模具钢材选用表及塑料模具材料的选择
- 格式:doc
- 大小:47.00 KB
- 文档页数:2
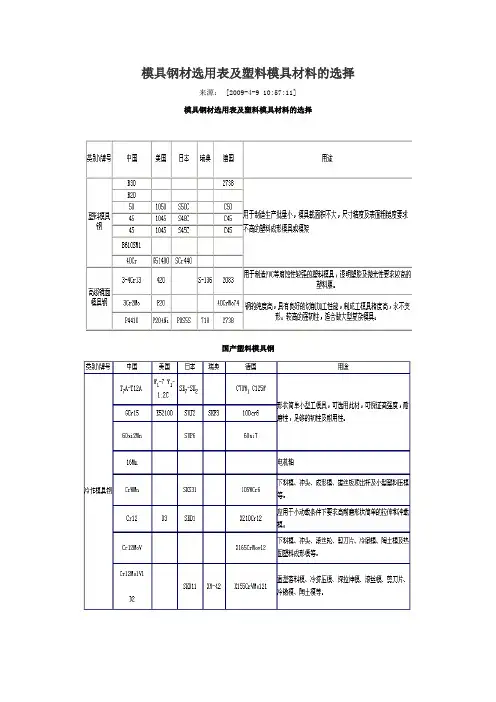
模具钢材选用表及塑料模具材料的选择来源: [2009-4-9 10:57:11]模具钢材选用表及塑料模具材料的选择国产塑料模具钢一般把模具按使用寿命的长短分五级,一级在百万次以上,二级是50万----100万次,三级在30万-----50万次,四级在10万---30万次,五级在10万次以下,一级与二级模具都要求用可以热处理硬度在HRC50左右的钢材,否则易于磨损,注塑出的产品易超差,故所选的钢材既要有较好的热处理性能,又要在高硬度的状态下有好的切削性能,当然还有其他方面的考虑。
通常选用瑞典的8407,S136,美国的420,H13,欧洲的2316,2344,083,或日本的SKD61,DC53(原为五金模材料,特殊情况下使用。
)一类的钢材。
除此外,注塑的原料及其所增加的填料对选用刚才有很大的影响,尤其是玻璃纤维对模具的磨损大。
有些塑胶料有酸腐蚀性,有些因添加了增强剂或其他改型剂,如玻璃纤维对模具的损伤大,选材时均要综合考虑。
有强腐蚀性的塑胶一般选S136,2316,420一类钢材,弱腐蚀性的除选S136,2316,420外,还有SKD61,NAK80,PAK90,718M。
强酸性的塑胶料有:PVC,POM,PBT弱酸性的塑胶料有:PC,PP,PMMA,PA,产品的外观要求对模具材料的选择亦有很大的影响,透明件和表面要求抛镜面的产品,可选用的材料有S136,2316,718S,NAK80,PAK90,420,透明度特高的模具应选S136,其次是420。
以上是从满足产品要求来说,但作为一个设计师,你只考虑这些的话,你不但不可能成为一个好的设计师,可能你的饭碗都有问题,你涉及的模具所需求的成本是重中之重,你还要考虑价格,就拿S136与2316来比较,每公斤相差55—60元,如果你选择不当,你老板不是接不到单,就是做到破产。
三级模具用预硬料多,牌号有:S136H,2316H,718H,083H,硬度HB270----340,四五级模具用P20,718,738,618,2311,2711,对于要求特低的模具,还有可能用到S50C,45#钢,即直接在模胚上做型腔。

附表10:塑料模具主要部件的国产钢料选用及热处理硬度:类别零件名称材料牌号热处理方法硬度说明模体零件动、静模座板、垫板30、35、45 正火HB160-200此正火硬度一般即指进货状态,下同浇道推板45、50、55 调质HB230-270动模固定板静模固定板S50C、45正火HB160-200调质HB230-270推件板45 调质HB230-270T8A,T10A 淬火HRC54-58推出板45 正火HB160-200推杆固定板45 正火HB160-200垫块45、A3 进货状态浇注零件浇口套、SKD61 淬火HRC48-52T8A、T10A 淬火HRC46-50导向零件大导柱大导套GCr15或SUJ2 淬火HRC56-62T8A、T10A 淬火HRC52-56 复位杆小导柱、小导套T8A、T10A 淬火HRC52-56GCr15或SUJ2 淬火HRC56-62 小导柱衬套45 淬火HRC48-52抽芯零件斜导柱T8A、T10A 淬火HRC54-58Cr12 淬火HRC54-58滑块斜滑块P20、P20+Ni 预硬HRC30-40 渗氮HV700-80040Cr 正/退火HB175-230 渗氮HV700-80045 正火HB170-220 渗氮HV600-800 楔紧块锁紧楔T8A、T10A 淬火HRC54-5845 淬火HRC43-48耐磨块40Cr 正/退火HB175-230 渗氮HV700-800 T8A,T10A 淬火HRC54-58顶出零件顶杆顶管拉料杆SKD61 