自动补偿镗刀杆国产化及其改进
- 格式:doc
- 大小:51.00 KB
- 文档页数:3

刀具国产化替代应用提质增效经验随着中国制造业的快速发展,国内企业在提高产品质量和生产效率方面面临着越来越高的要求。
其中,刀具作为生产过程中不可或缺的工具,对于产品质量和生产效率的影响不容忽视。
然而,长期以来,国内企业在刀具领域主要依赖进口,导致了高昂的成本和技术壁垒。
为了解决这一问题,国内企业积极进行刀具国产化替代,并取得了一定的经验和成果。
刀具国产化替代需要加强研发能力。
传统上,国内企业在刀具研发方面相对薄弱,主要依赖进口产品。
为了提高自主创新能力,企业需要加大研发投入,培养专业人才,并与高校、科研机构建立合作关系。
通过技术创新,不断提升产品质量和性能,实现国产刀具与进口产品的竞争力。
刀具国产化替代需要加强生产工艺和制造能力。
刀具的生产过程涉及到材料选择、加工工艺、热处理等多个环节,每个环节都对产品质量和性能有着重要影响。
企业应加强生产工艺的研究和改进,优化生产流程,提高生产效率。
同时,加强制造能力,提升设备水平,确保产品在生产过程中的稳定性和可靠性。
刀具国产化替代需要加强质量管理和标准化建设。
优秀的刀具产品不仅需要在设计和制造上具备优势,还需要通过严格的质量管理来保证产品的稳定性和一致性。
企业应建立完善的质量管理体系,加强对生产过程各个环节的监控和控制,确保产品质量符合标准和客户要求。
同时,加强标准化建设,推动行业标准的制定和执行,提高产品质量和竞争力。
刀具国产化替代需要加强市场推广和服务能力。
国内企业在刀具领域的竞争激烈,市场需求多样化,企业需要加强市场调研,了解客户需求,开发适应市场需求的产品。
同时,加强售后服务,提供及时的技术支持和解决方案,赢得客户的信任和支持。
刀具国产化替代是提高产品质量和生产效率的重要途径。
国内企业通过加强研发能力、生产工艺和制造能力、质量管理和标准化建设、市场推广和服务能力等方面的努力,取得了一定的经验和成果。
随着中国制造业的不断发展,刀具国产化替代的重要性将日益凸显。

镗孔时镗刀磨损的自动补偿系统
佚名
【期刊名称】《组合机床与自动化加工技术》
【年(卷),期】1973(0)S1
【摘要】本文对几种补偿系统作了简要说明。
叙述了一种在镗孔过程中用差动传感器直接进行测量及自动有级调刀的系统。
对系统的结构、计算、电气原理及调试情况作了介绍。
在附录中以实例说明了差动传感器的详细计算方法。
【总页数】15页(P)
【关键词】传感器;差动;刀具磨损;换能器;电子技术;镗刀;测量电路;补偿系统;继电器;电子元件;线圈匝数;镗孔
【正文语种】中文
【中图分类】G6
【相关文献】
1.组合机床镗孔车端面镗刀系统分体式改进 [J], 狄景微;吴贵军
2.镗孔自动补偿技术及缸孔精镗的工艺选择 [J], 朱正德
3.车床上镗孔时镗刀杆尺寸的优化 [J], 李先民
4.双导向镗杆回转误差自动补偿技术(四)——双导向镗杆回转运动误差分析及镗孔同轴度误差的数学模型 [J], 余之泳;王浩藩;黄晓曦
5.镗孔时尺寸的自动测量与镗刀的微调 [J], 曹维乾
因版权原因,仅展示原文概要,查看原文内容请购买。

镗刀杆的改进
胡运林;杨忠贵
【期刊名称】《金属加工:冷加工》
【年(卷),期】2003(000)005
【摘要】我们常用的数显通用镗床,在镗削内孔或车削外圆时,通常采用试切削和调整法相结合,但由于我们常用刀体不可微调,人为因素大,加工出的孔或轴的边沿经常造成挖刀现象,甚至报废,反复对刀辅助时间长,生产效率低。
