊口(5G)用一组 2 片 500×400 的履带式 加热器加热,每片 10KW,每片加热器用一只热电偶控温。
Q345的焊接工艺编订一、材料介绍1. Q345化学成分如下表(%):元素C≤ Mn Si≤ P≤ S≤ Al≥ V Nb Ti含量 0.2 1.0-1.6 0.55 0.035 0.035 0.015 0.02-0.15 0.015-0.06 0.02-0.2Q345C力学性能如下表(%):机械性能指标伸长率(%)试验温度0℃抗拉强度MPa屈服点MPa≥数值δ5≥22 J≥34 σb(470-650)σs(324-259)其中壁厚介于16-35mm时,σs≥325Mpa;壁厚介于 35-50mm时,σs≥295Mpa2. Q345钢的焊接特点2.1碳当量(Ceq)的计算Ceq=C+Mn/6+Ni/15+Cu/15+Cr/5+Mo/5+V/5计算Ceq=0.49%,大于0.45%,可见Q345钢焊接性能不是很好,需要在焊接时制定严格的工艺措施。
2.2 Q345钢在焊接时易出现的问题2.2.1热影响区的淬硬倾向Q345钢在焊接冷却过程中,热影响区容易形成淬火组织-马氏体,使近缝区的硬度提高,塑性下降。
结果导致焊后发生裂纹。
2.2.2冷裂纹敏感性Q345钢的焊接裂纹主要是冷裂纹。
二、焊接施工流程坡口准备→点固焊→预热→里口施焊→背部清根(碳弧气刨)→外口施焊→里口施焊→自检/专检→焊后热处理→无损检验(焊缝质量一级合格)三、焊接工艺参数的选择通过对Q345钢的焊接性分析,制定措施如下:1.焊接材料的选用由于Q345钢的冷裂纹倾向较大,应选用低氢型的焊接材料,同时考虑到焊接接头应与母材等强的原则,选用E5015(J507)型电焊条。
化学成分见下表(%):元素 C Mn Si S P Cr Mo V Ti含量 0.071 1.11 0.53 0.009 0.016 0.02 0.01 0.01 0.01力学性能见下表:机械性能指标σb(Mpa)σs(Mpa)δ5(%)Ψ(%) AkvJ-30℃数值 440 540 31 79 164 114 762.坡口形式:(根据图纸和设备供货)3.焊接方法:采用手工电弧焊(D)。
Q345焊接工艺规程Q345的焊接工艺一、材料介绍1. Q345化学成分如下表(%):元素C≤ Mn Si≤ P≤ S≤ Al≥ V Nb Ti含量 0.2 1.0-1.6 0.55 0.035 0.035 0.015 0.02-0.15 0.015-0.06 0.02-0.2Q345C力学性能如下表(%):机械性能指标伸长率(%)试验温度0℃抗拉强度MPa 屈服点MPa≥数值δ5≥22 J≥34 σb(470-650)σs(324-259)其中壁厚介于16-35mm时,σs≥325Mpa;壁厚介于 35-50mm 时,σs≥295Mpa2. Q345钢的焊接特点2.1 碳当量(Ceq)的计算Ceq=C+Mn/6+Ni/15+Cu/15+Cr/5+Mo/5+V/5计算Ceq=0.49%,大于0.45%,可见Q345钢焊接性能不是很好,需要在焊接时制定严格的工艺措施。
2.2 Q345钢在焊接时易出现的问题2.2.1 热影响区的淬硬倾向Q345钢在焊接冷却过程中,热影响区容易形成淬火组织-马氏体,使近缝区的硬度提高,塑性下降。
结果导致焊后发生裂纹。
2.2.2 冷裂纹敏感性Q345钢的焊接裂纹主要是冷裂纹。
二、焊接施工流程坡口准备→点固焊→预热→里口施焊→背部清根(碳弧气刨)→外口施焊→里口施焊→自检/专检→焊后热处理→无损检验(焊缝质量一级合格)三、焊接工艺参数的选择通过对Q345钢的焊接性分析,制定措施如下:1. 焊接材料的选用由于Q345钢的冷裂纹倾向较大,应选用低氢型的焊接材料,同时考虑到焊接接头应与母材等强的原则,选用E5015 (J507)型电焊条。