淬火HRC50-6065Mn 淬火HRC50-554Cr5MoSiV1(国产H13)淬火HRC38-42 芯部渗氮HV900-1100 深度0.3mmT8A,T10A 淬火HRC50-55顶出块P20、P20+Ni 预硬HRC30-40 渗氮HV700-80040 Cr 正/退火HB175-230 渗氮HV700-80045 正火HB170-220 渗氮HV600-800定位零件定位圈45 正火HB160-200导套定位圈45 正火HB160-200推出限位块45 正火HB160-200 日本用S45C,表面发黑处理限位钉45 正火HB160-200 日本用S45C ,一类不热处理另一类淬火HRC46-5045 淬火HRC46-50圆锥定位件45 淬火HRC43-48 日本用SKD11(Cr12MoV) HRC58-62 定距螺钉45 淬火HRC33-38 日本用SCM435(35CrMo) HRC33-38其它零件立柱45 正火HB160-200弹簧65Mn、50CrVA 淬火+回火HRC45-50 中温回火冷却水丝堵45 淬火HRC33-38 表面发黑处理油嘴内接头45、40Cr 进货状态一般不得用黄铜滑块导轨滑块压块CrWMn、9CrWMn 淬火HRC53-56 较长件,注意工作面上加油槽40Cr、3Cr2Mo 淬火HRC37-42 较短件,注意工作面上加油槽滑块拉钩30CrMoA40CrNiMoA淬火HRC45-50注意应在工作面上加工油槽锁模块45、A3 进货状态备注:支承柱兼作推板导柱时,支承柱材料用T8A、T10A、GCr15,热处理硬度HRC55~60。
塑胶模具常用的钢料塑胶模具是制造各种塑料产品的重要工具,它们起到了塑胶产品成形的关键作用。
作为一个工艺复杂的制造工具,塑胶模具的质量和使用寿命直接影响到塑胶制品的质量和成本。
而选择合适的钢材作为模具材料,是确保模具质量的重要因素之一。
因此,本文将会介绍塑胶模具常用的钢材种类,并分析它们的特点和适用范围,希望能对模具制造的生产过程有所帮助。
1. P20模具钢P20模具钢是一种常用的优质钢材,它具有良好的切削性能和较高的强度和韧性。
因此,它非常适合制造高性能、精度要求高的模具。
P20模具钢主要应用于制造中型和大型塑料模具,如汽车零件、家用电器、盖板等塑料制品。
该钢材的硬度可调,并且可硬化至HRC 28-32,具有较好的表面光洁度。
2. NAK80模具钢NAK80模具钢是一种优质的热处理模具钢,它具有良好的韧性和高耐磨性能。
该钢材经过预硬化处理后,硬度可达HRC 37-43,且具有良好的抗氧化性能,可以在高温下工作。
因此,NAK80模具钢非常适合制造高要求的模具,如精密模具、光学部件模具、塑胶射出模具等。
3. S136模具钢S136模具钢也是一种热处理模具钢,它具有优异的综合性能和高机械强度。
该钢材的硬度可调,可达HRC 48-52,因此非常适合制造高要求的塑胶模具,如光学模具、透镜模具、基板模具等。
S136模具钢具有良好的耐腐蚀和耐磨性能,在使用寿命上也有很好的保障。
4. 718模具钢718模具钢是一种氢原子的工具钢,它是一种在模具行业非常常用的模具钢材之一。
该钢具有高强度和优良的耐磨性能,并能在高温环境下工作。
硬度也可达到HRC 48-52,与S136模具钢相似。
718模具钢适用于各种塑料制品的制造,如汽车零件、电子配件等。
5. H13模具钢H13模具钢是一种高硬度钢材,它具有优异的耐热性能和优异的耐磨性能。
该钢材的硬度可以达到HRC 50-54,因此非常适合制造高质量的塑胶模具。
H13模具钢适用于制造中至大型的压力类模具,汽车零部件、通讯设备等工业产品,该钢材的使用寿命较长,可以安全实现长时间的生产。
模具钢对照表
以下是一些常见的模具钢及其特性:
