顺酐供风系统
- 格式:ppt
- 大小:1.27 MB
- 文档页数:32
顺酐行业废气治理新手段第一篇:顺酐行业废气治理新手段顺酐行业废气治理新手段――蓄热式氧化处理见奇效江苏金能环境科技有限公司陈敏东顺酐行业作为我们国家的主要一个化工基础行业为了国家经济的发展和国民生活水平提供了杰出贡献。
顺酐是基本有机化工原料,是世界上仅次于醋酐和苯酐的第三大酸酐原料顺酐主要用于生产不饱和聚酯树脂(UPR)、醇酸树脂。
此外,以顺酐为原料还可以生产1,4-丁二醇(BOD)、γ-丁内酯(GBL)、四氢呋喃(THF)、马来酸、富马酸和四氢酸酐等一系列用途广泛的精细化工产品,在农药、医药、涂料、油墨、润滑油添加剂、造纸化学品、纺织品整理剂、食品添加剂以及表面活性剂等领域具有广泛的应用。
因其强大的市场需求,同时利用我国丰富的焦炭资源产生的焦化苯生产顺酐,具有较大的市场竞争力。
促使我国顺酐生产能力的不断增加,产量也不断增加。
据顺酐行业协会的不完全统计,1995年我国顺酐的产量只有4.5万吨,2006年我国顺酐生产能力已经增加到约60万吨左右,实际产量在42万吨以上。
顺酐加氢类产品及下游深加工产品,如1,4-丁二醇、γ-丁内酯、四氢呋喃及PBT树脂、PTMEG(氨纶原料)在今后相当时间内具有良好发展前景,也将拉动顺酐消费。
因此从长远来看我国顺酐市场需求和发展前景都值得期待。
顺酐行业现行的主要工艺是焦化苯氧化生成,按国内主要的2万吨顺酐装置为例:每生产1吨顺酐需用焦化苯吨。
按现有顺酐催化剂的技术性能,苯的转化率在95—98.5%。
也就是有6.8公斤苯随着每小时68000标方的尾气排放到大气中。
苯(benzene,C6H6)是一种石油化工基本原料;苯是组成结构最简单的芳香烃类有机化合物,在常温下为一种无色、有甜味的透明液体,并具有强烈的芳香气味。
苯可燃,有毒,为IARC第一类致癌物。
人和动物吸入或皮肤接触大量苯进入体内,会引起急性和慢性苯中毒。
长期接触苯会对血液造成极大伤害,引起慢性中毒。
引起神经衰弱综合症。
苯氧化生产顺丁烯二酸酐一、顺酐冷却系统1.顺酐冷却要求分析:反应热移出;反应温度623~723K;精馏塔温度623~723K(顺酐沸点);2.顺酐冷却系统选择:反应热移出反应后产物的冷却;精馏塔冷凝、冷却系统;产品冷却系统;3.循环水系统由冷却构筑物、泵房、冷却水处理设施组成循环水系统。
4.循环水系统流程循环冷却水处理流程是根据循环冷却水水质标准、补充水水质指标、浓缩倍数、热交换设备对污垢热阻值和腐蚀率的要求,考虑保护环境、节约用水、水质稳定、经济合理,同时吸取成功的运行经验,通过技术经济比较后确定。
(1)、旁流水处理系统循环冷却水在循环过程中,由于受到污染(包括空气带入的灰尘、粉尘等悬浮固体物,换热设备的渗漏而带入的污染物如油及其它杂质)使水质不断恶化,另外,由于水质的浓缩而引起某一项或几项成份超出允许值。
对系统分流出的旁流水进行相应处理,可以维持水质指标在允许范围之内。
旁流水处理还可以适当降低对补充水水质的要求,减少排污水量、补充水量,从而保护环境、节约用水。
旁流水处理的目的是保持循环冷却水水质,使系统在满足浓缩倍数的条件下有效、经济地运行。