化学成分见下表(%):元素 C Mn Si S P Cr Mo V Ti含量 0.071 1.11 0.53 0.009 0.016 0.02 0.01 0.01 0.01力学性能见下表:机械性能指标σb(Mpa)σs(Mpa)δ5(%)Ψ(%) AkvJ-30℃数值 440 540 31 79 164 114 762. 坡口形式:(根据图纸和设备供货)3. 焊接方法:采用手工电弧焊(D)。
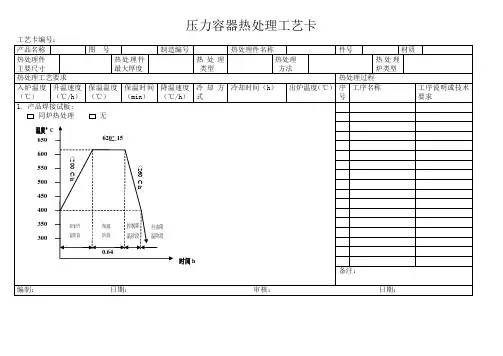
路漫漫其修远兮,吾将上下而求索- 百度文库焊接工艺评定报告焊接工艺指导书编号:WM2-11焊接工艺评定报告编号:PM2-11江苏远威重工有限公司焊接工艺指导书单位名称:江苏远威重工有限公司焊接工艺指导书编号WM2-11 日期10.9.21 焊接工艺评定报告编号PM2-11 焊接方法埋弧焊机械化程度(手工、半自动、自动)自动简图:(接头形式、坡口形式及尺寸、焊层、焊道布置及顺序焊接接头:坡口形式:I X U Y VK,单边∨⊿衬垫(材料及规格):焊缝金属或母材其他:机械加工坡口母材:类别号 I I 组别号II-1与类别号I I组别号II-1相焊及标准号GB713-2008钢号Q345R 与标准号GB713-2008钢号Q345R相焊厚度范围:母材:对接焊缝6~16mm 角焊缝不限管子直径、壁厚范围:对接焊缝管径不限、壁厚6~16mm 角焊缝不限焊缝金属厚度范围:对接焊缝≤16mm 角焊缝不限其他:适用于返修焊缝和补焊焊接材料:焊材类别焊丝焊剂焊材标准GB/T14957-1994 GB/T5293-1999填充金属尺寸(规格)Ф48~40目焊材型号/ /焊材牌号(钢号)H10Mn2 HJ431其他/ // /耐蚀堆焊金属化学成分(%):不适用C Si Mn P S Cr Ni Mo V Ti Nb 其它:无焊接位置:对接焊缝的位置:平焊焊接方向(向上、向下): / 角焊缝位置: /焊接方向(向上、向下): / 焊后热处理:温度范围(℃) 620±20 保温时间(h) 2预热:预热温度(℃)(允许最低值) 0 层间温度(℃)(允许最高值) 150 保持预热时间 / 加热方式 / 气体:无气体种类混合比流量(L/min)保护气尾部保护气背面保护气电特性:电流种类:直流极性:反接焊接电流范围(A):500~560电弧电压(V):38~42 (按所焊位置和厚度,分别列出电流和电压范围,记入下表)焊道/焊层焊接方法填充材料焊接电流电弧电压(V)焊接速度(cm/min)线能量(KJ/cm)牌号直径极性电流(A)定位焊SMAW J507 Ф3.2 反接110~130 21~251 SAW H10Mn2 Ф4 反接500~550 38~40 40~45 332 SAW H10Mn2 Ф4 反接510~560 38~42 41~46 34.4钨极类型及直径: / 喷嘴直径(mm): /熔滴过度形式: / 焊丝送进速度(cm/min): /技术措施:摆动焊或不摆动焊:不摆动摆动参数: /焊前清理和层间清理:钢丝刷+砂磨背面清根方法:碳刨或打磨单道焊或多道焊(每面):单道单丝焊或多丝焊:单丝导电嘴至工件距离(mm): / 锤击:不需要其他:无编制审核批准日期2010.9.11 日期2010.9.11 日期2010.9.11 焊接工艺评定记录卡焊接工艺指导书编号WM2-11 焊接方法SAW焊接工艺评定报告编号PM2-11 焊接位置1G焊接接头简图:基本材料牌号规格入库号Q345R δ=8mm 见质保书焊接材料牌号规格烘干温度保温时间入库号J507 Φ3.2 350℃1hH10Mn2 Φ4 见质保书HJ431 250℃2h 见质保书焊接工艺参数焊接方法焊机极性层次焊材牌号直径焊接电流(A)焊接电压(V)焊接速度(cm/min)线能量(KJ/cm)SMAW 直流反接定位焊J507 φ3.2 110 22SAW 直流反接 1 H10Mn2HJ431φ4 550 40 40 33SAW 直流反接 2 H10Mn2HJ431φ4 560 42 41 34.4其他参数钨极直径/ 喷嘴直径/保护气体/ 气体流量/ L/min 预热温度/ ℃层间温度≤150 ℃热处理温度620±20 ℃保温时间 2 H 清根方法砂磨摆动或不摆动不摆动外观检查对接焊缝宽度(mm)正面:16~18 背面: 16~18 角焊缝焊角尺寸(mm) / 对接焊缝余高(mm)正面:1 ~1.5背面:1.5 角焊缝两焊脚差(mm) / 焊缝表面质量:(有无裂纹、气孔、咬边及成型情况等)焊缝表面无裂纹、无气孔等缺陷,成形良好,结论合格。
