高强钛合金小直径深孔加工工艺_侯忠海
- 格式:pdf
- 大小:307.52 KB
- 文档页数:5
航空钛合金零件深孔钻削工艺潘玉良;姜雪梅;姜莹【摘要】针对钛合金深孔加工技术难题,采用枪钻加工某航空钛合金零件的深孔.在深入分析零件工艺特性的基础上设计了合理的工艺方案,改进了钻削走刀工艺路线,并通过工艺试验验证了钻削工艺参数.结果表明,在合理制定的工艺方案中,预钻孔深度稍大于2倍孔直径的长度可使枪钻切削滞后于枪钻加速,有效提高刀具寿命和加工质量;通过优选钻削工艺参数可提升钛合金深孔结构的加工效率和精度.【期刊名称】《沈阳航空航天大学学报》【年(卷),期】2016(033)002【总页数】5页(P41-45)【关键词】航空钛合金;深孔;枪钻;钻削【作者】潘玉良;姜雪梅;姜莹【作者单位】沈阳黎明航空发动机(集团)有限责任公司技术中心,沈阳110043;沈阳黎明航空发动机(集团)有限责任公司技术中心,沈阳110043;沈阳黎明航空发动机(集团)有限责任公司技术中心,沈阳110043【正文语种】中文【中图分类】TG523钛合金由于其比强度高、耐蚀性好、耐热性高等特点,在航空航天领域得到大量应用,但是钛合金的机加性能差成为制约钛合金应用的技术瓶颈[1-6]。
钛合金切削加工特点包括:(1)刀具切屑单位接触面积上的切削力大,使刃尖部位应力集中,容易造成刀具磨损或破损;(2)黏刀现象严重,容易引起严重的黏结磨损;(3)由于刀具中的TiN和TiC等与被加工的钛合金之间易发生化学反应及熔覆现象,导致钛合金与刀具之间有很强的亲和力,以致造成刀具严重磨损[7-9];(4)由于钛合金具有较强的冷作硬化特性,如果进给量过小,导致加工道次增加,加剧冷作硬化层对刀具的磨损。
因此,钛合金加工过程中应使刀刃的粗糙度尽可能小,以保证排屑流畅并避免崩刃,并尽可能使用导热性能良好的、强度高的细晶粒钨钴类硬质合金刀具,为提高刀具耐用度,应采用较小的前角,后角应比切普通钢的后角大,刀尖采用圆弧过渡刃,刀刃上避免出现尖角[10]。
以往的钛合金小尺寸系列深孔加工通常采用接长麻花钻[11],不仅无法实现自动连续排屑,而且冷却润滑液难以供入。
钛合金深孔高效精密加工工艺分析发布时间:2021-07-01T15:31:08.990Z 来源:《科学与技术》2021年7期作者:蒙万传叶建国[导读] 围绕钛合金深孔高效精密加工工艺的具体应用展开分析,有利于提升钛合金深孔加工效率,保证加工精密度,蒙万传叶建国贵州航天风华精密设备有限公司贵州贵阳550000摘要:围绕钛合金深孔高效精密加工工艺的具体应用展开分析,有利于提升钛合金深孔加工效率,保证加工精密度,具备较强的实践意义。
以此为基础,本文简要分析了钛合金材料的特性,并从优化加工方法、表面粗糙度分析、改善装夹方案等方面对其工艺要点予以论述,希望为钛合金材料的深孔高效精密加工提供新的指引。
关键词:钛合金深孔精密加工工艺前言:深孔加工指的是孔长与孔径比超过6的孔加工。
而针对钛合金材料的深孔加工,理应从加工工艺角度优化深孔加工效果。
