海绵橡胶配方设计-Gray.Wang
- 格式:pdf
- 大小:139.54 KB
- 文档页数:6

原来橡胶制品配方是这样设计出来的?1、配方设计的目的简要说橡胶配方设计的目的是客户给定的橡胶制品的机械物理和化学性能(或制品的使用环境自己设计符合使用要求的物性),设计出橡胶材料助剂配合的最佳比例,最佳配比要满足现实工厂的生产设备、工艺要求,生产出合格的结构尺寸和物化性能橡胶制品。
配方设计顺序:a、根据制品的具体使用环境确定胶料的物化指标和应许波动范围;b、按照性能要求,根据工程师的经验确定出合适的胶料,设计出适合自己设备、模具的生产工艺条件;c、根据胶料的性能和加工工艺要求选择合适的胶料并确定相应的配比(质量份数)。
这种设计方法是先给出制品的物性,后设计所需的原料和生产工艺,所谓的倒逆分子设计方案。
由于胶料的混炼、流动和反应均未达到分子水平,只能是物料配比的估算,需要通过小实验配合,来验证配方设计的合理性(正交设计、仿真分析等不再阐述)。
2、配方设计的原则a、橡胶制品必须要符合相关的环保要求(VOCs),设计要求:产品尺寸结构、外观、气味(VOC)、ROSHREACH、食品级饮水级医疗级、细菌滋生、物理机械性能、化学耐腐蚀性能,产品收缩等等。
b、制品必须遵循:节能高效,经济合理原则,估算出原料成本、加工工艺和性能(使用要求)最佳平衡点;c、在原有的设计上不断优化材料配比(新材料的应用)和加工工艺(性设备和自动化的应用)获得预期的可行性。
3、配方设计的程序和方法a、准备和收集阶段查阅资料、标准文献,了解产品的使用环境和设计条件(温度、介质、动静负荷、温度、气候、老化、臭氧等),按照以往设计配方经验和相似配方,设计出胶料配比、加工工艺、硫化工艺等。
b、配方实验设计实验方法,一般有经验的工程师会根据以往设计经验估算出大概材料配合,实验并验证。
但:优选法、一元变量法、正交设计、回归分析、均匀设计、高等线、计算机辅助设计、仿真分析等的应用,会让我们更快更合理的找到材料设计的黄金配合点。
配方实验分为:基础配方、性能配方和满足生产的生产配方。

重点整理橡胶配方设计(Rubber Formula Design)第一章橡胶配方设计原理原料特性、工艺性能、成本核算一、拉伸强度(Tensile Strength)1.拉伸破坏理论高聚物实际破坏强度(橡胶≈20MPa)远小于理论强度(≈15GPa)。
(1)Taylor分子论观点结构不均匀性(橡胶自身无规、硫化键类型不同、填充体系分散不均匀等)⇒负载不均匀,产生应力集中,引起共价键断裂,形成局部断裂微点⇒应力集中下,断裂微点产生裂缝,裂缝进一步发展导致断裂。
(2)Griffith唯象论观点材料内部存在缺陷(空气或水分产生气泡、杂质、溶解度参数差异导致界面分离、划痕等)⇒空穴或裂缝尖端产生应力集中,形成裂纹⇒裂纹发展导致断裂2.生胶体系(1)分子结构分子间作用力大、含有极性取代基,拉伸强度高(如CR、氯化聚乙烯CM);含有支链导致排列不规则,拉伸强度低(如丁二烯聚合过程中产生不同结构的链节)。