1. 4Cr13:这是马氏体不锈钢,具有良好的硬度和耐腐蚀性,主要用于塑料模具。
2. 5CrNiMo:这种合金工具钢具有优良的韧性、耐磨性和淬透性,广泛用于制造铝、铜等有色金属的压铸模具。
3. 8Cr2MnWMoVS:这是一种高强度、高耐磨性的工具钢,适用于制造复杂、高精度的冷挤压模具。
4. Cr12:这是一种高碳高铬钢,具有高耐磨性、高强度和高韧性,适用于制造各种冷作模具。
5. S136:这是一种高级进口钢材,具有高镜面抛光性能,硬度一般为HB,粗加工后需进行真空淬火及回火处理,硬度一般为HRC40-50。
6. P20或P20+Ni类钢材:这类钢材是预硬状态,主要用于小型、精密模具的型腔和型芯。
请注意,选择合适的模具钢需要根据具体的应用场景和需求来决定。
模具钢材选用·doc模具钢材选用一、引言模具钢材是用于制作模具的重要材料,其质量和选用对模具的性能和寿命具有重要影响。
本文将详细介绍模具钢材的选用方法和注意事项。
二、模具钢材的分类根据使用要求和材料特性,模具钢材可以分为以下几类:1·冷作模具钢:适用于冷作模具,如冲压模具、弯曲模具等。
2·热作模具钢:适用于高温条件下的模具,如压铸模具、热剪模具等。
3·塑料模具钢:适用于塑料制品的模具,如注塑模具、吹塑模具等。
4·特殊用途模具钢:适用于特殊需求的模具,如引导模具、电子模具等。
三、模具钢材选用方法1·根据模具种类和工作环境选择合适的材料。
2·考虑模具的使用寿命和生产批量,选择耐磨性和耐腐蚀性良好的材料。
3·根据模具的尺寸和复杂度,选择具有良好加工性能的材料。
4·考虑模具的强度和韧性要求,选择具有合适力学性能的材料。
5·考虑成本和经济性,选择合适的材料。
四、模具钢材的常用品牌和性能1·冷作模具钢常用品牌:H13钢、D2钢、S7钢等。
具有较高硬度和耐磨性,适用于冷作模具。
2·热作模具钢常用品牌:H11钢、H13钢、718钢等。
具有较高耐热性和耐蚀性,适用于热作模具。
3·塑料模具钢常用品牌:P20钢、2311钢、2738钢等。
具有较高韧性和良好加工性能,适用于塑料模具。
4·特殊用途模具钢常用品牌:S136、NAK80、420等。
具有特殊要求的模具,根据具体需要选择合适的材料。
五、模具钢材的热处理1·淬火:根据不同材料和要求,进行适当的加热温度和保温时间,使材料达到适当的硬度。
2·回火:对淬火后的材料进行回火处理,提高材料的韧性和抗冲击性。
六、模具钢材的表面处理1·氮化处理:通过在模具表面形成一层氮化层,提高模具的硬度和耐磨性。
2·电镀处理:通过在模具表面电镀一层金属材料,提高模具的防锈性和耐腐蚀性。
塑料模具钢材的选用1 引言一般把注射模按使用寿命的长短人五级:一级在百万次以上、二级是50万~100万次、三级30万~50万次、四级在10万~30万次、五级在10万次以下。
一级与二级模具都要求用热处理硬度在50HRC左右的钢材,否则易于磨损,注射出的产品易超差,故所选的钢材既要有较好的热处理性能,又要在高硬度的状态下有好的切削性能,当然还有其它方面的考虑。
2 注射模材料应满足的条件及要求2.1 满足工作条件要求(1)耐磨性。
塑料在模具型腔中塑性变性时,沿型腔表面既流动又滑动,使型腔表面与塑料间产生剧烈的摩擦,从而导致模具因磨损而失效。
所以材料的耐磨性是模具最基本、最重要的性能之一。
硬度是影响耐磨性的主要因素。
一般情况下,模具零件的硬度越高,磨损量越小,耐磨性也越好,另外,耐磨性还与材料中碳化物的种类、数量、形态、大小及分布有关。
(2)强韧性。
模具的工作条件大多十分恶劣,有些常承受较大的冲击负荷,从而导致脆性断裂。
为防止模具零件在工作时突然脆断,模具要具有较高的强度和韧性。
模具的韧性主要取决于材料含碳量、晶粒度及组织状态。
(3)疲劳断裂性能。
模具工作过程中,在循环应力的长期作用下,往往导致疲劳断裂。
