CL-0016 410 热处理工艺卡
- 格式:pdf
- 大小:126.84 KB
- 文档页数:8
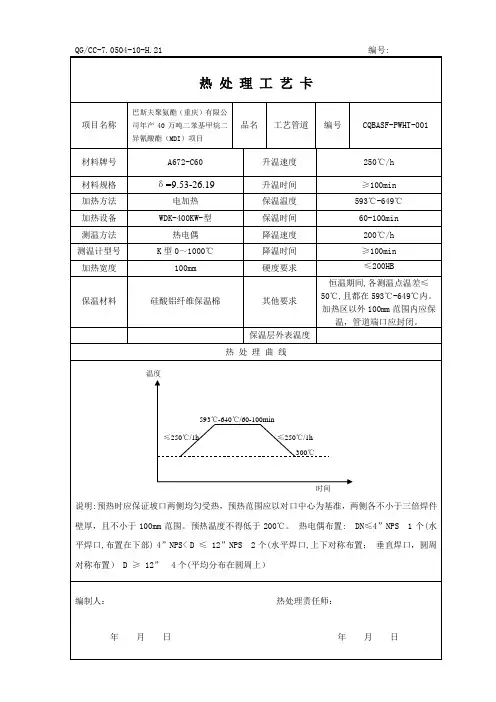
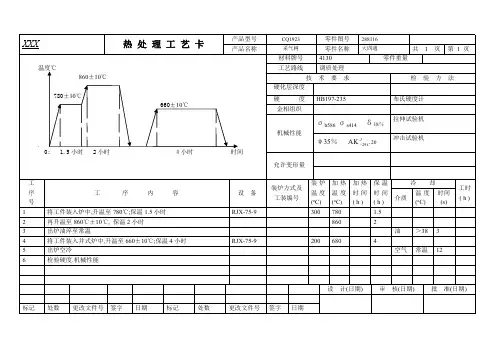
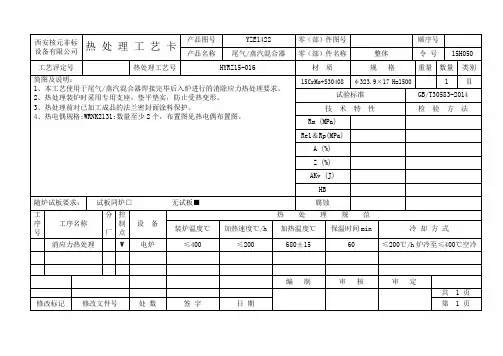
热 处 理 工 艺 卡项目名称巴斯夫聚氨酯(重庆)有限公司年产40万吨二苯基甲烷二异氰酸酯(MDI )项目品名 工艺管道 编号 CQBASF-PWHT-001材料牌号 A672-C60升温速度 250℃/h 材料规格 δ=9.53-26.19升温时间 ≥100min 加热方法 电加热 保温温度 593℃-649℃ 加热设备 WDK-400KW-型 保温时间 60-100min 测温方法 热电偶 降温速度 200℃/h 测温计型号 K 型0~1000℃降温时间 ≥100min加热宽度100mm硬度要求≤200HB保温材料 硅酸铝纤维保温棉其他要求恒温期间,各测温点温差≤50℃,且都在593℃-649℃内。
加热区以外100mm 范围内应保温,管道端口应封闭。
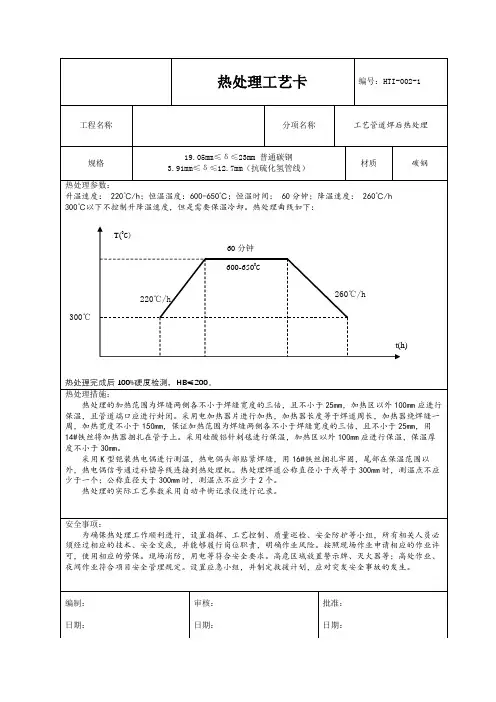
保温层外表温度 热 处 理 曲 线说明:预热时应保证坡口两侧均匀受热,预热范围应以对口中心为基准,两侧各不小于三倍焊件壁厚,且不小于100mm 范围。
预热温度不得低于200℃。
热电偶布置: DN ≤4”NPS 1个(水平焊口,布置在下部) 4”NPS< D ≤ 12”NPS 2个(水平焊口,上下对称布置; 垂直焊口,圆周对称布置) D ≥ 12” 4个(平均分布在圆周上)编制人: 热处理责任师:593℃-640℃/60-100min300℃时间温度≤250℃/1h≤250℃/1h热 处 理 工 艺 卡项目名称巴斯夫聚氨酯(重庆)有限公司年产40万吨二苯基甲烷二异氰酸酯(MDI )项目品名 工艺管道 编号 