尤其在加工折叠翼面深孔、管制类零件中,应结合深孔加工特征,改善原有加工现状。
经由新工艺还可降低孔偏斜等不良事件的发生率,促使钛合金深孔加工在安全可靠的环境下,生产出更多优质钛合金产品。
一、钛合金材料的特性钛合金材料主要具有下列三种特性:(1)强摩擦。
钛合金可用于生产飞机航天器等军用品。
根据过往的经验,钛合金虽有一定的应用优势,但成本偏高,且加工难度较大,故应从加工工艺方面进行探究,希望降低加工难度,尽量节省成本支出。
钛合金最早出现在1954年,此种材料的特性为:导热性较低、摩擦系数较大。
切削钛合金材料时,刀尖在摩擦力的作用下会产生更高的温度,远超过一般技术材料。
不仅如此,切削钛合金材料后的刀具均会在不同程度上出现“钝性”。
(2)亲和力。
钛合金实际加工结果显示,此种材质具有较强的亲和力,能够与多种金属实现“连接”。
最常见的连接形式为:与钢进行连接,可全面提升整个工作面的牢固度。
需要注意的是,在加工钛合金的过程中,由于碎屑的出现频率较高,故刀具很容易与其发生粘结,会加快刀具的磨损速度。
浅谈钛合金的深孔钻削加工工艺作者:刘永平来源:《科技资讯》2012年第01期1钛合金深孔钻削加工时存在的问题在对钛合金进行深孔钻削加工时,由于这种加工工业需要在半封闭的情况下才能够进行,所以在加工时不能能对钻削的状况进行观察,同时,由于热量不能及时传散,对钛合金的切削效果产生直接影响,主要存在以下四个方面的问题。
第一,在进行深孔加工时,加工系统会出现冷却,排屑等问题,这都是由深孔加工工艺自身的特性决定的。
第二,在对钛合金进行深孔时,刀具内部会产生大量的切屑,这也是深孔钻削加工存在的问题之一。
第三,钛合金的深孔钻削加工,需要保证在较高的温度中进行,这就导致刀具的磨损程度加重,主要有粘结磨损和扩散磨损等,在很大程度上缩短了刀具的使用时间,降低了刀具的耐久性。
第四,深孔钻削还存在着导向的问题,这是因为深孔具有较大的长径比,而且对钻杆的长度和粗细程度也有要求,如果较细,则容易产生振动先下个,使得钻孔的导向出现偏斜现象,进而对整个工艺效果都有直接影响,所以深孔钻削加工的导向问题也是急需解决的问题之一。
2钛合金的深孔钻削加工工艺对钛合金进行深孔钻削加工时,主要有以下六个步骤。
第一,选择适当的深孔钻削加工系统。
如果进行钛合金钻孔的孔径小于30mm,那么可以使用DF加工系统,因为DF加工系统的机构更为简单,同时拥有强大的排屑能力,因此,这种加工系统具有广泛的应用。
如果钻孔的孔径较大,那么就可以采用BTA加工系统,因为它的冷却能力和润滑、排屑等能力都很强。
第二,选择结构合适的钻头。
进行深孔钻削加工的钻头主要有三种,即深孔麻花钻、枪钻和内部排屑深孔加工钻头。
如果需要进行钻孔的空进较小,一般为6mm,那么可以采用枪钻进行钻孔,如果钻孔的内径小于30mm,则可以使用深孔麻花钻或者内径较小的内部排屑深孔加工钻头进行钻孔;如果需要进行内径较大的深孔加工时,则多在内部排屑深孔加工钻头中选择合适的具体类型,一般来说最常用的是多刃错齿内部排屑的深孔加工钻,因为这种结构的钻头具有合理的刀片分布,并且可以保持较好的深孔加工的导向。