(2)分子量分子量大(端基缺陷影响小,物理缠结点多)、门尼黏度值大,拉伸强度高。
(3)结晶与取向有利于拉伸强度,自补强橡胶NR、CR、IR、CM拉伸强度高。
(4)橡塑共混增强方式之一,如NBR/PVC、EPDM/PP。
3.硫化体系(1)交联密度交联密度增加,拉伸强度先上升后下降。
原因:起初,交联使承担外力分子链数目增加,网链承载均匀。
进一步增加交联密度,网链承载不均匀,链段运动受阻,易产生应力集中。
不同橡胶柔顺性不同,适宜交联密度不同(如硫黄加入量NR2.5phr>SBR1.8~2.0phr>EPDM1.5phr)。
硫黄用量显著影响交联密度,拉伸强度随硫黄用量增加,先上升后下降。
(2)交联键类型拉伸强度:—S x—>—S1,2—>—C—C—。
原因:多硫键键能虽低,但柔软易变形,拉伸过程中耗散大量能量,且断裂后产生自由基易重新结合。
准速级促进剂与中速级联用,如M、DM与D并用。
4.补强填充体系(1)补强剂结构粒径小、结构度高、表面活性高,拉伸强度高。
海绵橡胶配方设计中国化工集团昊华化工总公司南方(桂林)橡胶有限责任公司---王公波2011-6-30海绵橡胶按孔眼的结构可分为:开孔、闭孔和混合孔三种。
用干胶制造海绵橡胶时,对胶料有如下要求。
①胶料应有足够的可塑度。
胶料的可塑度与海绵橡胶的密度、孔眼结构及大小、起发倍率等有密切关系,料的威氏可塑度一般控制在0.5以上。
因此要特别注意其生胶的塑炼,尤其是天然橡胶,应采用三段或者四段塑炼,薄通次数多达40~60次。
②配合剂,尤其是发泡剂分散要均匀。
配合剂分散要均匀,不得有结团现象,也不得混入杂质,否则会造成孔眼大小不均、鼓大泡现象。
最好是先制成母胶,停放1天后过滤,然后再加入发泡剂和硫化剂。
全部混炼好的胶料,至少要停放2~7天后使用,以利于配合剂的分散。
③发泡速率和硫化速率要相匹配。
这是海绵橡胶生产中最为重要的技术。
④胶料的传热性要好,使内外泡孔均匀、硫化程度一致。
⑤发泡时胶料内部产生的压力要大于外部压力。
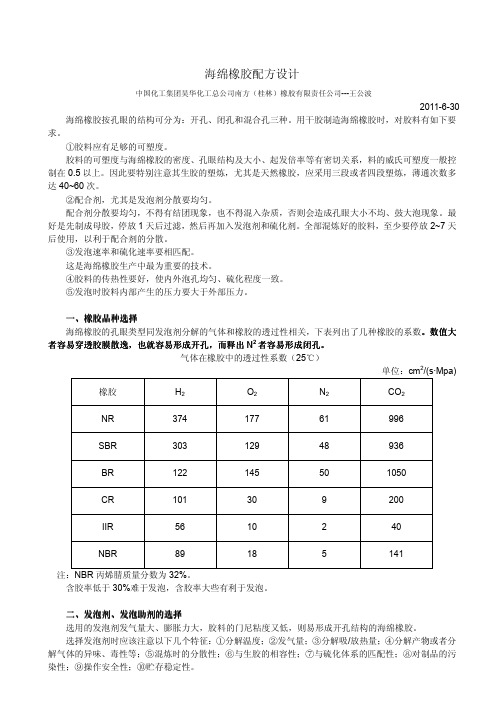
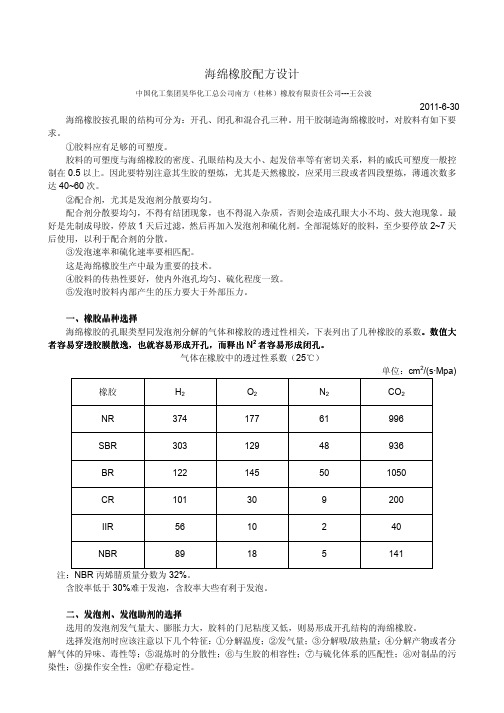
一、橡胶品种选择海绵橡胶的孔眼类型同发泡剂分解的气体和橡胶的透过性相关,下表列出了几种橡胶的系数。
数值大者容易穿透胶膜散逸者容易穿透胶膜散逸,,也就容易形成开孔也就容易形成开孔,,而释出N 2者容易形成闭孔者容易形成闭孔。
气体在橡胶中的透过性系数(25℃)单位:cm 2/(s·Mpa)橡胶 H 2 O 2 N 2 CO 2 NR 374 177 61 996 SBR 303 129 48 936 BR 122 145 50 1050 CR 101 30 9 200 IIR 56 10 2 40 NBR89185141注:NBR 丙烯腈质量分数为32%。
含胶率低于30%难于发泡,含胶率大些有利于发泡。
二、发泡剂发泡剂、、发泡助剂的选择选用的发泡剂发气量大、膨胀力大,胶料的门尼粘度又低,则易形成开孔结构的海绵橡胶。