CQBASF-PWHT-002材料牌号 A106-B升温速度 250℃/h 材料规格 δ=4.78-9.53升温时间 ≥100min 加热方法 电加热 保温温度 620℃-649℃ 加热设备 WDK-400KW-型 保温时间 60-100min 测温方法 热电偶 降温速度 200℃/h 测温计型号 K 型0~1000℃降温时间 ≥100min 加热宽度100mm硬度要求≤200HB保温材料 硅酸铝纤维保温棉 其他要求恒温期间,各测温点温差≤50℃,且都在593℃-649℃内。
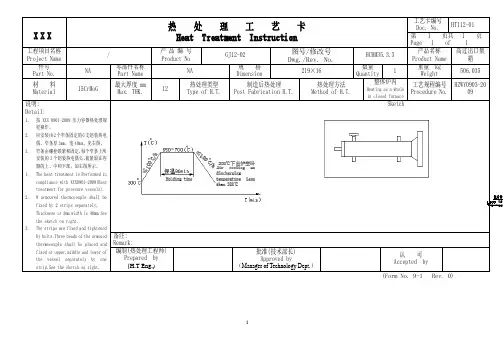
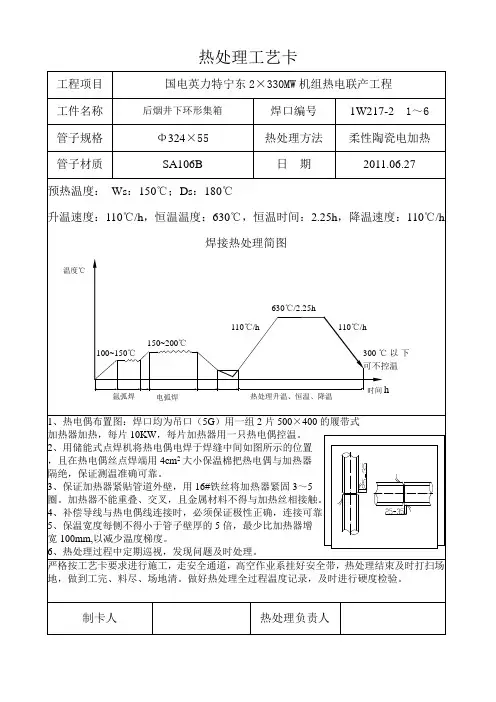
热处理工艺卡工程项目国电英力特宁东 2×330MW 机组热电联产工程工件名称后烟井下环形集箱焊口编号1W217-2 1~6管子规格Φ 324×55热处理方法 柔性陶瓷电加热管子材质SA106B日期2011.06.27预热温度: Ws:150℃;Ds:180℃升温速度:110℃/h,恒温温度:630℃,恒温时间:2.25h,降温速度:110℃/h焊接热处理简图温度℃150~200℃ 100~150℃630℃/2.25h 110℃/h110℃/h300 ℃ 以 下 可不控温氩弧焊电弧焊热处理升温、恒温、降温时间 h1、热电偶布置图:焊口均为吊口(5G)用一组 2 片 500×400 的履带式 加热器加热,每片 10KW,每片加热器用一只热电偶控温。
2、用储能式点焊机将热电偶电焊于焊缝中间如图所示的位置 ,且在热电偶丝点焊端用 4cm2 大小保温棉把热电偶与加热器 隔绝,保证测温准确可靠。
3、保证加热器紧贴管道外壁,用 16#铁丝将加热器紧固 3~5 圈。
加热器不能重叠、交叉,且金属材料不得与加热丝相接触。
4、补偿导线与热电偶线连接时,必须保证极性正确,连接可靠。
5、保温宽度每侧不得小于管子壁厚的 5 倍,最少比加热器增 宽 100mm,以减少温度梯度。
6、热处理过程中定期巡视,发现问题及时处理。