其形式有小能量多次冲击疲劳断裂、拉伸疲劳断裂、接触疲劳断裂及弯曲疲劳断裂。
模具的疲劳断裂性能主要取决于其强度、韧性、硬度、以及材料中夹杂物的含量。
(4)高温性能。
当模具的工作温度较高时,会使硬度和强度下降,导致模具早期磨损或产生塑性变形而失效。
因此,模具材料应具有较高的抗回火稳定性,以保证模具在工作温度下,具有较高的硬度和强度。
(5)耐冷热疲劳性能。
有些模具在工作过程中处于反复加热和冷却的状态,使型腔表面受拉、压力变应力的作用,引起表面龟裂和剥落,增大摩擦力,阻碍塑性变形,降低了尺寸精度,从而导致模具失效。
冷热疲劳是热作模具失效的主要形式之一,这类模具应具有较高的耐冷热疲劳性能。
(6)耐蚀性。
塑料模在工作时,由于塑料中存在氯、氟等元素,受热后分解析出HCI、HF等强侵蚀性气体,侵蚀模具型腔表面,增加其表面粗糙度值,加剧磨损失效。
塑胶模具常用钢材(一)C45 W 中炭钢美国标准编号:AISI 1050 ~ 1055;日本标准编号:S50C ~ S55C德国标准编号:1.1730。
中炭钢或45# 钢香港称为王牌钢,此钢材的硬度为:HB170 ~ HB220,价格便宜,加工容易,在模具上用作模架,顶柱,及一些不重要的零件上,市场上一般标准模架是采用此种钢材;(二)40 CrMn Mo 7 预硬塑胶模具钢美国、日本、新加坡、香港、中国标准编号:AISI P20,德国及有些欧洲国家编号:DIN:1.2311、1.2378、1.2312。
此种钢是预硬钢,一般不适宜热处理,但是可以氮化处理,此钢种的硬度差距也很大,由280HRC ~ 400视乎那间钢厂的标准,由于已作预硬处理,机械切削也不太困难,所以很合适做一些中下价模具的镶件,有些生产大批量的模具模架也采用此钢材(有些客户指定要用此钢作模架),好处是硬度比中炭钢高,变形也比中炭钢稳定,P20此种钢由于在塑胶模具被广泛采用,所以品牌也很多,其中在华南地区较为普遍的品牌有:ASSAB 一胜百牌,瑞典产的有两种不同硬度,718S HB290~HB330(330~340HRC)、718H HB330~HB370 (340~380HRC)。
大同钢厂,日本产:NAK 80(硬度400HRC+20)及NAK55(硬度400HRC+20)两种,一般情况下,NAK 80做定模镶件,NAK55做动模镶件,要留意NAK55 不能直接做EDM皮纹,据钢材代理解释是含硫的关系,所以EDM后留有条纹的;德胜钢厂THYSSEN ,德国产,有好几种编号:GS-711(硬度340~360HRC)、GS738(硬度320~350HRC)、GS808VAR(硬度380~420HRC)、GS318(硬度290~330HRC)、GS312(硬度290~330HRC),GS312含硫不能做EDM纹,在欧洲做模架较为普遍,GS312的Code 为40 Cr MN Mo S8,百禄(BOHLER)奥国产,编号有:M261(380~420HRC)、M238(360~420HRC)、M202(290~330HRC),M202不能做EDM纹,也是含硫,尚有其他品牌,不能尽录。
模具型腔(芯)材料一.塑料模具用钢及适材选用(沿海三资及外资企业塑料制模采用预硬型模具钢.以国产钢对应外国钢)1.3C r2M O=P20 ( 相当于美国通用型塑料模具钢)。
该钢材具有高的洁净度,镜面抛光性好,且力学性能均匀,含铬、钼量较高,淬透性好,预硬硬度为30~36HRC。
为增加耐磨性,成型加工后进行表面处理:如镀铬/渗氮处理用于中、小型或大型的复杂/精密塑料模。