选择发泡剂时应该注意以下几个特征:①分解温度;②发气量;③分解吸/放热量;④分解产物或者分解气体的异味、毒性等;⑤混炼时的分散性;⑥与生胶的相容性;⑦与硫化体系的匹配性;⑧对制品的污染性;⑨操作安全性;⑩贮存稳定性。

海绵橡胶制品的配方设计:1 海绵橡胶对胶料的要求(门尼粘度30~50)1.1、胶料应具有较高的可塑度,它影响到多孔橡胶孔眼的大小和密度;1.2、海绵橡胶的发孔速度和硫化速度要尽量一致,当开始发孔时,胶料已初步硫化,以使孔壁有一定的强度,以免气体冲破孔壁形成开孔。
如果发孔速度慢于硫化速度时,则孔眼小,表面胶层厚;若硫化速度慢于发孔速度时,则发孔大,不均匀及表皮较薄,这是影响多孔橡胶质量好坏的关键因素;1.3、胶料在发孔时,其内部压力应大于外表压力,否则发布起来;1.4.胶料的传热性要好,可使内外发孔均匀及硫化程度一致;1.5.橡胶孔眼的结构类型大体上决定于发泡产生气体时橡胶的透气性,如透气性低时,制得的时闭孔橡胶;相反,如透气性高时,则制得的是开孔橡胶。
2、配方设计要点2.1、生胶的选择一般,NR和各种合成橡胶都可用于制造海绵橡胶,如要求耐磨性好的多孔橡胶,最好采用高苯乙烯、聚氨酯橡胶;要求耐油的,最好选用CR和NBR;要求耐热的,最好选用丁基橡胶、EPDM和MVQ;要求耐寒的,选用NR和顺丁橡胶;要求耐酸碱的,最好选用SBR、CR。
2.2、硫化体系根据生胶品种选定硫化体系,因多孔橡胶配方中有发泡剂,所以,选用的促进剂、交联剂等对发泡剂应具有稳定性,不能使发泡剂分解。
还有,促进剂应不影响和干扰有色多孔橡胶的色泽,也不应使胶料有早期硫化现象,应使胶料具有良好的耐老化性。
一般常用的促进剂有M、DM、D和醛胺缩合物等。
活性剂为氧化锌4~5份,硬脂酸3~5份.2.3、发泡剂分为化学、物理发泡剂两大类。
常用的化学发泡剂主要有无极和有机两类。
无极发泡剂主要包括NaHCO3、ANCO3、亚硝酸钠等。
对发泡剂的要求是:(1)、硫化时放出的气体量要大以免陷塌,填充孔穴;(3)、在胶料中的分散性要好;(4)、它所分解出的气体应无毒、无臭、无污染、无变色。
发泡剂和硫化体系都直接影响孔眼结构类型。
若要获得开孔结构,可用小苏打为发泡剂,他在预成型阶段就获得开孔结构,因此孔腔在尚未牢固的情况下,即遭到破坏,形成开孔。
海绵橡胶1简介海绵橡胶。
海绵状多孔结构的硫化橡胶。
有开孔、闭孔、混合孔和微孔之分。
可制成软橡胶或硬橡胶制品。
质轻、柔软、有弹性、不易传热。
具有防震、缓和冲击、绝热、隔音等作用。
用合成橡胶制成的还具有耐油、耐老化、耐化学药品等特点。
广泛用于汽车、飞机、化学、日用品等工业,用作保温、隔音、防震材料,以及制座垫、床垫、医疗机械、卫生用品、体育用品等。
可由生橡胶中加起泡剂(如碳酸铵、尿素、偶氮二异丁腈等)或上浓缩的胶乳经搅拌鼓入空气,再经硫化而成。
2成分材料所有的橡胶,EVA(乙烯一醋酸乙烯醋),高苯乙乙烯,以及橡塑共混的热塑性弹性体,均可用来制造海绵橡胶。