严格按工艺卡要求进行施工,走安全通道,高空作业系挂好安全带,热处理结束及时打扫场 地,做到工完、料尽、场地清。
做好热处理全过程温度记录,及时进行硬度检验。
制卡人热处理负责人热处理工艺卡工程项目国电英力特宁东 2×330MW 机组热电联产工程工件名称后烟井上集箱焊口编号1W217-1 1~4管子规格Φ 324×50热处理方法 柔性陶瓷电加热管子材质SA106B日期2011.06.27预热温度: Ws:150℃;Ds:180℃升温速度:120℃/h,恒温温度:630℃,恒温时间:2h,降温速度:120℃/h焊接热处理简图温度℃150~200℃ 100~150℃630℃/2h 120℃/h120℃/h300 ℃ 以 下 可不控温氩弧焊电弧焊热处理升温、恒温、降温时间 h1、热电偶布置图:焊口均为吊口(5G)用一组 2 片 500×400 的履带式 加热器加热,每片 10KW,每片加热器用一只热电偶控温。
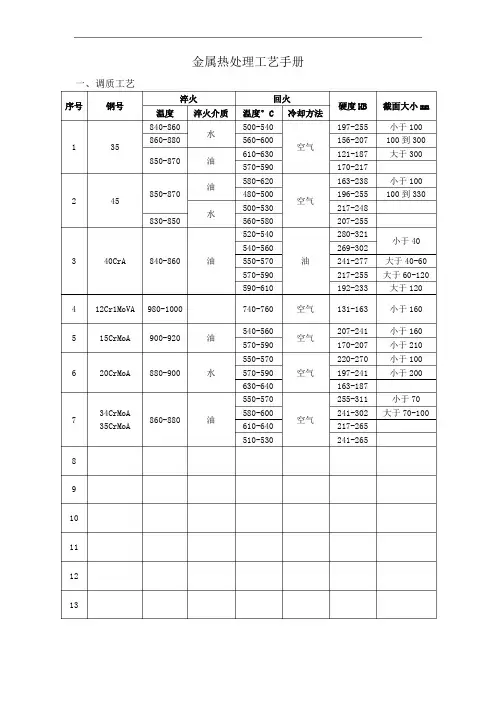
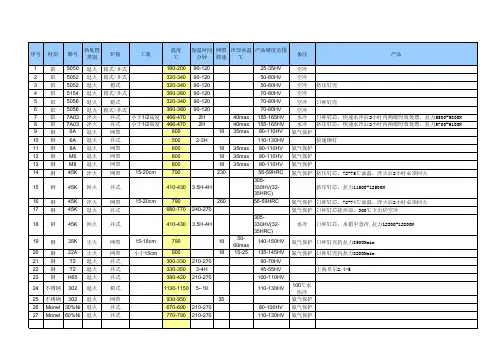
常见铸钢件的热处理工艺参数参考奥氏体不锈钢铸件固溶热处理奥氏体不锈钢热处理的主要作用是使铸造态析出的碳化物固溶到钢的奥氏体基体中,改善铸件的耐腐蚀性能。
对于应用在容易产生晶间腐蚀和点腐蚀场合的奥氏体不锈钢铸件,正确的固溶处理十分重要。
固溶处理对铸件的力学性能没有影响,但铸件热处理温度过高或保温时间过长,铸件,特别是小铸件的薄壁处,可能产生晶粒粗大,力学性能有所降低。
表1 奥氏体不锈钢铸件固溶热处理工艺参数牌号对应美国AISI 固溶温度℃保温时间出炉冷却条件备注0 Crl8Ni9 ZG07Crl9Ni9 304 1050 60分钟/25mm空冷或水冷00Crl9Ni10 ZG03Cr18Ni10 304 L 1050 60分钟/25mm空冷或水冷2Cr25Ni20 310 1093 60分钟/25mm 