(新)3.镗刀刀杆直径
- 格式:doc
- 大小:102.00 KB
- 文档页数:1

镗工高级试题库一、单选题(共55题,每题1分,共55分)1.用坐标法镗削平行孔系时,必须正确选择()以消除或减少累积误差的产生,有利用加工孔位的找正和保证加工精度。
A、起始孔和镗孔顺序BB、B.镗孔方法C、C.镗孔顺序D、D.结束孔正确答案:A2.T68镗床最经济的镗孔直径为()mm。
A、180B、240C、C.280D、D.320正确答案:B3.刃倾角为()时能增强刀刃强度,保护刀尖。
A、正值B、B.正值或负值C、负值D、D.零正确答案:A4.内螺纹镗刀的刀尖角平分线必须与镗刀杆中心线()。
A、倾斜一个螺纹升角B、B.垂直C、水平D、D.斜交正确答案:B5.斜孔中心线与基准面的夹角,可在测量平板上用()来测量。
A、正弦尺B、B.角尺C、角铁D、D.游标卡尺正确答案:A6.由员工和管理层组成的一个共同体,能合理利用每一个成员的知识和技能,协同工作,解决问题,达到共同的目标,这个共同体被称之为()。
A、群体B、B.团队C、公司D、社会正确答案:B7.在加工塑性材料,背吃刀量较大,切削速度较高,刀具前角较大时,会产生()。
A、带状切屑B、挤裂切屑C、崩碎切屑D、D.滑移切屑正确答案:A8.用万能角度尺测量时,如果测量角度大于90°小于180°,读数时,应加上()。
A、180°B、90°C、360°D、720°正确答案:B9.下列不属于换位思考的是()。
A、用别人的思维去思考B、己所不欲,勿施于人C、A.用别C.理解至上,善待他人D、D.坚持自我正确答案:D10.当你跟上司正在讨论事情,有人打电话来找你,你会()。
A、让同事接电话说你不在B、B.接电话,而且该说多久就说多久C、C.告诉对方你在开会,待会再回电话D、D.在会上与打电话的人聊微信正确答案:C11.悬伸镗削法镗削加工的主要对象是()。
A、深孔B、B.平行孔系C、C.浅孔D、单孔和孔中心线不长的同轴孔正确答案:D12.主切削刃和副切削刃在基面上的夹角称为()。
镗工培训课件乔杰忠张海霞目录一、镗床1、镗床特点与用途2、镗床的日常保养与维护3、镗床的结构简述及结构表示图二、镗的操作规程及操作平安事项三、镗床加工通用工艺守那么四、镗床切削用量五、镗刀1、单刃镗刀2、双刃镗刀3、复合镗刀4、微调镗刀六、卧式镗床镗削七、镗床附具1、镗刀杆2、镗刀架一、镗床1、镗床的特点与用途〔1〕镗床及其主轴系统具有较高的刚性,可以满足具有多种不同转速的加工需求;〔2〕与机床刚性相顺应的是主电机的功率,而且效率也很高;〔3〕镗床的主轴变速和进给的变速范围较大;〔4〕镗床上采用了方便的选择式单手柄变速操纵装置,此外还采用了慢速冲击装置,以便于齿轮顺利地啮合,从而使机床在开动中能迅速地变换主轴转速和进给量。
〔5〕镗床是万功用的机床,适用于机器制造业的各种孔战争面的加工。
〔6〕镗床具有平旋盘径向刀架,能加工较大的孔战争面;2、镗床的日常保养与维护〔1〕日常保养①擦净外露导轨面及任务台上的尘土②按规则润滑各部位油量契合要求③反省各手柄位置及仪表读数④空车试运转⑤将铁屑全部清扫洁净⑦擦净机床各部位,并将各部件归位〔2〕活期保养①肃清机床外表污秽、锈蚀清洗机床外壳及死角,拆洗各罩盖,要求内外清洁、无锈蚀、无油污。