具体胶种的选择,应根据制品的使用条件、制品物化性能的指标、制造方法及加工性能等进行综合考虑来确定。
普通的海绵橡胶主要选用天然橡胶、丁苯橡胶、丁二烯橡胶;档次较低(如胶鞋普通中底)的可使用再生胶;高级无臭鞋垫使用EVA/橡胶并用,制造微孔鞋底可采用EVA或高苯乙烯与通用橡胶并用,或采用丁睛橡胶与聚氯乙烯共混;耐油的可选用丁睛橡胶、氯丁橡胶、丁睛橡胶/聚氯乙烯、环氧化天然橡胶等;要求耐热、耐臭氧老化时,可选用三元乙丙橡胶和硅橡胶;轻质(相对密度小于1)且高硬度(不小于80)、弯折回弹性优异的发泡片材常要用塑料/橡胶并用,单靠sBs或橡胶难以达到此综合要求。
从使用寿命、工艺、成本等综合考虑,较为理想的胶种是三元乙丙橡胶、氯丁橡胶;天然橡胶、丁苯橡胶、顺丁橡胶及其与塑料的共混料,多用于制造民用海绵橡胶制品。
三元乙丙橡胶、氯丁橡胶多用于制造工业海绵橡胶制品。
3配方及制备3.1发泡剂的要求用于海绵橡胶的发泡剂,应满足如下要求。
①贮存稳定性好,对酸、碱、光、热稳定。
②无毒、无臭、对人体无害,发泡后不产生污染,无臭味和异味。
③分解时产生的热量小。
④在短时间内能完成分解作用,且发气量大,可调节。
⑤粒度均匀、易分散,粒子形态以球形为好。
⑥在密闭的模腔中能充分分解。
选择发泡剂时应该注意以下几个特性:①分解温度;②分解气体的量;③分解时产生的热量(放热反应、吸热反应);④分解气体和分解生成物的异味、毒性等卫生性能;⑤混炼时的分散性能;⑥与生胶的相容性;⑦与硫化体系的匹配性;⑧对制品的污染性;⑨操作安全性;⑩贮存稳定性等。
海绵橡胶配方设计中国化工集团昊华化工总公司南方(桂林)橡胶有限责任公司---王公波2011-6-30海绵橡胶按孔眼的结构可分为:开孔、闭孔和混合孔三种。
用干胶制造海绵橡胶时,对胶料有如下要求。
①胶料应有足够的可塑度。
胶料的可塑度与海绵橡胶的密度、孔眼结构及大小、起发倍率等有密切关系,料的威氏可塑度一般控制在0.5以上。
因此要特别注意其生胶的塑炼,尤其是天然橡胶,应采用三段或者四段塑炼,薄通次数多达40~60次。
②配合剂,尤其是发泡剂分散要均匀。
配合剂分散要均匀,不得有结团现象,也不得混入杂质,否则会造成孔眼大小不均、鼓大泡现象。
最好是先制成母胶,停放1天后过滤,然后再加入发泡剂和硫化剂。
全部混炼好的胶料,至少要停放2~7天后使用,以利于配合剂的分散。
③发泡速率和硫化速率要相匹配。
这是海绵橡胶生产中最为重要的技术。
④胶料的传热性要好,使内外泡孔均匀、硫化程度一致。
⑤发泡时胶料内部产生的压力要大于外部压力。
一、橡胶品种选择海绵橡胶的孔眼类型同发泡剂分解的气体和橡胶的透过性相关,下表列出了几种橡胶的系数。
数值大者容易穿透胶膜散逸者容易穿透胶膜散逸,,也就容易形成开孔也就容易形成开孔,,而释出N 2者容易形成闭孔者容易形成闭孔。