另外,刀体的装夹采用螺钉直接顶压刀体,尽管螺钉具有自锁作用,但是由于是点支承,稳定性差,易振动,【总页数】1页(P23)
【作者】胡运林;杨忠贵
【作者单位】攀钢机制公司设备分厂,四川,攀枝花,617063;攀钢机制公司设备分厂,四川,攀枝花,617063
【正文语种】中文
【中图分类】TG7
【相关文献】
1.镗内环沟槽专用刀杆
2.快速镗槽刀杆
3.镗杆与刀杆连接及其刀具的改进
4.快速镗槽刀杆
5.大型缸体浮镗加工的刀杆装置
因版权原因,仅展示原文概要,查看原文内容请购买。

“三改进”提高镗缸质量
李恩花
【期刊名称】《农业机械》
【年(卷),期】2007(0)09B
【摘要】在内燃机修理中.经常遇到镗缸质量问题。
尤其是刚经过镗缸修理的车,跑了不长时间,行驶的里程也不多,就出现烧机油现象.非常令人头疼。
出现这种现象的原因很多.常见的有偏缸的问题、失圆的问题以及配缸间隙的问题等。
笔者针对以上问题.在实际工作中积极探索.总结出“三改进”提高镗缸质量的经验.现介绍如下。
【总页数】2页(P86-87)
【关键词】质量问题;镗缸;烧机油现象;配缸间隙;内燃机;修理;里程;行驶
【作者】李恩花
【作者单位】山东省沂水县技工学校
【正文语种】中文
【中图分类】U472.43
【相关文献】
1.改进镗刀杆提高镗削质量 [J], 王澔潼
2.正确镗缸是提高发动机修理质量的要素 [J], 雷涛
3.三维质量结构模式为指导的持续质量改进对提高手术室护理管理质量的影响 [J], 朱伟华
4.基于三维质量结构模式持续质量改进对提高手术室护理质量的效果观察 [J], 魏巍巍; 贾晋莉; 于思; 王甫誉
5.基于三维质量结构模式的持续质量改进对提高普外科护理管理质量的影响 [J], 王玉姣
因版权原因,仅展示原文概要,查看原文内容请购买。
R ef i¨i ng a ndM帅响懈改装与维修SK O D A W250H普通镗床的数控化改造安毅张明良许建(哈尔滨电动机厂有限责任公司,黑龙江哈尔滨150040)摘要:介绍了数控电气机械液压系统在S K oD A W250H镗床技术改造中的应用。
介绍了西门子840D数控系统安装调试过程中应注意的问题。
介绍了为提高机床精度机械液压系统必须改造的具体内容和遇到的技术难点。
通过机电一体化的整体安装调试,使该机床无论在高精度、高控制功能、高可靠性等各项指标均达到了设计要求,将旧机床升级改造成具有现代技术水平的数控机床。
关键词:机械改造;840D数控系统;机电调整;升级改造中图分类号:T G537文献标识码:AC N Ct echni ca l t r anSf O r m al i on O f S K OD A W250H C O m m on b0r i ng m aC hi neA N Y i,Z H A N GM i ngl i ang,X U Ji an(H ar bi n El ect r i c M ac hi ner y C o.,Lt d.。
H a r bi n150040。