②肃清导轨面磕碰毛刺③坚持传动件的清洁④反省、补齐紧固手柄、手球、螺钉⑤对导轨面,滑动面的研伤部位停止必要的修复⑥清洗刻度尺局部⑦调理V带和主轴箱夹紧拉杆⑧反省并调整平衡锤钢丝绳的紧固状况⑨擦洗平旋盘滑板及调整镶条等○10反省调整电机皮带,夹紧机构○11清洗换油,检修并改换必要磨损件○12肃清主轴锥孔毛刺○13拆洗各夹紧机构及塞铁,并调整好间隙〔3〕任务台保养①清洗任务台、光杠、丝扣,要求无油污②清洗毡垫,要求运用有效③拆下任务台,清洗反省纵横传动机构④擦洗各后轴承座、丝杠,并调整镶条间隙〔4〕润滑、冷却系统保养①反省油质,坚持良好,油量契合要求②清洗各滤油器、油线、油毡、油槽3、机床结构简述及结构表示图在机床床身右端装有固定的前立柱,其上装有主轴箱;主轴箱能在立柱导轨上上下移动。
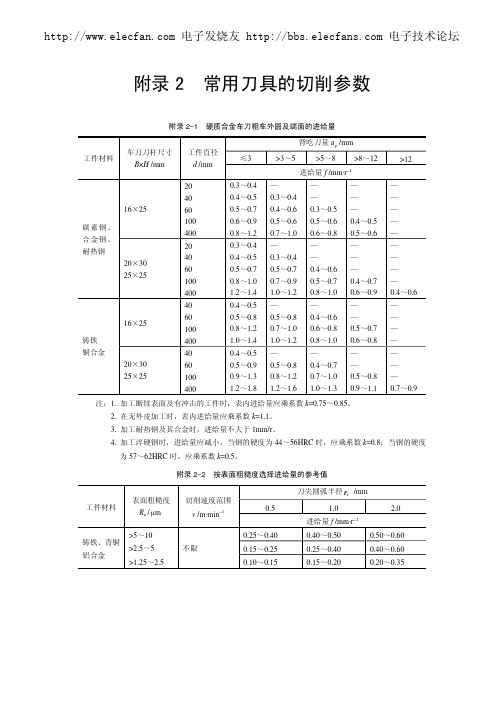

镗孔最佳转速和进给率
镗孔是一项机械加工工艺,它的目的是在工件表面上加工出一系列的盘孔、凸型孔或其他复杂形状的孔洞。
由于镗孔可以生产出各种形状的孔,用于工程领域
的广泛应用,常常被广大用户所重视。
本文旨在介绍镗孔最佳转速和进给率。
一、镗孔最佳转速
1、一般机床镗孔时,最佳转速受到镗刀种类的影响,包括切削材料的性质和
硬度,镗刀直径大小和工件质量等因素。
2、镗刀直径小的情况下,转速可以降低到150~1000转/分钟;镗刀直径大的
情况下,适当降低转速,范围在50~150转/分钟。
3、如果镗刀直径较大,可以选择比一般情况低一些的转速;如果镗刀直径小,则可以选择比一般情况高一些的转速;还可以根据工件质量确定转速大小。
二、镗孔最佳进给率
1、镗孔最佳进给率应根据刀具直径分类确定:对于刀具直径小于10mm,最
佳进给率应为0.01~0.05mm/转;对于刀具直径大于10mm,最佳进给率应为
0.1~0.5mm/转。
2、镗孔最佳进给率也要受到材料的影响:如果是加工轻质材料,进给率应该
相对较小,并且夹紧力稍弱;而加工重质材料,则要选择相对较大的进给率,并且要增加夹紧力。
3、在加工过程中,可以根据切削温度、转速类型及质量来调节进给率最为合理:如果温度太高,则需要降低进给率;如果温度太低,则可以适当提高进给率。
综上所述,镗孔机加工过程中的最佳转速和进给率,需要根据镗刀的类型、工件的质量以及切削温度等因素来确定。
只有结合实际情况,才能准确选择最佳转速和进给率,使镗孔加工过程更顺利,生产效率也得到大大提升。
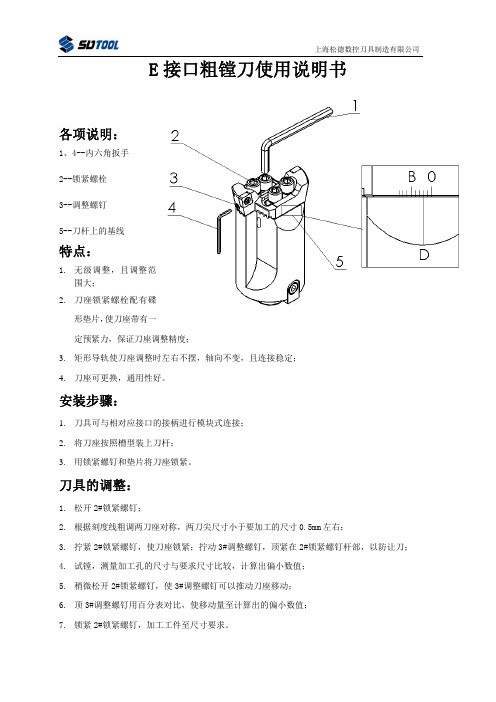
E接口粗镗刀使用说明书
各项说明:
1、4--内六角扳手
2--锁紧螺栓
3--调整螺钉
5--刀杆上的基线
特点:
1.无级调整,且调整范
围大;
2.刀座锁紧螺栓配有碟
形垫片,使刀座带有一
定预紧力,保证刀座调整精度;
3.矩形导轨使刀座调整时左右不摆,轴向不变,且连接稳定;
4.刀座可更换,通用性好。
安装步骤:
1.刀具可与相对应接口的接柄进行模块式连接;
2.将刀座按照槽型装上刀杆;
3.用锁紧螺钉和垫片将刀座锁紧。
刀具的调整:
1.松开2#锁紧螺钉;
2.根据刻度线粗调两刀座对称,两刀尖尺寸小于要加工的尺寸0.5mm左右;
3.拧紧2#锁紧螺钉,使刀座锁紧;拧动3#调整螺钉,顶紧在2#锁紧螺钉杆部,以防让刀;
4.试镗,测量加工孔的尺寸与要求尺寸比较,计算出偏小数值;
5.稍微松开2#锁紧螺钉,使3#调整螺钉可以推动刀座移动;