气体在橡胶中的透过性系数(25℃)单位:cm 2/(s·Mpa)橡胶 H 2 O 2 N 2 CO 2 NR 374 177 61 996 SBR 303 129 48 936 BR 122 145 50 1050 CR 101 30 9 200 IIR 56 10 2 40 NBR89185141注:NBR 丙烯腈质量分数为32%。
含胶率低于30%难于发泡,含胶率大些有利于发泡。
二、发泡剂发泡剂、、发泡助剂的选择选用的发泡剂发气量大、膨胀力大,胶料的门尼粘度又低,则易形成开孔结构的海绵橡胶。
选择发泡剂时应该注意以下几个特征:①分解温度;②发气量;③分解吸/放热量;④分解产物或者分解气体的异味、毒性等;⑤混炼时的分散性;⑥与生胶的相容性;⑦与硫化体系的匹配性;⑧对制品的污染性;⑨操作安全性;⑩贮存稳定性。
发泡剂种类: 分解温度 理论发气量 发泡助剂 备注碳酸氢钠 140℃ 270mL/g SA 碳酸氢铵 850 mL/g 碳酸铵无机发泡剂分解温度低,在胶料尚未呈现硫化活性时即已开始发泡;发气量大,气体渗透性大,因此在发泡过程中孔腔尚未牢固的情况下即会遭到破坏,只能制造孔眼粗大的开孔结构海绵。
AC 200℃ 250mL/gSA 、尿素、ZnO 、吸湿剂CaO 、硫化促进剂 一、独立气泡多,且泡孔呈细微状,从而使橡胶表面状况良好。
二、发气量大,可获得高倍率的产品,发泡倍率随用量的增加而增加。
三、胶料中的水分和停放时的潮气会延迟硫化速率,其结果是影响发泡倍率,因此必须防止胶料和配合剂受潮。
四、热分解时释放氨气,致使海绵收缩率大。
H 200℃ 250mL/gSA 、尿素、明矾 一、与尿素并用,可生成有硫化促进作用的副产物六亚甲基四胺而加快硫化速率。
二、分解时会生成毒性大的甲醛和具有强烈异味的六亚甲基四胺。
三、在胶料中的分散性不如AC 。
四、热分解时释放氨,致使海绵收缩率大。
OBSH一、焦烧速率快,交联密度低,其原因为分解产物为酸性物质。
二、与AC 、H 相比,发气量少,发泡倍率低,用量再大也不能制得高发泡倍率的海绵橡胶。
三、无污染性,可制得白色海绵橡胶。
四、有一定的吸湿性,分散性差。
发泡剂H 对硫化过程的影响不大对硫化过程的影响不大,,当H 的用量在0~12份时能有效调节发泡体的密度和硬度份时能有效调节发泡体的密度和硬度,,若再增大H 的用量的用量,,试样在弹出模腔时会出现鼓泡翘曲现象试样在弹出模腔时会出现鼓泡翘曲现象。
对EPDM 海绵胶料海绵胶料,,强弱不同的硫化体系对发泡剂H 的分解速度和发气量几乎无影响的分解速度和发气量几乎无影响,,见下图。
这为采用不同的硫化体系进行发泡提供了方便。
在实际的加工温度下,发泡剂的分解无诱导期,发泡明显快于硫化,即在发泡剂分解接近完成后硫化才刚刚开始,硫化曲线见下图:结合实际的发泡效果结合实际的发泡效果((如下表所示如下表所示)),,过弱或过强的硫化体系都利于得到高发泡率和外观优良的发泡过弱或过强的硫化体系都利于得到高发泡率和外观优良的发泡材料材料。
最佳的配合是选择硫化诱导期与发泡剂完全分解时间相当的硫化体系最佳的配合是选择硫化诱导期与发泡剂完全分解时间相当的硫化体系,,这一方面便于控制开始时的硫化程度硫化程度,,另一方面有利于厚制品的均匀发泡另一方面有利于厚制品的均匀发泡。