(2)、主流程由生产给水管道供应的生产给水通过补充水管道进入冷却塔集水池,通过循环水泵加压后进入循环冷却给水管道,供应工艺装置区、罐区的生产冷却用水。
循环冷却回水则通过循环冷却回水管道返回循环水站,经冷却塔的配水系统均匀分布后,在冷却塔内自上而下进行气水换热降温,冷却后进入冷却塔集水池,再通过循环水泵加压供出。
如此循环往复。
5、水源选择及处理由于该厂地处于长江边常州化工园区,因而对于水源的选择我们就要充分考虑到周边的环境、充分利用周围的可利用资源。
由于位于长江边,地面水量充沛,可以从长江取水,能够满足厂里的生产需求,从长江取水不仅方便而且水源充沛、廉价易得,因而是一个不错的选择。
6、冷却水质量要求循环冷却水的水质标准表7、旁流过滤设备1台钢制全自动过滤器,过滤能力100m3/h。
顺酐生产过程计算机控制系统刘漫丹徐义亨杜维摘要:介绍了顺酐生产过程计算机控制系统的总体结构和主要控制回路的控制方案,并针对具有大时滞的被控对象进行了自适应模糊控制应用的探讨。
实际运行结果表明系统稳定可靠,控制精度高,满足了生产工艺的要求。
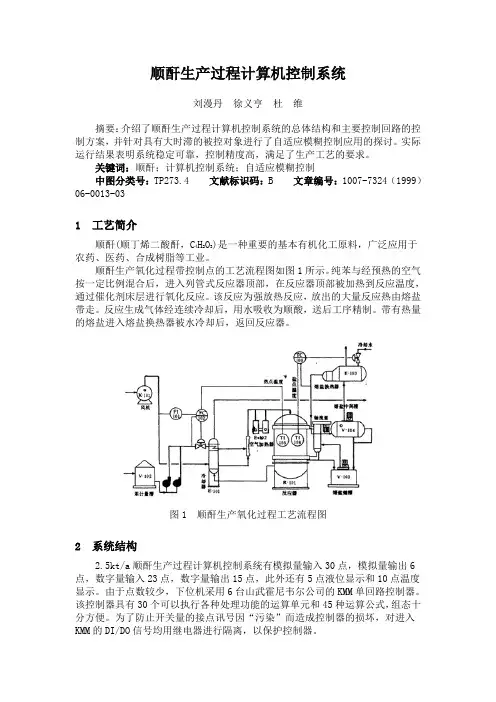
关键词:顺酐;计算机控制系统;自适应模糊控制中图分类号:TP273.4 文献标识码:B 文章编号:1007-7324(1999)06-0013-031 工艺简介顺酐(顺丁烯二酸酐,C4H2O3)是一种重要的基本有机化工原料,广泛应用于农药、医药、合成树脂等工业。
顺酐生产氧化过程带控制点的工艺流程图如图1所示。
纯苯与经预热的空气按一定比例混合后,进入列管式反应器顶部,在反应器顶部被加热到反应温度,通过催化剂床层进行氧化反应。
该反应为强放热反应,放出的大量反应热由熔盐带走。
反应生成气体经连续冷却后,用水吸收为顺酸,送后工序精制。
带有热量的熔盐进入熔盐换热器被水冷却后,返回反应器。
图1 顺酐生产氧化过程工艺流程图2 系统结构2.5kt/a顺酐生产过程计算机控制系统有模拟量输入30点,模拟量输出6点,数字量输入23点,数字量输出15点,此外还有5点液位显示和10点温度显示。
由于点数较少,下位机采用6台山武霍尼韦尔公司的KMM单回路控制器。
该控制器具有30个可以执行各种处理功能的运算单元和45种运算公式,组态十分方便。
为了防止开关量的接点讯号因“污染”而造成控制器的损坏,对进入KMM的DI/DO信号均用继电器进行隔离,以保护控制器。
系统结构如图2所示,共设有两个监控站互为热备用。
在正常情况下,即开关K打开时,监控站1对应氧化工序,监控站2对应洗涤工序。
若监控站1发生故障,则开关K闭合,由监控站2对6台控制器进行通讯,反之亦然。
图2 计算机控制系统结构监控软件采用Intellution公司的FIX DMACS。
该软件具有强大的绘图、显示、趋势、报警及安全保护等多种监控功能,组态方便,操作灵活。
30000吨_年顺酐装置⾮⽔溶剂吸收⼯艺的模拟及分析天津⼤学硕⼠学位论⽂30000吨/年顺酐装置⾮⽔溶剂吸收⼯艺的模拟及分析姓名:李江申请学位级别:硕⼠专业:化学⼯程指导教师:刘家祺;张培⽣20020601摘要顺酐性质活泼,⽤途⼗分⼴泛,市场需求在全世界⼀直呈增长态势。
其j三要下游产品1,4.丁⼆醇(BDO)发展迅速,将影响全球未来顺酐市场格局。