6.顶3#调整螺钉用百分表对比,使移动量至计算出的偏小数值;
7.锁紧2#锁紧螺钉,加工工件至尺寸要求。
刀具调整过程:。
数控加工工艺与编程习题库及答案一、判断题(共100题,每题1分,共100分)1.在加工中心上进行带突然的拐角的轮廓加工时,应在接近拐角前适当增加进给速度,过拐角后再逐渐减速。
A、正确B、错误正确答案:B2.白口铸铁的硬度适中,易于切削加工A、正确B、错误正确答案:A3.在同一单步中有同一群G代码一个以上时,最后指定的G代码有效。
A、正确B、错误正确答案:A4.圆柱心轴用于工件圆孔定位,限制22个自由度。
A、正确B、错误正确答案:B5.为了企业效益可以理解环保装置平时不用,上级检查才用的做法A、正确B、错误正确答案:B6.加工中心与普通数控机床区别在于机床的刚性好。
A、正确正确答案:B7.使用相同精度的计量器具,采用直接测量法比采用间接测量法的精度高A、正确B、错误正确答案:A8.对切削抗力影响最大的是切削深度。
A、正确B、错误正确答案:A9.圆柱铣刀的前角规定为在主剖面内测得的前刀面与基面之间的夹角A、正确B、错误正确答案:B10.产生崩碎切屑时,切削力波动大,并且由于作用力十分接近刃口,切削力和切削热都集中在刃口附近A、正确B、错误正确答案:A11.符号“⊥”在位置公差中表示圆弧度。
A、正确B、错误正确答案:B12.带有刀库的数控铣床一般称为加工中心。
B、错误正确答案:A13.fanuc系统中G56可以在铣削加工中设定工作坐标系原点A、正确B、错误正确答案:A14.数控车床和数控铣床都用M06进行自动换刀A、正确B、错误正确答案:B15.数控铣床属于点位控制的数控机床A、正确B、错误正确答案:B16.机床原点是机床一个固定不变的极限点。
A、正确B、错误正确答案:A17.高速钢基硬质合金的性能优于高速钢和硬质合金,具有良好的耐磨性、耐热性、韧性和工艺性A、正确B、错误正确答案:B18.“三个臭皮匠,胜过一个诸葛亮”说明加强协作,取长补短和遵守纪律的重要性B、错误正确答案:B19.M02与M30指令,都表示程序的结束。
金属切削技术和可乐满刀具粗镗刀和精镗刀CoroPak 04.2 -TRAINING Selling FeaturesCoroBore ™镗刀系列CoroBore 825精镗孔CoroBore 820粗镗孔用CoroBore 820粗镗孔和用CoroBore 825精镗孔-相同的直径范围和刀具长度真正有效率的搭配CoroBore™820粗加工镗削刀具新的高生产率镗削解决方案3个滑块CoroTurn107和T-Max P 刀片易于调整CoroPak03.2CoroBore™820镗削范围:35 -260 mm镗削深度: 4 x 刀柄直径孔公差:IT 9刀片:CoroTurn107T-Max P接口:可乐满CaptoHSK内冷却液:1200 m/min最大vcCoroPak03.2CoroBore ™820CoroTurn 107CoroTurn RC 滑块90°84°75°90°84°CoroPak 03.2CoroBore™820负前角刀片用的新滑块——高效率粗镗 镗削范围106-167 mmCoroTurn®RC刚性夹紧CoroPak 03.2 -TRAINING Technical InformationCoroBore ™820粗调刻度用于径向调整的调整螺钉CoroPak 03.2 -TRAINING Technical InformationCoroBore ™820CoroPak 03.2 -TRAINING Technical InformationCoroBore ™820高生产率镗削台阶镗削单刃镗削应使用90°滑块使用:3滑块1 刀垫组1接杆使用:3滑块1接杆使用:1滑块2盖1接杆CoroPak 03.2 -TRAINING Technical InformationCoroBore™820 v c= 1200 m/min时要求的力矩CoroPak 03.2 -TRAINING Selling FeaturesCoroBore ™820材料材料::GG 25 CMC 08.1Duobore CoroBore 820提高穿透率50%,并保持刀具寿命刀片数32v c m/分150150f n mm/转0,3750,25进给率v f mm/分7550刀具寿命分150150米6845CoroPak 03.2 -TRAINING Machining StrategiesCoroBore ™和Duobore ®一对高生产率粗镗刀具CoroBore ™820Duobore ®3切削刃2切削刃CoroPak 04.2 -TRAINING Selling FeaturesCoroBore ™825精加工高精度镗刀适合高生产率镗削 用修光刃刀片容易调整CoroBore™825:精镗刀具系统适用于高精度的孔精加工CoroPak04:2稳定的精确度配有可乐满Capto®和HSK刀杆独特的小刀架CoroTurn®107 刀片第一选择备选Wiper刀片高精度的表面质量和高的生产效率CoroTurn®111刀片振动问题的解决者镗削小直径孔可转换刀夹:容易实现高精度尺寸调整直径微调的单位增量是0.01mm通过刀具切削液CoroBore ™825可获得高生产率和高精度表面质量的刀具系统CoroPak 04:2性能表面光洁度Ra < 1µm 公差等级IT6镗削直径范围从镗削直径范围从¢¢2323mm mm mm到到¢107107mm mm 三个三个CoroTurn CoroTurn 和111111刀片尺寸刀片尺寸刀片尺寸,,包括包括Wiper Wiper用CoroBore 820粗镗孔和用CoroBore 825精镗孔-相同的直径范围和刀具长度真正有效率的搭配CoroPak 04.2 -TRAINING Selling FeaturesCoroBore ™825镗削直径: 23 -107 mm 镗削深度: 4 x 刀柄直径孔公差: IT 6粗糙度:< Ra 1 μm 刀片: CoroTurn ®107CoroTurn 111 接口:Coromant Capto ®HSK内冷却液Max. v c :1200 m/minCoroPak 04.2 -TRAINING Technical InformationCoroBore ™825转盘D c 0,01 mm 游标D c 0,002 mmCoroBore825与391.38A 精镗刀的比较镗削直径(mm) 23-107 25-103.5 镗削深度: 1.5-4xD5m 3.5xD5m 孔公差: IT6 IT6 直径调整间隙(mm): 0.002 0.01 切削液: 内冷内冷 刀片类型: TC,TP,wiper CC,TC,TP,wiper主偏角Kr(度): 9275,92,95CoroPak 