钛合金小直径深孔的钻削加工
袁安富
【期刊名称】《现代机械》
【年(卷),期】1991(000)001
【总页数】2页(P40-41)
【作者】袁安富
【作者单位】无
【正文语种】中文
【中图分类】TG523
【相关文献】
1.超细长小直径深孔振动钻削工艺 [J], 刘战锋;黄华;徐旭松
2.小直径深孔振动钻削钻头的研究 [J], 徐旭松;杨将新;孙志英;刘战锋
3.钛合金小直径深孔的振动钻削研究 [J], 李言;薛万夫
4.TC4钛合金深孔(钻削)套料加工系统及其刀具研究 [J], 刘战锋; 谢健康
5.小直径深孔超声振动钻削装置的设计 [J], 王天琦;刘战锋;张燕芳;李海涛;张海东因版权原因,仅展示原文概要,查看原文内容请购买。
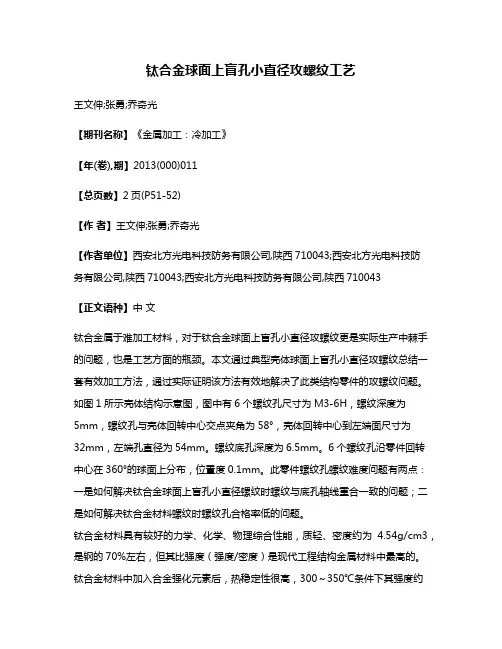
钛合金球面上盲孔小直径攻螺纹工艺王文伸;张勇;乔奇光【期刊名称】《金属加工:冷加工》【年(卷),期】2013(000)011【总页数】2页(P51-52)【作者】王文伸;张勇;乔奇光【作者单位】西安北方光电科技防务有限公司,陕西710043;西安北方光电科技防务有限公司,陕西710043;西安北方光电科技防务有限公司,陕西710043【正文语种】中文钛合金属于难加工材料,对于钛合金球面上盲孔小直径攻螺纹更是实际生产中棘手的问题,也是工艺方面的瓶颈。
本文通过典型壳体球面上盲孔小直径攻螺纹总结一套有效加工方法,通过实际证明该方法有效地解决了此类结构零件的攻螺纹问题。
如图1所示壳体结构示意图,图中有6个螺纹孔尺寸为M3-6H,螺纹深度为5mm,螺纹孔与壳体回转中心交点夹角为58°,壳体回转中心到左端面尺寸为32mm,左端孔直径为54mm。
螺纹底孔深度为6.5mm。
6个螺纹孔沿零件回转中心在360°的球面上分布,位置度0.1mm。
此零件螺纹孔螺纹难度问题有两点:一是如何解决钛合金球面上盲孔小直径螺纹时螺纹与底孔轴线重合一致的问题;二是如何解决钛合金材料螺纹时螺纹孔合格率低的问题。
钛合金材料具有较好的力学、化学、物理综合性能,质轻、密度约为4.54g/cm3,是钢的70%左右,但其比强度(强度/密度)是现代工程结构金属材料中最高的。
钛合金材料中加入合金强化元素后,热稳定性很高,300~350℃条件下其强度约比铝合金高8倍。
因而钛合金材料在各行业的应用愈来愈广。
钛合金球面上盲孔小直径螺纹的技术难点有:(1)钛合金球面上盲孔小直径螺纹时螺纹底孔轴线难控制,容易与丝锥旋转轴线成夹角。
(2)钛合金材料的性能决定了螺纹时转矩大、散热及冷却效果差,导致丝锥磨损快、易折断,寿命低。
(3)钛合金材料弹性模量小,屈强比高,加工变形回弹量大,通常螺纹过程控制后螺纹中径偏小,导致螺纹不合格。
(1)控制螺纹底孔直径大小:钛合金材料弹性模量小、加工回弹量大,攻螺纹时底孔直径尺寸的确定尤为关键。