2.3C r2NiM O =P4410 钢,该钢是P20的改进型在3Cr2Mo钢的基础上添加质量分量为0.8%~1.2%的镍而研制成的钢种,由于镍的作用,钢具有更高的渗透性,强渗透性、强韧性和抗浸蚀性,该钢洁净度高,组织致密,镜面抛光性好,预硬化硬度为32~36HRC,该钢焊接性好,模具局部损坏可用补焊法修补,P4410表面镀铬后,镀层与基体金属结合良好,表面硬度可达1000HV,可显著提高模具的耐磨性和耐蚀性3.4Cr2MnNiMo=718 钢,718是瑞典的通用塑料模具钢,同样是P20的改进型,实际上P4410也是国内仿718的研制品。
4.P20S P20Ca 钢。
为改善3Cr2Mo 钢的切削加工性能,将钢中的硫的质量分量提高到0.10%或向钢中加入少量的钙,从而研制出易切削的P20S P20Ca 其切削性能优于45#钢和3Cr2MO 钢,并且有良好的磨削和抛光性。
5.5CrNiMnMoVSCa (5NiSCa)钢,该钢属于硫、钙复合系易切预硬化钢。
该钢不仅具有良好的切削加工性,而且镜面抛光性也好,蚀花纹图案清晰真,具有较强的保持镜面的能力。
预硬化的硬度35~45HRC,抛光后粗糙度可达到Ra0.05~0.025 m。
但置大气中易腐蚀,应极时镀铬或渗氮处理。
可用做型腔复杂、精密的大中小注射模、橡胶模,胶木模等。
质量寿命超过P20. 6.Y55CrNiMnMoV(SM1)是一种含硫易切削塑料模具钢,预硬为35~40HRC,此钢还具有耐蚀性较好和可渗氮等优点.6.常见的有:1) PE HIPS ABS PP PE POM 均用P20.2) PS GPPS 透明ABS Kr 及需电镀的胶件均用718 738 或S136H 料等3)合金模模腔材料:8407(相等于国产的:4Cr5MoViSi)。

塑胶模具常用钢材有哪些在生活中经常会看到塑胶产品,它们的成形离不开塑胶模具,而塑胶模具的成形也离不开塑胶模具钢材,因此,塑胶模具钢材的正确选择是最不忽视的。
但是,由于塑胶模具钢材的种类有很多,所以有很多的厂家都不知道怎么选择。
那么,塑胶模具用什么钢材呢?下面就由中山华氏抚顺特钢技术部人员为您介绍。
最常用、最经济、最实惠的塑胶模具钢材主要有以下几种:1、S136模具钢:S136塑胶模具钢材具有优良的耐蚀性、耐磨性、抛光性、机械加工性以及尺寸稳定性,可以广泛地应用于照相机、太阳镜镜片、注射器、分析瓶、食品工业机械构件等等。
2、P20H模具钢:S136塑胶模具钢材的硬度比较均匀、加工性能佳,具有良好的抛光性能以及光蚀刻花性能。
而且,由于它是在预硬状态下进行供货,无需再热处理就可以直接用于模具加工,因此它可适用于制造电视机壳,洗衣机,冰箱内壳,水桶等。
3、S136H模具钢:S136H是一种具备有卓越的生产特性、优良的耐腐蚀性的塑胶模具钢材,抗锈蚀能力极佳,热处理变形少,而且维护费用和生产成本比较低。
所以可以适用于电子零件、舍弃式的餐刀具、器皿等。
4、718H模具钢:718塑料模具钢材不仅加工工艺简单,而且具备有优良的机械性、可加工性以及良好的抛光性能。
特别是当经过特殊的生产工艺在出厂预硬到了41~47HRC的硬度后,还可以减少部分工程中的热处理环节,提高经济效益。
因此,适用于高表面光洁度之塑胶制品模具、成形工具,压缩-制动模、电脑外壳等模具。
5、NAK80模具钢:NAK80属于预硬塑胶模具钢材,它具有很好的抛光性、切削性、蚀花性、雕饰性、放电加工性等。
真空脱气精炼处理钢质纯净,无需热处理。
因此它可以广泛地使用在镜面抛光模具,防灰尘,电视机滤光板,化妆品盒,精密皱纹加工模具。
或者是厚度不大于2MM薄板材,高效落料模,冲载模及压印模,各种剪刀,镶嵌刀片,木工刀片,螺纹轧制模和耐磨滑块,冷镦模具,热固树脂成型模,深拉成型模,冷挤压模具中。