因此选用常规硫磺硫化体系因此选用常规硫磺硫化体系,,其发泡过程与硫化过程能良好匹配好匹配,,发泡效果好发泡效果好。
不同硫化体系下EPDM 的发泡体性能 硫化体系密度(g/cm3) 硬度 备注含超促进剂的硫磺硫化体系 0.350 30 孔径小,表面光滑 常规硫磺硫化体系 0.280 25 孔径适中,表面较平整 延迟性硫磺硫化体系 0.276 22 孔径适中,表面不光滑 过氧化物硫化体系0.27421孔径大,表面不平整发泡剂用量与发泡倍率的关系如下图表所示,OBSH的发泡倍率基本不受用量影响,但AC则随用量的增加而增加。
试验用发泡剂变量配方为:EPDM(丙烯47%)100 CaCO340 BZ 1.5SA 1 Paraffin oil 45 M 1.5ZnO 5 CaO 5 DPTT 0.7FEFCB 70 PZ 1 S1.5发泡助剂的用量一般为发泡用量的50%~100%,使用发泡助剂时,要注意对硫化速率的影响。
三、硫化体系的选择设计海绵橡胶硫化体系的原则是,使胶料的硫化速度与发泡速度相匹配。
天然橡胶一般选用硫磺-促进剂硫化体系,硫磺的用量为1.5~3.0份。
促进剂采用DM(或者CZ)与TMTD、PZ、D、M等并用。
无论选择哪一个硫化体系,必须要使硫化速度与发泡速度相匹配,这是胶料能否发泡以及形成气孔状态好坏的关键。
硫化速度与海绵结构硫化条件与状态海绵结构发泡先于硫化(焦烧前)此时胶料尚未开始交联,黏度很低,气体容易跑掉,造成发泡不足和表面不光滑,容易形成不均匀的大孔及表皮非常薄的制品。
发泡先于硫化(焦烧后,热硫化前期)胶料黏度仍较低,孔壁较弱,容易形成开孔,气泡不均匀,表面粗糙发泡与硫化同时进行胶料已经有足够的交联,黏度较高,孔壁较强,开孔、闭孔搭配较理想,但实施困难发泡后于硫化交联过度,黏度太高,壁厚,易变成闭孔,发泡不足,严重时不能发泡。
生产出的是厚表皮的小孔制品,硬度高、弹性低。
低温长时间硫化开孔多,表皮薄高温短时间硫化 闭孔多,表皮厚欠硫 发泡不均匀,物理性能差,易变形 最佳硫化 发泡均匀,物理性能良好 过硫发泡度降低,表面硬化或者软化天然橡胶拖鞋海绵底配方中硫磺的用量可确定为3~3.5份,比一般天然橡胶制品配方中的硫磺用量高。
增加硫磺用量可增加橡胶分子链间的交联键数量,减弱长链分子的活动性,有利于降低海绵橡胶的收缩率。
当天然橡胶与顺丁橡胶并用时,随着顺丁橡胶比例的增加,硫磺用量应相应减少,譬如掺用25%顺丁橡胶时,硫磺用量可确定为2~2.5份,此并用胶料中,硫磺用量过多会影响硫化胶的强伸性能和屈挠性能。
促进剂的品种和用量决定了硫化速度与发泡速度的匹配情况。
较好的硫化状态是在胶料受热开始发泡阶段阶段,,促进剂不显活性促进剂不显活性,,一经发泡促进剂迅速起作用一经发泡促进剂迅速起作用,,以防止孔壁塌陷以防止孔壁塌陷。
一般情况下,可以使用促进剂DM 与CZ 并用或DM 与M 并用。
硬脂酸的使用对海绵橡胶是重要的。