04:2CoroBore825391.38ACoroPak 04.2 -TRAINING Selling FeaturesCoroBore ™825刀夹-3种尺寸 刀片TC..06, 09 & 11TP..06, 09 & 11主片角92°CoroPak 04.2 -TRAINING Technical InformationCoroBore™825椭圆形接口平面接触FtFrCoroBore™825精镗刀---反镗直径调节范围小于正常调节范围(避免刀体干涉)CoroPak 04.2 -TRAINING Selling FeaturesCoroBore ™825TCGX 06T104L-WK 1025TCGX 090204L-WK 5015, 1025TCGX 110204L-WK5015, 1025TPMT 06T102-PF/MF/KF 5015, 1025, 3005TPMT 090204-PF/MF/KF 5015, 1025, 3005TPMT 110204-PF/MF/KF 5015, 1025, 3005CoroPak 04.2 -TRAINING Selling FeaturesCoroBore ™825D cMin MaxAdaptorCartridgeCoroPak 04.2 -TRAINING Cutting DataCoroBore ™825CoroBore825切削初始值推荐一般初始值Vc 不大于车削样本上外园车削推荐值的50%,Vc=180mm/minCoroPak 04:2CoroPak 04.2 -TRAINING Technical InformationCoroBore ™825CoroBore™825精镗刀CoroBore™825Dc 0,01 mmDc .0004”使用游标刻度盘Dc 0,002 mmDc .00008”CoroBore ™8250.05mm微调刻度每格微调刻度每格::CoroBore™82523.65mmCoroBore ™8250.01/5=0.002mm 微调刻度每格微调刻度每格::假设现在直径23.500mmCoroBore ™825现在读数为23.5+0.08+0.004=23.584mmCoroPak 04.2 -TRAINING Cutting Data 材料:SS1672材料: 中碳钢l, CMC 01.2 HB =180 -2001 Coromant U, dia 52mm v c = 200 m/minf n = 0,15 mm/rn = 1225 rpm v f = 184 mm/min2粗镗接柄:C6-R820C-AA3104A 刀夹:R820C-AR16SCFC09A 刀片:CCMT 09T308-PM 4025D c = 60,0 mm z = 3v c = 120 m/min f Z = 0,3 mm f n =0,9 mm/r a p = 4 mm n = 637 rpm v f= 573 mm/min 3 精镗接柄:C6-R825C-AAE097A 刀夹:R825C-AF23STUC1102A 刀片:TCGX110204L-WK 5015D c = 60,5 mm z = 1v c = 200 m/min f n =0,15 mm/r a p = 0,25 mm Ra= 0,8n = 1053rpm v f= 158 mm/min孔加工实例。