基于对国内外顺酐⾏业的充分了解和对未来顺酐发展趋势的把握,本⽂着重研究年产3万吨顺酐装置的⾮⽔溶剂吸收⼯艺模拟及分析。
采⽤PRO/IIversion5.1模拟计算软件对建⽴的数学模型和拟定的⼯艺条件进⾏计算,与实际装置的参数作对⽐,模拟结果令⼈满意。
在以下四个⽅⾯改变条件进⾏分析和评价:(1)将板式塔改为填料塔进⾏模拟和⽐较,由于顺酐在解吸过程中可能会出现富马酸,本⽂不建议解吸塔采⽤填料塔。
(2)采⽤UNWAC基团贡献法对顺酐⼀DmE体系⽓液平衡进⾏预测,计算结果与顺酐⼀D8PT体系相⽐较,采⽤DIBE为吸收剂吸收效果更佳。
(3)将反应器『F丁烷进料浓度由1.8moi%提⾼到2.4m01%进⾏模拟和⽐较,证明浓度提⾼使吸收效果更加理想。
(4)对吸收塔进料温度变化、溶剂流量变化模拟分析,明确叫收⼯序的控制关键是吸收塔的控制。
关键词:顺酐、⾮⽔溶剂、回收、模拟、分析ABSTRACTMaleicAnhydride(MAN)hasactivepropertyandextensivepurposesGlobalMarketofMANhasbeendevelopingatalltimes.1,4-butanediol(BDO)demandhasincreasedrapidly,whichisoneofthechiefusesofMANwouldhaveinfluenceonglobalmarketsituation.BaseonsufficientunderstandingandgraspingofMANindustrydevelopmentdirection,thispaperstudiesonsimulationandanalysisoftheNon—aqueousagentabsorptionfor30000T/aMANplant.ThispaperusesPRO/IIversion5.1simulationsoftwaretosimulatemathematicsmodelsetupandprocesssituationstudiedout.Thecalculatingresultsgivesatisfactiontoauthorbycomparisonbetweenthecalculatingresultsanddesignvaluesofpracticeplant.Analysisandevaluationonchangingconditionasfollows:(1)SimulationandcomparisonofusingpackingcolumnsubstitutedforplatecolumnBecausefumaricacidmaybefomaedintheprocessofMANstripping,thispaperdoesnotmakesuggestionofusingpackingtowerforstrippingcolumn.(2)TheGLEofMAN—DIBEsystemwaspredictedbyUNIFACmethod.ThroughcalculatingabsorptionresultsofMAN—DIBEsystemandincomparisonwithMAN-DBPTsystem,DIBEisbetterthanDBPTassolvent.