深孔加工技术ppt课件
- 格式:ppt
- 大小:12.17 MB
- 文档页数:56
机械加工深孔加工技术汇报人:2024-01-02•深孔加工技术概述•深孔加工的工艺流程•深孔加工的刀具与设备目录•深孔加工的质量控制•深孔加工的难点与解决方案•深孔加工的应用实例01深孔加工技术概述深孔加工技术是指对深度大于孔径的孔进行加工的技术。
定义深孔加工具有加工难度大、技术要求高、需要特殊的加工设备和工艺方法等特点。
特点定义与特点深孔加工在许多领域中都有广泛应用,如航空航天、能源、化工等,是满足产品性能要求的重要手段。
满足产品性能要求采用深孔加工技术可以大大提高生产效率,减少加工时间和成本。
提高生产效率深孔加工技术的精度和表面质量要求高,能够保证产品的质量和可靠性。
保证产品质量深孔加工的重要性深孔加工技术起源于20世纪初,随着工业的发展和技术的不断进步,深孔加工技术也在不断改进和完善。
现代深孔加工技术正朝着高精度、高效率、自动化和智能化的方向发展,未来将会有更多的新材料、新工艺和新设备出现。
深孔加工技术的历史与发展发展趋势历史回顾02深孔加工的工艺流程1 2 3钻孔是深孔加工的起始阶段,主要使用钻头在工件上打孔。
钻孔时需要控制切削速度和进给量,以获得良好的切削效果和孔径精度。
钻孔过程中需要使用冷却液来降低切削温度和润滑钻头。
扩孔是对已钻孔进行扩大直径的加工,以修正孔径偏差或得到所需直径。
扩孔可以使用多种刀具,如扩孔钻、锪钻和车刀等,根据需要选择合适的刀具。
扩孔过程中需要控制切削速度和进给量,以确保孔径精度和表面质量。
01铰孔是对已钻孔进行精加工,以提高孔径精度和表面质量。
02铰孔使用的刀具有多种,如机铰刀、手铰刀和锥铰刀等,根据需要选择合适的刀具。
03铰孔过程中需要控制切削速度和进给量,以确保孔径精度和表面质量。
镗孔可以使用多种刀具,如镗杆、车刀和铣刀等,根据需要选择合适的刀具。
镗孔过程中需要控制切削速度和进给量,以确保孔的形状精度和表面质量。
镗孔是对已钻孔进行进一步加工,以修正孔的轴线偏差和提高孔的形状精度。

目录目录 (I)摘要................................................................................................................................................. I II ABSTRACT .................................................................................................................................... I V 第一章绪论. (1)1.1引言 (1)1.2深孔加工技术国内外现状 (1)1.2.1国外深孔加工技术发展现状 (1)1.2.2国内深孔加工技术发展现状 (3)1.3 深孔加工的特点 (4)1.4课题研究的背景、意义以及发展趋势 (5)1.5 课题的研究内容 (6)第二章深孔加工方法及问题分析 (7)2.1 深孔加工方法 (7)2.1.1 扁钻 (7)2.1.2 枪钻 (8)2.1.3 BTA深孔加工系统 (9)2.1.4 双管喷吸钻系统 (10)2.1.5 DF(Double Feeder system)系统 (11)2.1.6 单管内排屑深孔喷吸加工技术(SIED技术) (12)2.1.7 