塑胶模具常用的钢料1、热作模具钢 DH2F产地:日本型号:KDRRG-006大同专门鋼DAIDO热作模具钢 DH2F详细说明日本大同专门钢株式会社生产的DH2F是预硬热作模具钢.出厂时预硬到HRC37-4 2.DH2F能够满足快速制模的需要.经常使用在各类铝镁锌压铸模具.高硬塑料模具.如:手机外壳模具汽车车灯模具发动机模具.钢材种类:热作预硬模具钢材钢材特长:切削性良好,优良的高温强度与耐磨性出厂状态: HRC37-422、国产热作模具钢 H13产地:湖北黄石/辽宁抚顺型号:KDGRG-002国产热作模具钢 H13H13 〔4Cr5MoSiV1〕钢的化学成分〔GB/T 1299—2000〕w/%钢号 C Si Mn Cr Mo V P SH13 0.32~0.45 0.80~1.20 0.20~0.50 4.50~5.50 1.10~1.75 0.80~1.20 ≤0.30 ≤0.30H13〔4Cr5MoSiV1钢〕是一种空冷硬化的热作模具钢,也是所有热作模具钢中使用最广泛的钢号之一。
与4Cr5MoSiV钢相比,该钢具有较高的热强度和硬度;在中温条件具有专门好的韧性、热疲劳性能和一定的耐磨性,在较低的奥氏体化温度条件下空淬,热处理变形小,空淬时产生氧化铁皮的倾向小,而且能够抗击熔融铝的冲蚀作用。
该钢广泛用于制造热挤压模具和芯棒、模锻锤的锻模、锻造压力机模具,精锻机用模具镶块以及合金的压铸模及塑胶模。
3、热作模具钢 8407产地:瑞典〔一胜百〕型号:KDRRG-0407瑞典一勝百ASSAB热作模具钢 8407详细说明一胜百ASSAB 8407是铬、钼、钒合金工具钢,采纳专门炼钢技术和严密质量操纵得到的纯度高且组织微细的钢材,8407的等向性〔各向同性〕要比一样传统炼制度H13更佳。
这关于模具的抗机械疲劳及热应力疲劳性能更具价值,如压铸模具、锻造模具及挤型模具等。
因此采纳8407的模具硬度可比一般H13提高1-2HRC而可不能牺牲韧性。
第四节塑料模具钢材的选择模具型腔及零部件包括型腔、型芯、滑块、镶件、斜顶、侧抽等,是与塑料直接接触而成型制品的模具零部件。
模具型腔及零部件的材质直接关系到模具的质量、寿命,决定着所成型塑料制品的外观及内在质量,必须十分慎重,一般要在合同规定及客户要求的基础上,根据制品和模具的要求及特点选用。
一、模具型腔及零部件用模具钢材的选用原则:根据所成型塑料的种类、制品的形状、尺寸精度、制品的外观质量及使用要求、生产批量大小等,兼顾材料的切削、抛光、焊接、蚀纹、变形、耐磨等各项性能,同时考虑经济性以及模具的制造条件和加工方法,以选用不同类型的钢材。
1.1)对于成型透明塑料制品的模具,其型腔和型芯均需选用高镜面抛光性能的高档进口钢材:如718(P20+Ni类)、NAK80(P21类)、STAVAX ESR(420类)、H13类钢等,其中718、NAK80为预硬状态,不需再进行热处理;STAVAX ESR及H13类钢均为退火状态,硬度一般为HB160~200,粗加工后需进行真空淬火及回火处理,STAVAX ESR 的硬度一般为HRC40~50,H13类钢的硬度一般为HRC45~55(可根据具体牌号确定)。
1.2)对于制品外观质量要求高、长寿命、大批量生产的模具,其成型零部件材料选择如下:a)型腔需选用高镜面抛光性能的高档进口钢材:718;P20+Ni;NAK80;P21,均为预硬料,不需再进行热处理。
b)型芯可选用中低档进口P20或P20+Ni类钢材:如618、738、1.2738、638等,均为预硬状态;对生产批量不大的模具,也可选用国产塑料模具钢或S50C、S55C等进口优质碳素钢。
1.3)对于制品外观质量要求一般的模具,其成型零部件材料选择如下:a)小型、精密模具:型腔和型芯均选用中档进口P20或P20+Ni类钢材。
b)大中型模具,所成型塑料对钢材无特殊要求:型腔可选用中低档进口P20或P20+Ni类钢材;型芯可选用低档进口P20类钢材或进口优质碳素钢S50C、S55C等,也可选用国产塑料模具钢。
做模具用什么材料
首先,对于金属模具来说,常见的材料包括工具钢、合金钢和不锈钢。
工具钢具有较高的硬度和耐磨性,适合用于制造对模具硬度要求较高的零部件。