(3)Simulationandcomparisonofincreasingbutanefeedconcentrationfrom1.8m01%to2.4m01%.thelatterabsorptioneffectismuchmorebetterthanthatoftheforlTler.(4)Simulationandanalysisofabsorptioncolumnfeedtemperaturechangingandsolventflowchanging,clarificationthatcontrollingabsorptioncolumnisthekeytorecoveryworkingprocedure,Keywords:MaleicAnhydride,Non—aqueousagent,Recovery,Simulation,Analysis深加J⼀产品更是数不胜数。
顺酐生产供风系统1. 供风系统简介化工装置,特别是大中型化工装置,作为公用工程辅助系统,需要大量的压缩空气由装置专设的供风系统提供。
其压缩空气一般为特别的压缩空气和非净化压缩空气,前者严格要求空气中的含湿量(露点温度)、含油和含尘量,此类空气多用于仪表控制系统(又称为仪表风)及物料的输送等。
后者一般用于装置其他的辅助需要,常称为压缩风。
为保证供风系统送出的压缩空气质量,化工装置的供风系统通常选用无油润滑的空气压缩机组,按装置需要量连续不断地提供压力约为0.8MPa的压缩空气。
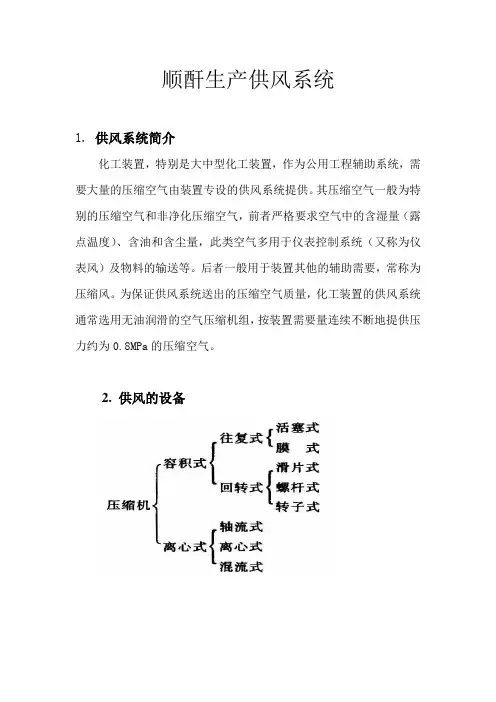
2.供风的设备压缩空气流程3.供风的其他设备(1)无热再生空气干燥净化装置工作原理:无热再生空气干燥净化装置的空气干燥方法,是根据变压吸附原理,利用吸附剂表面气体的分压力具有与该种物质中周围气体的分压力取得平衡的特性,使吸附剂在压力下吸附,而在常压和负压下再生。
(2)微加热节能再生式空气干燥器微加热节能再生式空气干燥器工作原理与无热再生空气干燥器工作原理基本相同,区别仅在前者对再生气体采取微加热的形式,因此再生气量减少50%。
(3).冷冻式压缩空气干燥机工作原理:冷冻式压缩空气干燥机是通过制冷设备使压缩空气冷却到一定的露点温度,析出相应所含的水分,并通过分离器进行气液分离,再由自动排水阀将水排出,从而使压缩空气获得所需要的露点。
4.供风的质量要求(1)、仪表风要求仪表风专门供应调节阀的仪表设备做动力的,要求纯净度比较高。
一般工厂风经过脱水、净化后可作为仪表风使用。
(2)、工厂风要求工厂风一般指用来吹扫管道,设备,工艺用空气,空气质量要求一般,压力较稳定,有需要的开启使用。
干净度没有特殊要求,为非净化风,一般是直接经空压机压缩而得的风。
一般压力在0.4-0.5MPa。
也指置换氮气:生产中不能有空气存在的装置,吹扫后需用氮气置换。
仪表风要求按行业标准《仪表供气设计规定》HG20510-2000规定的仪表空气质量要求如下:露点:供气系统气源工作压力下的露点,应比工作环境历史上的年(季)极端最低温度至少低10℃;尘粒:净化装置后过滤器出口处,仪表空气含尘粒径不应大于3μm;含尘量小于1ppm油份:气源装置送出的仪表空气中其油份含量应控制在8ppm(重量)以下。