深孔扩钻(Counterboring)技术 (12)2.2 常用深孔加工方法对比分析 (13)2.3 深孔加工注意事项与问题分析 (14)2.3.1加工时应注意的问题 (14)2.3.2深孔钻常见问题及产生原因 (14)2.4深孔加工系统的选用 (15)2.5本章小结 (15)第三章深孔钻削的力学特性分析 (15)3.1深孔钻削刀具的力学模型 (16)3.1.1 BTA内排屑深孔钻的力学模型 (16)3.2深孔钻削各切削力的求解 (18)3.2.1钻削力的测量 (18)3. 2. 2钻削力分量求解 (19)3. 3导向块位置角的分布分析 (20)3.4 本章小结 (22)4.1 深孔钻削加工的动态钻削力 (22)4.2机床振动理论 (23)4.2.1金属切削过程的自激振动 (24)4.2.2强迫再生颤振 (31)4.2.3提高机床切削稳定性的基本途径 (33)4.3深孔钻削过程中的振动分析 (34)4.3.1深孔钻削加工过程的动力学模型 (34)4.3.2瞬时动态钻削力的计算 (36)4.3.3深孔钻削加工过程的振动分析 (37)4.4 本章小结 (38)第五章深孔钻削仿真分析 (38)5.1 深孔钻削加工仿真分析 (39)5.2本章小结 (47)第六章结论 (47)参考文献 (49)致谢 (52)摘要随着科学技术的进步,产品的更新换代周期越来越短,新型的高硬度、高强度、高精度零件不断涌现,无论是对深孔加工的效率、加工的质量,还是加工成本都提出了更高的要求。
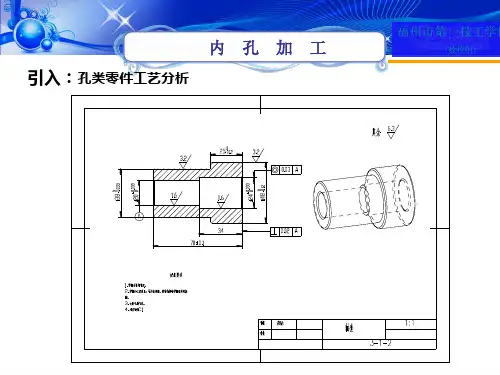
车床加工深孔方法2007年03月15日星期四 20:101 简介工件如图1所示,材料为尼龙1010。
生产的主要难点在φ16深度2550孔的加工。
图1 工件2 工艺分析深孔加工的难点在于刀具细长,刚度差,强度低,易引起刀具偏斜。
钻削中冷却润滑液难以进入,散热困难,排屑不易,而且会经常堵塞。
深孔的口部常产生直径变大、出现锥形等现象。
影响加工质量。
尼龙虽有较高的抗拉强度和良好的冲击韧性,摩擦系数小,耐磨等优点。
但却具有热变形温度低,导热率低,热膨胀大,收缩率大,易吸湿等缺点。
工件材料长而不直,最大弯曲超过20mm,不能采用机械校正的办法,这给深孔钻削带来很大的困难。
在无深孔加工专用设备,普通设备加工长度又不够的条件下,分析了工件的特点,针对深孔钻削的技术难点,确定了在普通车床上采用两端接刀的方法进行钻削。
3 工装设计工装结构示意图如图2所示。
图2 工装结构示意图准备一根φ60×5×2500mm的钢管,进行校直。
在钢管纵向铣3mm宽通槽,成为开口钢管套,用来对弯曲的尼龙棒料校直。
支承套的内孔与开口钢管套外圆尺寸一致,大端外圆大于机床主轴外圆,小端外圆与车床主轴内孔配作,小端外圆前面部分可以作成锥形,以方便安装。
然后沿支承套轴向加工3mm宽通槽。
导向定位套的φ60沉孔与开口钢管套外圆尺寸一致,用来在卡盘前端支承工件,并在其前面中心位置加工有φ16孔,给加长钻头起导向作用。
φ16加长钻头共设计了三种,其长度尺寸分别为500mm、900mm、1400mm根据钻孔深度进行选用。
并在加长钻头的加长部分开有排屑槽,方便排屑和冷却液流入。
4 加工方法先将开口钢管套撬开,把工件放入,使开口钢管将工件紧紧包住。
然后将工件一端插入主轴孔内,另一端用三爪卡盘卡住。
工件头部装上导向定位套,并用中心架支承。
工件尾部装入支承套,利用支承套外圆与机床主轴内孔的配合,在车床主轴后端支承工件。
钻削深孔时首先用标准钻头在工件上预钻引导孔。