硬脂酸与氧化锌相配合,在橡胶中起硫化活性剂的作用,影响着硫化速度;硬脂酸本身又是发泡剂H 、AC 等的发泡助剂,影响着发泡过程;硬脂酸在海绵橡胶中有发散硬脂酸在海绵橡胶中有发散气体的作用气体的作用,,使海绵胶易于得到闭孔性的孔眼使海绵胶易于得到闭孔性的孔眼;硬脂酸还是良好的软化剂. 硬脂酸在一般橡胶制品配方中用量为0.5~1.5份,而在海绵胶料中通常使用量都较高,以使硫化后海绵制品的柔软性好,发泡均匀,但是硬脂酸用量过大会起副作用硬脂酸用量过大会起副作用硬脂酸用量过大会起副作用。
为了获得理想的综合性能,用量以3份为宜。
只有普通硫化仪时只有普通硫化仪时::常压高温连续硫化的海绵胶料,通过无发泡剂的胶料的硫化仪曲线及有发泡剂的胶料的厚度与时间曲线的对照比较,控制海绵胶料在硫化仪的t20时开始发泡,在t50时基本发泡完毕,可减少海绵胶内部气孔连通、表面气孔及塌陷,而获得质优产品。
就模压法生产海绵橡胶来说,有自由发泡法(V 胶料<V 模腔)、膨胀发泡法(V 胶料稍大于V 模腔)、减压发泡法(V 胶料=V 模腔)。
注意:减压发泡法减压发泡法::V 胶料=V 模腔模腔。
阳模接触胶料表面加压加热一定时间后模接触胶料表面加压加热一定时间后,,减压升起至V 模腔2>V 模腔1,胶料发泡充满模腔2,然后加压加热硫化然后加压加热硫化,,这是制取尺寸稳定这是制取尺寸稳定、、表面光洁的开孔或者闭孔海绵制品的较好方法较好方法。
一般海绵橡胶胶料的可塑度较大,不易焦烧。
但有时也加入适量的防焦剂,目的不是防止焦烧,而是调节发泡剂的分解速度和硫化速度,其用量一般为0.1~0.5份,最高时可达1份。
四、填充体系的选择海绵橡胶对填充剂的要求是密度小、分散好,不会使胶料硬化,能调节胶料的可塑度和流动性,以及有助于海绵的发泡。
一般地,各种填充剂对发泡剂的分解温度和分解速度无影响,但对于海绵橡胶的强度、耐久性等性能的改善、加工性能的改善、微孔结构的分布是否均匀以及成本等方面都是非常重要的。
填充剂的分散性很重要,其粒子的均匀分散能促进孔坯的形成,关系到发泡的均匀性及制品的表面外观。
分散好的填充剂有半补强炭黑、易混炭黑、轻质碳酸钙等。
油膏可作为增容剂使用,兼有软化剂作用,但用量不宜过大。
白炭黑、陶土、碳酸镁也可使用,但要注意分散性。
最好采用几种填充剂并用,但用量不宜过大,否则会增大海绵橡胶的密度。
白炭黑、陶土等填料,其密度大,不利于获取低密度制品,对AC 、H 等发泡剂的吸附,必须从配方与混炼工艺上加以解决。
EPDM 生胶强度差,故选用炭黑作补强剂,并在此基础上随着碳酸钙用量的加大,发泡率减小,密度增大、硬度增大。
其中轻质碳酸钙的影响明显大于重质碳酸钙,当其用量达到60份后,EPDM 难于发泡,还会出现明显的鼓泡现象。
相对来说,重质碳酸钙用量以20~50份为宜。
说明粒径较大的填料有利于EPDM 的模压发泡。
补强性小的中粒子炭黑、半补强炭黑及快压出炉黑(挤出海绵胶用)的效果较好。
补强性高的填充剂因会提高胶料黏度而不适宜,硬质陶土和滑石粉关填充剂的效果较好。