C H N)A bs t r ac t:T hi s pa pe r de scr i bed t he appl i cat i o n of N C el ect r i cal m ac hi ner y hydr aul i c syst e m i n t he t echni ca l r econ-s t ruct i on of S K O D A W250H bo打ng m ac hi ne,i nt r oduc ed s o m e i ns t al l at i on and c om m i s si oni ng pr obl em sof SI N U M E R I K840D C N C s ys t e m.T he s peci f i c cont ent s m us t be t r ansf b珊e d and encount er ed t echni ca ldi佑cul t i es of m echa ni c a l and hydr a ul i c syst em s t o i m pr oV e t he pr eci si o n of m achi ne t ool s a r e i nt r o—duced.I ns t al l i ng and c om m i s si oni ng by el e ct m m echa ni c a l i nt e铲at i on,s o t hat t he m achi ne has r ea ched t he desi gn r e qui r em ent s i n t e nns of hi gh accur acy-hi gh cont r ol f hnct i on,hi gh r el i a bi l i t y and ot her i ndi-cat or s,t h e ol d m achi ne w i l l be upgr aded t o C N C m achi ne t ool s w i t hm odem t echnol ogy.K eyw ords:m echani cal t r ans fo肿at i on;840d C N C s ys t e m;m a chi ne r y el ect r i cal adj ust m ent;upgm di ng and t r a ns—f onni ng捷克s K O D A w250H普通镗床是20世纪80年代进口的大型落地镗床。
自动补偿镗刀杆国产化及其改进
在孔加工中,作为系统执行部分的补偿镗刀杆,是系统的主要元件,也是消耗较多的易损件。
我厂汽车转向节加工自动线精镗主销孔工序中,一直使用可乐满-马波斯自动检测自动补偿系统(Coromant Marposs TWC System)。
过去为购买易损件——山特维克补偿镗刀杆,每年要花不少外汇。
为此,我们自行研制了这种镗刀杆,并对镗刀杆的结构参数进行了改进,满足了新的工作性能要求。
到目前为止,这种改进的补偿镗刀杆,在我厂已经稳定地生产了多批。
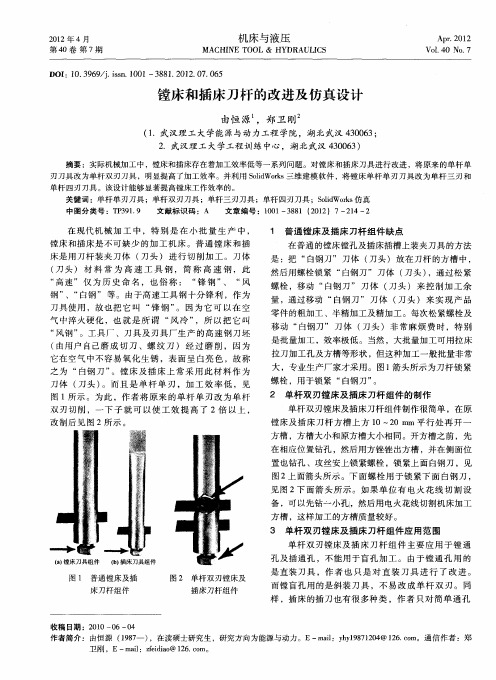
1 工作原理
1.步进电动机
2. 轴向调节补偿器
3.连杆
4.拉杆
5.镗孔零件
6.测量头
7.测量仪表
8.控制仪表
9.镗刀杆
图1 自动检测自动补偿单位工作原理
该系统的工作原理如图1所示。
镗刀杆9为加工完后的退出状态。
当测量头6将测量的孔径误差值传递给测量仪表2 时,指针直观地显示镗孔误差所处的公差带位置,即指明是在系统的工作范围内或已超出工作范围。
同时将测量值传递到控制仪表8,按预先设定的程序进行处理(与标准值进行比较),当镗孔误差超出设定的控制界限的下限时,则输出脉冲信号到步进电动机1,步进电动机的脉冲回转驱动轴向调节补偿器2,通过轴向移动连杆3移动镗刀杆中心孔内的拉杆4,再通过拉杆的斜面,使刀尖径向伸出,将镗孔尺寸恢复到程序设定控制界限的上限,完成一个补偿循环。
