塑料模具材料的选用及其热处理(ppt 16页)
- 格式:ppt
- 大小:161.00 KB
- 文档页数:15
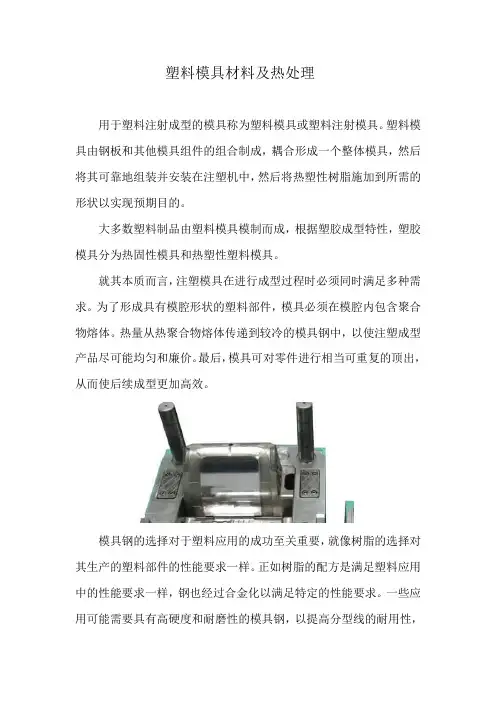
塑料模具材料及热处理用于塑料注射成型的模具称为塑料模具或塑料注射模具。
塑料模具由钢板和其他模具组件的组合制成,耦合形成一个整体模具,然后将其可靠地组装并安装在注塑机中,然后将热塑性树脂施加到所需的形状以实现预期目的。
大多数塑料制品由塑料模具模制而成,根据塑胶成型特性,塑胶模具分为热固性模具和热塑性塑料模具。
就其本质而言,注塑模具在进行成型过程时必须同时满足多种需求。
为了形成具有模腔形状的塑料部件,模具必须在模腔内包含聚合物熔体。
热量从热聚合物熔体传递到较冷的模具钢中,以使注塑成型产品尽可能均匀和廉价。
最后,模具可对零件进行相当可重复的顶出,从而使后续成型更加高效。
模具钢的选择对于塑料应用的成功至关重要,就像树脂的选择对其生产的塑料部件的性能要求一样。
正如树脂的配方是满足塑料应用中的性能要求一样,钢也经过合金化以满足特定的性能要求。
一些应用可能需要具有高硬度和耐磨性的模具钢,以提高分型线的耐用性,而其他应用则需要具有更高韧性的模具钢,以抵抗机械疲劳。
一般来说,具有较高硬度和耐磨性的注塑模具材料往往是那些更脆的材料,并且在几乎所有情况下,具有更高韧性的钢将降低对钢对钢磨损(粘合剂磨损)的抵抗力以及对含有玻璃纤维或矿物填料的树脂的耐磨性。
例如,模具制造商可能会为可能对大多数其他钢材具有腐蚀性的树脂选择不锈钢。
使用硬度较高的钢(洛氏硬度55或更高),以及钢对钢关闭产生取芯的地方,分型线的完整性通常会更大。
一个或两个钢面的硬度范围应为罗克韦尔55至罗克韦尔58。
为了防止玻璃或矿物填充树脂的磨损,建议考虑将A-2,D-2或M-2钢的浇口嵌件与耐磨钢一起插入浇口对面的模芯中。
P-20钢虽然没有用于塑料塑料注塑模具的"通用"钢,但P-20钢一直被视为该行业的主力军。
在Rc30-32的预硬化状态下提供,它非常坚韧,但相当容易加工。
在型腔尺寸超过12x12x12英寸(303.6×303.6×303.6mm)的应用中,它是一种很好的钢,因为这种尺寸的热处理块的成本和相关风险可能令人望而却步。

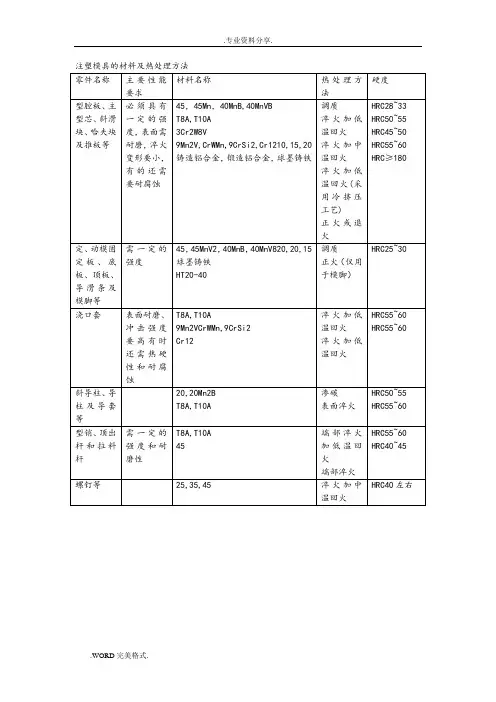
模具材料的性能对模具寿命有决定性的影响,根据模具的结构和使用情况,合理选用制模材料是模具工程师的重要任务之一。
模具热处理及表面强化是模具制造中的关键工艺,是保证模具质量和使用寿命的重要环节,实际使用证明,在模具失效中由于热处理不当引起的占很大比例。
模具用途广泛,工作条件差别大,制造模具的材料范围很广。
目前,冲压模、塑料模、压铸模、粉末冶金模的材料以钢为主,有些模具还可采用低熔点合金和非金属材料等。
模具材料的性能要求及选用原则模具用钢主要性能要求如下:1,硬度和耐磨性(最重要的模具失效形式,决定模具寿命)2,可加工性能(模具零件形状复杂,要求热处理变形小)3,强度和韧性(足够的强度承受高压,冲击载荷等要求高韧性)4,淬透性、抛光性、耐腐蚀性(塑料及添加剂的腐蚀作用)。
模具用钢按用途可分为三大类:1,冷作模具钢:制作金属在冷态下变形的模具,包括:冷冲模、冷挤压模、冷镦模、粉末压制模。
要求高硬度、高耐磨性及足够强度和韧性。
2,热作模具钢:制造经过加热的固态或液态金属在压力下成型的模具,包括:热锻模、压铸模。
要求高温下足够的强度、韧性和耐磨性及高热疲劳抗力和导热性3,塑料模具钢:制造各种塑料模具。
塑料品种多,要求差别大,其模具材料范围广。
主要要求工艺性能高(热处理变形小、抛光性好、耐腐蚀)选用一般原则:满足使用性能要求、良好的工艺性能、适当考虑经济性。
模具常用热处理工艺模具热处理包括模具材料热处理和模具零件热处理。
模具材料热处理:在钢厂内完成,保证钢材质量,如基本力学性能,金相组织要符合国家标准或行业标准。
特点是大型工业炉中大批量生产。
模具零件热处理:在模具制造厂完成,或专业热处理厂完成。
特点是小批量或单件生产,工艺复杂多样,设备精良。
热处理工艺方法,分预备热处理和最终热处理。
常用方法有:正火、退火、淬火、调质、渗碳及氮化等,见表。
冷作模具钢及其热处理冷作模具主要用于金属或非金属材料的冲裁、拉伸、弯曲等工序。