水冷或喷水冷却0Cr17Ni12Mo2 ZG07Cr19Ni11Mo2 316 1080 60分钟/25mm空冷或水冷00 Cr17Ni12Mo2 ZG03Cr19Ni11Mo2 316L 1080 60分钟/25mm空冷或水冷904 1150~1175水冷或喷水冷却904L 1150~1175水冷或喷水冷却00 Cr14Ni14Si4 C4 没找到相关资料马氏体不锈钢(1Cr13 1Cr13Ni 3Cr13)铸件的热处理退火:马氏体不锈钢铸件开箱后,应立即放入已经升温到退火温度的热处理炉中进行退火处理,铸件在炉内的保温时间为每25mm壁厚保温1小时。
退火工艺参数见表2。
铸件从炉中取出后,立即趁热切除冒口和浇口。
淬火:淬火工艺参数见表3和表4。
淬火加热速度为每小时50~100℃,大型铸件和壁厚差别大、结构复杂的铸件升温速度要慢。
升到淬火温度后的保温时间为每25mm壁厚保温1小时。
回火:铸件回火应在淬火后立即进行。
高温回火铸件耐蚀性好,低温回火铸件硬度高,耐磨。
回火工艺参数见表3和表4。
在回火温度保温时间为:1小时+壁厚(mm)/ 25小时。
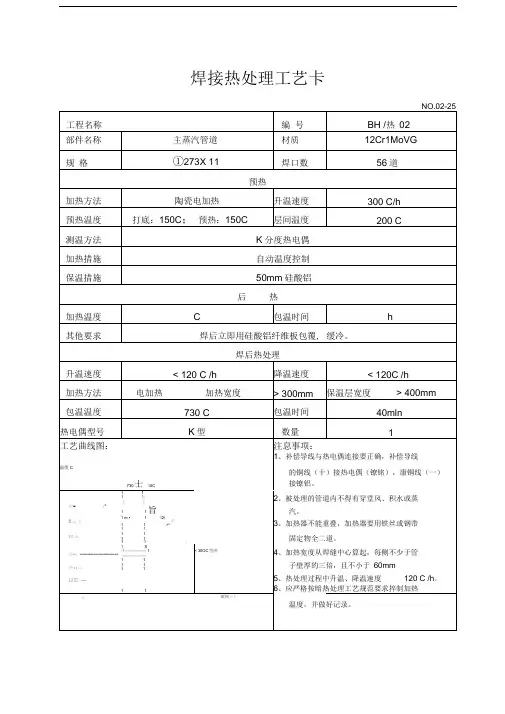
工程名称编号
部件名称材质
规格焊口数
预热
加热方法升温速度℃/h
预热温度层间温度℃
测温方法
加热措施
保温措施
后热
加热温度℃恒温时间H
其他要求
焊后热处理
加热方法升温速度℃/h 降温速度℃/h
加热宽度 mm 保温层宽度 mm
恒温温度℃恒温时间 h 热电偶型号数量
工艺曲线图:注意事项:
负责人日期检查人日期
工程名称:日期:天气: 环境温度:部件名称接头编
号
材质规格加热方法
升降温速度:℃/h 恒温温
度℃
恒温时
间h
工艺卡号
时间h 温度℃时间h 温度℃
记录要求:
1、严格按照热处理作业指导书或热处理工艺卡作业。
2、每0.5h记录一次。
3、当连续工作时间较长时,应每隔3h记录一次环境温度。
交接班记录异常情况记录:记录人
接班人
开始时间
结实时间。