合金钢则具有较好的耐热性和抗变形能力,适合用于制造对模具耐热性要求较高的零部件。
而不锈钢则具有良好的耐腐蚀性和表面光洁度,适合用于制造对模具表面要求较高的零部件。
其次,对于塑料模具来说,常见的材料包括P20钢、718钢和H13钢。
P20钢具有较高的硬度和耐磨性,适合用于制造对模具表面硬度要求较高的零部件。
718钢则具有较好的耐热性和抗变形能力,适合用于制造对模具耐热性要求较高的零部件。
而H13钢则具有良好的耐磨性和抗热疲劳性,适合用于制造对模具耐磨性要求较高的零部件。
除了金属模具和塑料模具外,还有一些特殊材料的模具,比如橡胶模具和硅胶模具。
对于橡胶模具来说,常见的材料包括NBR、EPDM和SBR。
NBR具有较好的耐油性和耐磨性,适合用于制造对模具耐油性要求较高的零部件。
EPDM则具有较好的耐热性和耐候性,适合用于制造对模具耐热性和耐候性要求较高的零部件。
而SBR则具有较好的弹性和耐磨性,适合用于制造对模具弹性和耐磨性要求较高的零部件。
总的来说,选择模具材料需要根据具体的模具类型和使用环境来确定。
不同的材料具有不同的特性,需要根据实际情况进行选择。
希望本文能对您有所帮助,谢谢阅读!。
附表4:主要钢厂塑胶模具常用材料对照表:美国AISI 德国DIN 钢厂牌号出厂硬度抗拉力强度热处理方法种类及用途1045 1040 1050 1.1730 ASSAB760K-100DAIDO P1S50C13-18HRC 600 N/㎜2水淬王牌,一般用于模座底板,顶针板,撑头,限位钉等。
P20 1.27381.2311 ASSAB718DAIDO P88X,P-5斯穆GS-2311FINKL P2028-32HRC 915~1100N/㎜2一般不需要热处理,但也可用油淬一般用于内模、镶嵌零件P20H 1.2738H1.2738HH1.2711 ASSAB 718 HH斯穆1.2711FINKL P20HH35-38HRC 1000~1200N/㎜2一般不需要热处理一般用于内模H13 1.2344 ASSAB 8407 2M斯穆1.2344FINKL H13出厂HB190;淬火加硬至HRC48-52650 N/㎜2 (见硬后1400)细镶件风淬;大镶件水淬;二次回火一般用于内模、唧咀、滑板、滑块、顶针。
H13 ESR 1.2344ESR ASSAB 8407 SUP斯穆1.2344 ESR出厂HB190;淬火加硬至HRC48-52650 N/㎜2 (见硬后1400)细镶件风淬;大镶件水淬;二次回火一般用于内模、唧咀、滑板、滑块、顶针。
晒纹要求高模具O1 1.2510 ASSAB DF-2斯穆1.2510出厂HB180-220;油淬加硬至HRC54-56-油淬一般用于低温滑板、垫片、镶件、压线条、耐磨片。
S7 ASSAB S7芬可乐S7 出厂HB200;加硬至HRC54~56-油淬;最少三次回火一般用于碰穿模件,压板,垫片、推板420 1.2083 STAVAX ESRFINKL 420斯穆1.2083ESR 出厂HB200;加硬至HRC54~56高温回火915-1200N/㎜2油淬/风淬;二次回火一般用途:HRC48-52;镜面抛光模件:HRC52-54;注塑PVC模具:HRC46-48420H 1.2316 S136H,斯穆1.2316ESR 32-34HRC 915-1200N/㎜2不需要热处理适用于注塑PVC,具有优良抗腐蚀性P4 1,2341 ASSAB8416 95-100HB见硬至HRC62 -表面渗碳覆模钢,复制钱币与钮扣等,D2 1.2379 ASSAB XW41 210-240HB(15-22HRC)见硬至HRC56-60 -油淬冷作钢,用于冲模,镶针,嵌件,耐磨损。
塑胶模具常用钢材有哪些概述塑胶模具是制造塑料制品的关键工具,选择合适的钢材制作模具是确保产品质量和工艺精度的重要因素。