Q345B材质钢结构现场焊接工艺的实施及质量控制方案Q345B属低合金高强结构钢,在现场施焊时,对其质量要求较高。
一.材料介绍1.材料特性:Q3t5BQ345B其中卑:片介•]; 16-33mm时・o sM325HpE唯M介十35-50mm时,0 s^29oMpa2.Q345钢的炸接特点2.1碳X屋(Ceq)的讣算Ceq二C+MnJ6+Ni/15+Cu/15+Cr.®Mo/5+V/5讣篦C€q=0・49%・大于0.45%•可见Q345钢炸接性能不是很好•需耍在焊接时制定严格的I:艺描施:2.2 Q345钢在焊接时易出现的问题2. 2.1热影响区的淬®倾向Q345钢在焊接冷却过程中•热影响区容易形成淬火组织Jy氏体,使近缝区的硕度提简•塑性下降。
结果导致焊后发生裂纹.2. 2,2冷裂纹皱感性Q345钢的炸接裂纹上要是冷裂纹。
在”板焊接拔头・扩散氢含做戈高时• 打拘束应力人同作用可能导致冷裂纹的产工。
二.焊接施工流程坡口准备f点固焊一预热f焊道施焊f焊道清理f焊后热处理f自检/专检f 无损检验'——<—'三.焊接工艺参数的选择通过对Q345钢的焊接性分析,制定措施如下:1.焊接材料的选用采用CO:气体保护炸时,炸後牌号选川的是JM-56(GB ER50-6) •其材质为H08Mn2Si:JM-56JM-56焊条手工电弧焊,选用低氢型碱性焊条E5015 (J507)或£5016(1506)型电焊条。
2.焊条的烘干:低氢型焊条烘干温度应为350'380€,保温时间应为1.5^2 小时,烘干后缓冷放置于110'120C的保温箱中存放待用,焊条重复烘干次数不宜超过两次。
3.坡口形式:(根据图纸和设备供货)柱与柱对接翼缘对接破口及梁柱连接翼缘对接破口形式::4.CO:5.焊接电流:为r避免焊缝组织粗大.适成冲击韧性下降.必须采川小规范炸援。
对f co: n体保护炸“具体描施为:6.焊接电压:电弧电压取决于弧长,弧长长短对焊缝质量影响很大。
Q345的焊接工艺一、材料介绍1. Q345化学成分如下表(%):元素C≤ Mn Si≤ P≤ S≤ Al≥ V Nb Ti含量0.2 1.0-1.6 0.55 0.035 0.035 0.015 0.02-0.15 0.015-0.06 0.02-0.2Q345C力学性能如下表(%):机械性能指标伸长率(%)试验温度0℃抗拉强度MPa 屈服点MPa≥数值δ5≥22 J≥34 σb(470-650)σs(324-259)其中壁厚介于16-35mm时,σs≥325M pa;壁厚介于35-50mm时,σs≥295Mpa2. Q345钢的焊接特点2.1 碳当量(Ceq)的计算Ceq=C+Mn/6+Ni/15+Cu/15+Cr/5+Mo/5+V/5计算Ceq=0.49%,大于0.45%,可见Q345钢焊接性能不是很好,需要在焊接时制定严格的工艺措施。
2.2 Q345钢在焊接时易出现的问题2.2.1 热影响区的淬硬倾向Q345钢在焊接冷却过程中,热影响区容易形成淬火组织-马氏体,使近缝区的硬度提高,塑性下降。
结果导致焊后发生裂纹。
2.2.2 冷裂纹敏感性Q345钢的焊接裂纹主要是冷裂纹。
二、焊接施工流程坡口准备→点固焊→预热→里口施焊→背部清根(碳弧气刨)→外口施焊→里口施焊→自检/专检→焊后热处理→无损检验(焊缝质量一级合格)三、焊接工艺参数的选择通过对Q345钢的焊接性分析,制定措施如下:1. 焊接材料的选用由于Q345钢的冷裂纹倾向较大,应选用低氢型的焊接材料,同时考虑到焊接接头应与母材等强的原则,选用E5015 (J507)型电焊条。