这样循环继续下去,直到刀尖磨损到程序设定的最大的磨损量SDr而自动发出换刀信号为止,这期间保证所有的镗孔尺寸都控制在公差范围内。
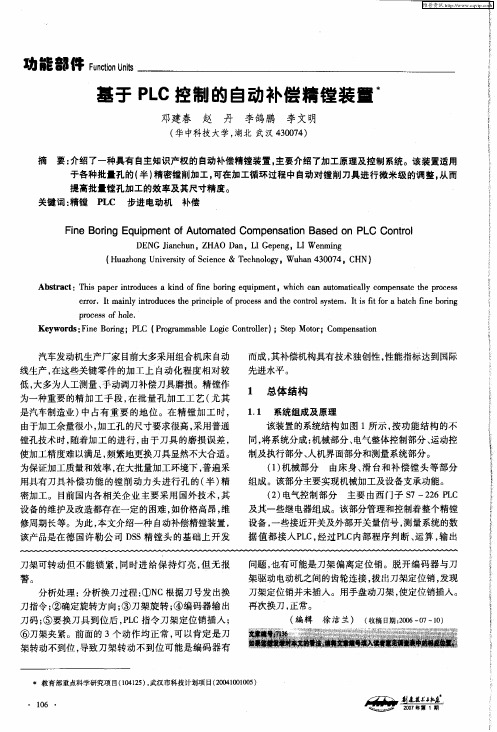
2 山特维克补偿镗刀杆结构
1. 镗刀杆
2.拉杆
3.密封圈
4.螺钉
5.镗刀
6.刀片
7.支撑块
8.碟形弹簧
9.支撑座10.工件
图2 补偿镗刀杆简图
如图2 所示,带内冷却补偿镗刀杆与一般镗刀杆的主要区别是具有两个内冷却深孔。
另外该镗刀杆同时加工转向节上同轴的两个主销孔,在同类镗刀杆中属细长镗杆,所以在镗刀杆前端设置导向支承座,让镗刀杆伸入支承座以后才开始镗孔,以保证镗刀杆的工作刚性。
为此,镗刀杆前端导向部分开有三段共6个用以镶装导向支承块的槽,每段两个槽径向对称,支承块有径向浮动量,由小碟形弹簧支承,还有两个弹性刀夹槽。
其余结构与一般镗刀杆相同。
3 镗刀杆的关键制造工艺
1) 容纳拉杆的f12H7×392mm深孔的加工
该孔与补偿拉杆配合,其性质有如滑阀孔与阀芯的配合,理论上最小间隙为零,孔粗糙度Ra0.8µm。
我们在深孔钻床上用枪钻头加工。
枪钻的优点是钻进直线性好,加工孔径尺寸准确,粗糙度值较小。
但当深孔钻床性能下降时,钻削孔径精度难以达到要求。
此时,也可适当放宽孔径公差,配用研磨棒研磨,以提高孔的圆柱度和减小表面粗糙度值。
然后配磨拉杆,使拉杆与孔的配合间隙近乎于零,以能移动自如为准。
2) 内冷却用的2-f4.2×332mm深孔的加工
这两个不在轴心线而且长径比较大的深孔比上述深孔更难加工,因为零件不能旋转,很容易钻偏,特别是两小孔的孔壁离镗刀杆外圆仅4.4mm,钻孔时很容易穿破镗刀杆外圆而报废。
我们使用普通麻花钻头,由钻模(图3)导向在摇臂钻床上加工,用5根长度递增钻头分5段钻成。
镗刀杆直立装在组合夹具上,用V形定位,保证其与摇臂钻主轴回转轴线同轴。
钻模制造时为保证导向孔与钻模外圆轴线平行,导向孔在坐标镗床上先用中心钻和较小钻头按坐标从两端预钻小孔,保证两端小孔的同轴度,然后用f4.2钻头从一端钻通接上。
钻模经氮化处理以保证导向孔的耐磨性。
图3 精密钻模
3) 浮动支承块的装配
根据镗刀杆浮动导向支承块的工作性能,支承块圆弧的最终加工放在镗刀杆预装配时进行。
这时装支承块,要垫入一块厚度等于碟形弹簧组工作状态时的高度的垫块,为碟形弹簧留一高度。
6个支承块预装于槽内和镗刀杆一起磨出外圆,然后卸下待镗刀杆,精磨后连碟形弹簧一起再装入支承块槽内。
注意控制碟形弹簧的高度,以保证支承块进入导向孔时对碟形弹簧的压缩量及其预压量,以产生足够的支承力,又使支承块进入导向孔时,不致将碟形弹簧压死。
标准碟形弹簧的结构参数和力量一般满足不了该镗刀杆的要求,我们采用的是自制碟形弹簧。
4) 镗刀杆的选材及热处理
和所有精密镗刀杆一样,该镗刀杆为获得足够的强度和耐磨性,选用38CrMoAl经辉光离子氮化处理。
机械加工前作调质处理为氮化处理做好组织准备,又有较好的机械加工性能。
氮化前做两次时效处理以消除机械加工应力,减小氮化时的变形,保证镗刀杆精磨以后有均匀和较厚的氮化层,使镗刀杆有较好的精度持久性和较长的使用寿命。
4 镗刀杆的结构改进
1) 改进的目的
由于被加工零件汽车转向节主销孔两孔长度不一致(图4),短孔长54mm,长孔长80mm。