本文将介绍塑胶模具常用的钢材种类、特点和适用范围。
塑胶模具常用钢材1. P20钢P20钢又称为1.2311钢,属于塑料模具钢中的经典品种之一。
它具有较高的硬度和韧性,适用于制造大型、中型注塑模具,性价比较高。
2. NAK80钢NAK80钢是一种具有优异综合性能的先进塑胶模具钢,具有高硬度、耐腐蚀性好、加工性能优良等特点。
适用于生产高精度、高效率塑胶模具,特别适用于制造高精度镜面注塑模具、镜面电镀模具和光纤接口模具等。
3. S136钢S136钢又称为4Cr13MoV,是一种优异的不锈钢材料,具有良好的抗腐蚀性能、优异的耐磨性。
适用于制造高透明度的注塑模具,如LED灯罩、电视机壳体等高透明度注塑产品。
4. H13钢H13钢是一种热作模具钢,具有高硬度、耐磨性强、耐高温性能好等特点。
适用于制造大型、高品质塑胶模具,如汽车大灯模具、家电外壳模具等。
5. 718钢718钢是一种经典的钢种,具有优异的加工性能和综合性能,同时具有高硬度、耐磨性、耐腐蚀性等特点。
适用于制造汽车内饰件、医疗器械、光学设备和其他高品质注塑产品的模具。
钢材选择的关键因素1.产品要求:不同的产品对于模具的精度和表面光洁度有不同的要求,选择适合的钢材材质可以保证产品的质量。
2.使用寿命:模具的使用寿命取决于钢材的硬度、韧性和耐久性等性能,因此需要根据实际生产需要选用合适的钢材。
3.技术要求:模具的制造需要采用特殊的热处理工艺和加工工艺,因此需要选择具有良好加工性能的钢材。
结论不同的钢材具有各自的特点和适用范围,正确选用合适的钢材可以保证模具的制造效率和生产质量。
在实际生产中,要根据实际要求选择最佳的钢材材质,提高生产效率和产品质量,减少成本开支。
模具钢材选用表及塑料模具材料的选择
来源: [2009-4-9 10:57:11]
模具钢材选用表及塑料模具材料的选择
国产塑料模具钢
一般把模具按使用寿命的长短分五级,一级在百万次以上,二级是50万----100万次,三级在30万-----50万次,四级在10万---30万次,五级在10万次以下,一级与二级模具都要求用可以热处理硬度在HRC50左右的钢材,否则易于磨损,注塑出的产品易超差,故所选的钢材既要有较好的热处理性能,又要在高硬度的状态下有好的切削性能,当然还有其他方面的考虑。
通常选用瑞典的8407,S136,美国的420,H13,欧洲的2316,2344,083,或日本的SKD61,DC53(原为五金模材料,特殊情况下使用。
)一类的钢材。
除此外,注塑的原料及其所增加的填料对选用刚才有很大的影响,尤其是玻璃纤维对模具的磨损大。
有些塑胶料有酸腐蚀性,有些因添加了增强剂或其他改型剂,如玻璃纤维对模具的损伤大,选材时均要综合考虑。
有强腐蚀性的塑胶一般选S136,2316,420一类钢材,弱腐蚀性的除选S136,2316,420外,还有SKD61,NAK80,PAK90,718M。
强酸性的塑胶料有:PVC,POM,PBT弱酸性的塑胶料有:PC,PP,PMMA,PA,产品的外观要求对模具材料的选择亦有很大的影响,透明件和表面要求抛镜面的产品,可选用的材料有S136,2316,718S,NAK80,PAK90,420,透明度特高的模具应选S136,其次是420。
以上是从满足产品要求来说,但作为一个设计师,你只考虑这些的话,你不但不可能成为一个好的设计师,可能你的饭碗都有问题,你涉及的模具所需求的成本是重中之重,你还要考虑价格,就拿S136与2316来比较,每公斤相差55—60元,如果你选择不当,你老板不是接不到单,就是做到破产。
三级模具用预硬料多,牌号有:S136H,2316H,718H,083H,硬度HB270----340,四五级模具用P20,718,738,618,2311,2711,对于要求特低的模具,还有可能用到S50C,45#钢,即直接在模胚
上做型腔。