化学成分见下表(%):元素C Mn Si S P Cr Mo V Ti含量0.071 1.11 0.53 0.009 0.016 0.02 0.01 0.01 0.01力学性能见下表:机械性能指标σb(Mpa)σs(Mpa)δ5(%)Ψ(%)AkvJ-30℃数值440 540 31 79 164 114 762. 坡口形式:(根据图纸和设备供货)3. 焊接方法:采用手工电弧焊(D)。
Q345的焊接工艺一、材料介绍 1. Q345化学成分如下表〔%〕:元素 C≤ Mn Si ≤ P≤ S≤ Al≥ V Nb Ti 含量 0.2 1.0-1.6 0.55 0.035 0.035 0.015 0.02-0.15 0.015-0.06 0.02-0.2 Q345C力学性能如下表〔%〕:机械性能指标伸长率〔%〕试验温度0℃抗拉强度MPa 屈服点MPa≥数值δ5≥22 J≥34 σb〔470-650〕σs〔324-259〕其中壁厚介于16-35mm时,σs≥325Mpa;壁厚介于 35-50mm时,σs≥→点固焊→预热→里口施焊→背部清根〔碳弧气刨〕→外口施焊→里口施焊→自检/专检→焊后热处理→无损检验〔焊缝质量一级合格〕三、焊接工艺参数的选择通过对Q345钢的焊接性分析,制定措施如下: 1. 焊接材料的选用由于Q345钢的冷裂纹倾向较大,应选用低氢型的焊接材料,同时考虑到焊接接头应与母材等强的原如此,选用E5015 〔J507〕型电焊条. 化学成分见下表〔%〕:元素 C Mn Si S P Cr Mo V Ti 含量 0.071 1.11 0.53 0.009 0.016 0.02 0.01 0.01 0.01 力学性能见下表:机械性能指标σb〔Mpa〕σs〔Mpa〕δ5〔%〕Ψ〔%〕 AkvJ-30℃数值 440 540 31 79 164 114 76 2. 坡口形式:〔根据图纸和设备供货〕 3. 焊接方法:采用手工电弧焊〔D〕. 4. 焊接电流:为了防止焊缝组织粗大,造成冲击韧性下降,必须采用小规X焊接.具体措施为:选用小直径焊条、窄焊道、薄焊层、多层多道的焊接工艺〔焊接顺序如图一所示〕.焊道的宽度不大于焊条的3倍,焊层厚度不大于5mm.第一层至第三层采用Ф3.2电焊条,焊接电流100-130A;第四层至第六层采用Ф4.0的电焊条,焊接电流120-180A. 5. 预热温度:由于Q345钢的Ceq>0.45%,在焊接前应进展预热,预热温度T0=100-150℃,层间温度Ti≤400℃. 6. 焊后热处理参数:为了降低焊接剩余应力,减小焊缝中的氢含量,改善焊缝的金属组织和性能,在焊后应对焊缝进展热处理.热处理温度为:600-640℃,恒温时间为2小时〔板厚40mm时〕,升降温速度为125℃/h . 四、现场焊接顺序: 1. 焊前预热在翼缘板焊接前,首先对翼缘板进展预热,恒温30分钟后开始焊接. 焊接的预热、层间温度、热处理由热处理控温柜自动控制,采用远红外履带式加热炉片,微电脑自动设定曲线和记录曲线,热电偶测量温度.预热时热电偶的测点距离坡口边缘15mm-20mm. 2. 焊接 2.1 为了防止焊接变形,每个柱接头采用二人对称施焊,焊接方向由中间向两边施焊.在焊接里口时〔里口为靠近腹板的坡口〕,第一层至第三层必须使用小规X操作,因为它的焊接是影响焊接变形的主要原因.在焊接一至三层完毕后,背面进展清根.在使用碳弧气刨清根完毕后,必须对焊缝进展机械打磨,清理焊缝外表渗碳,露出金属光泽,防止表层碳化严重造成裂纹.外口焊接应一次焊完,最后再焊接里口的剩余局部. 2.2 当焊接第二层时,焊接方向应与第一层方向相反,以此类推.每层焊接接头应错开15-20mm. 2.3 两名焊工在焊接时的焊接电流、焊接速度和焊接层数应保持一致. 2.4 在焊接中应从引弧板开始施焊,收弧板上完毕.焊接完成后割掉并打磨干净. 3. 焊后热处理:焊口焊接完成后应在12小时内进展热处理.如不能与时进展热处理应采取保温、缓冷措施.在进展热处理时,应采用两根热电偶测温,热电偶点焊在焊口的里外侧. Q345钢的焊接温度曲线如如下图 4. 焊接检验根据《钢结构工程施工与验收规X》的要求,焊口采用超声波探伤法进展检验,检验比例为100%. 五、现场技术管理 1. 编制详细的焊接施工作业指导书. 2. 全过程控制焊接工艺是确保质量的核心. 每个柱接头的焊接时,应有专人监控焊接工艺,如焊工不按作业指导书施工应立即终止焊接.在焊接过程中,热处理人员应全程监控层间温度,如超标应立即通知焊工暂停. 3. 提高施工人员质量意识是贯彻焊接工艺的关键在施工前,进展全员交底,并且开取施工工艺卡.交底中详细讲解焊接工艺特点与严格控制现场焊接工艺的必要性和控制要点. 六、结论按此焊接工艺措施施工,经过实际施工的验证,此焊接工艺措施不仅能在现场指导对Q345钢的焊接,而且能够保证焊接质量.对Q345钢,是一种可焊性很好的钢材,采用埋弧焊丝H08 MnA没有问题.只是焊剂,所用的SJ301属烧结焊剂,建议用熔炼焊剂HJ431完全满足质量要求,并且对焊剂的烘干要求也不是太高.q345钢板也就是热轧钢16Mn,这种钢的焊接性比拟好,对焊接线能量的敏感性比正火钢以与调质钢等小,在选择焊接材料的时候除了要考虑强度匹配的问题,还要考虑熔合比和冷却速度以与热处理等方面因素. q345钢板埋弧焊是采用H08MNA和H08A,要具体情况而定.当不开坡口对接焊时,由于母材溶入量较多,用普通的低碳钢焊丝H08A配合高硅高锰焊剂即能达到要求.如是大坡口对接焊时,由于母材熔入量减少,如再用H08A 就使焊缝的强度偏低,因此要采用含Mn高的焊丝H08MNA或H1 0Mn2来补充焊缝中的含Mn量.另外不开坡口的角焊缝时,虽然母材的溶入量也不多,但是由于冷却速度比对接焊接时大,因此在焊接的时候还是采用低碳钢焊丝效果好些,如采用H08MNA 或H10Mn2可能会引起焊缝强度偏高、塑性偏低的后果焊接Q345R对应的焊丝为H10Mn2 +SJ101或者H10MnSi+ HJ431表7 低合金高强钢焊接材料的选用16Mn钢的焊接工艺.16Mn钢属于碳锰钢,碳当量为0.345%~0.491%,屈服点等于343MPa〔强度级别属于343MPa级〕.16Mn钢的合金含量较少,焊接性良好,焊前一般不必预热.但由于16Mn钢的淬硬倾向比低碳钢稍大,所以在低温下〔如冬季露天作业〕或在大刚性、大厚度结构上焊接时,为防止出现冷裂纹,需采取预热措施.不同板厚与不同环境温度下16Mn钢的预热温度,见表8.16Mn钢手弧焊时应选用 E50型焊条,如碱性焊条E5015、E5016,对于不重要的结构,也可选用酸性焊条E5003、E5001.对厚度小、坡口窄的焊件,可选用E4315、E4316焊条.表8 焊接16Mn钢的预热温度16Mn钢埋弧焊时H08MnA焊丝配合焊剂HJ431〔开I形坡口对接〕或H10Mn2焊丝配合焊剂HJ431〔中板开坡口对接〕,当需焊接厚板深坡口焊缝时,应选用H08MnMoA焊丝配合焊剂HJ431.16Mn钢是目前我国应用最广的低合金钢,用于制造焊接结构的16Mn钢均为16MnR和16Mng钢.低温用钢的焊接工艺.工作温度等于或低于-20℃的低碳素结构钢和低合金钢称为低温用钢,其牌号与成分,见表9.对低温用钢的主要要求是应保证在使用温度下具有足够的塑性与抵抗脆性破坏的能力.表9 低温容器用钢的牌号与成分低温用钢由于含碳量低,淬硬倾向和冷裂倾向小,所以焊接性良好.焊接时,为防止焊缝金属与热影响区形成粗晶组织而降低低温韧性,要求采用小的焊接线能量,焊接电流不宜过大,宜用快速多道焊以减轻焊道过热,并通过多层焊的重热作用细化晶粒,多道焊时要控制层间温度不得过高,如焊接06MnNbDR低温用钢时,层间温度不得大于300℃.焊接低温用钢的焊条,见表10.表10 焊接低温用钢焊条低温用钢焊后可进展消除应力热处理,以降低焊接结构的脆断倾向.3〕埋弧焊焊接材料的选配:。