箱体平行孔系加工的坐标法原理及保证加工精度的方法
- 格式:pdf
- 大小:168.65 KB
- 文档页数:3



人山人海类似的夸张的成语
成语:
熙熙攘攘、摩拳擦掌、川流不息、挨肩擦背、比肩继踵、三五成群、万头攒动、人流如潮、人头攒动、人来人往、万人空巷、人声鼎沸、捱三顶四、风雨不透、挨山塞海、熙来攘往、摩肩接踵、水泄不通、比肩接踵、摩肩擦踵、接踵摩肩、人流如织、人潮汹涌、人潮拥挤、人潮如涌、人头济济
相似词:
人头攒动、熙熙攘攘、人潮涌动、人来人往、人挤人、车水马龙、
人满为患、热闹非凡、人潮拥挤、人流如织、水泄不通、游人如织、万人空巷、川流不息、人声鼎沸、灯火辉煌、人流涌动、摩肩接踵、座无虚席、都是人山人海。
箱体孔系加工和常用工艺装备一、箱体零件孔系加工箱体上一系列相互位置有精度要求的孔的组合,称为孔系。
孔系可分为平行孔系「图8-35(a)〕、同轴孔系[图8-35(b)」和交叉孔系[图8-35(c)]。
孔系加工不仅孔本身的精度要求较高,而且孔距精度和相互位置精度的要求也高,因此是箱体加工的关键。
孔系的加工方法根据箱体批量不同和孔系精度要求的不同而不同,现分别予以讨论。
(一)平行孔系的加工平行孔系的主要技术要求是各平行孔中心线之间及中心线与基准面之间的距离尺寸精度和相互位置精度。
生产中常采用以下几种方法1.找正法找正法是在通用机床上借助辅助工具来找正要加工孔的正确位置的加工方法。
这种方法加工效率低,一般只适用于单件小批生产。
根据找正方法的不同,找正法又可分为以下几种:(l)划线找正法。
加工前按照零件图在毛坯上划出各孔的位置轮廓线,然后按划线一一进行加工。
划线和找正时间较长,生产率低,而且加工出来的孔距精度也低,一般在±0.5 mm 左右。
为提高划线找正的精度,往往结合试切法进行。
即先按划线找正镗出一孔再按线将主轴调至第二孔中心,试镗出一个比图样要小的孔,若不符合图样要求,则根据测量结果更新调整主轴的位置,再进行试镗、测量、调整,如此反复几次,直至达到要求的孔距尺寸。
此法虽比单纯的按线找正所得到的孔距精度高,但孔距精度仍然较低且操作的难度较大,生产效率低,适用于单件小批生产。
(2)心轴和块规找正法。
镗第一排孔时将心轴插人主轴孔内(或直接利用镗床主轴),然后根据孔和定位基准的距离组合一定尺寸的块规来校正主轴位置,如图8-36所示。
校正时用塞尺测定块规与心轴之间的间隙,以避免块规与心轴直接接触而损伤块规。
镗第二排孔时,分别在机床主轴和加工孔中插入心轴,采用同样的方法来校正主轴线的位置,以保证孔心距的精度。
这种找正法的孔心距精度可达±0.3mm 。
(3)样板找正法。
用10~20mm 厚的钢板制造样板,装在垂直于各孔的端面上(或固定于机床工作台上),如图8-37所示。
欧盟公民数字能力框架应用案例分析及启示欧盟公民数字能力框架应用案例分析及启示引言随着信息技术和互联网的迅猛发展,数字化已成为当今社会的主要特征。
数字技术已经渗透到各行各业,给我们的生活带来了巨大的变化,并对我们的工作、学习和社交等方面产生了深远影响。
为了应对这一变革,欧洲联盟(欧盟)制定了公民数字能力框架,以提高欧盟公民的数字技能。
本文将通过分析欧盟公民数字能力框架的应用案例,探讨其对社会的启示。
一、欧盟公民数字能力框架概述欧盟公民数字能力框架是欧盟提出的一种巩固和传达人们在日常生活中所需的技能、知识和信心的工具。
该框架旨在帮助公民在数字化时代中更好地参与社会、职业和个人生活,并利用数字技术提供的机会。
该框架分为五个层级:数字入门、基础数字技能、中级数字技能、高级数字技能和专业数字技能。
每个层级都描述了公民具备的技能和能力,从简单的网上冲浪到复杂的数据分析。
二、欧盟公民数字能力框架应用案例分析1. 案例一:数字入门——老年人的数字包容性在德国某研究机构的一项调研中,调查发现许多老年人因缺乏数字技能而在数字社会中被边缘化。
为了解决这一问题,当地政府实施了一项数字培训计划,帮助老年人掌握基本的数字技能。
通过提供简单易懂的培训材料和个人指导,老年人逐渐学会了使用电子邮件和社交媒体,与家人和朋友保持联系,并获得了更多的自信心。
这个案例表明,数字入门教育对于提高老年人的数字能力和社会参与度具有重要作用。
2. 案例二:基础数字技能——学生的在线学习在瑞典的一所高中,学校采用在线学习平台,帮助学生培养基础数字技能。
学生通过在线平台完成课程作业、参与课堂讨论和与老师交流。
这种灵活的学习方式不仅帮助学生提高学习效果,还培养了他们的自主学习能力和团队合作能力。
此案例表明,基础数字技能的培养对学生的学习和未来职业发展至关重要。
3. 案例三:中级数字技能——数字创意产业的发展在荷兰,在线社交媒体创作和数字媒体制作成为一种受欢迎的行业。
箱体类零件的加工一、箱体类零件的功用和结构特点功用:箱体类零件是机器或箱体部件的基础件。
它将机器或箱体部件中的轴、轴承、套和齿轮等零件按一定的相互位置关系装联在一起,按一定的传动关系协调地运动。
因此,箱体类零件的加工质量,不但直接影响箱体的装配精度和运动精度,而且还会影响机器的工作精度、使用性能和寿命。
结构:几种常见箱体零件的简图:主要结构特点:1)形状复杂;2)体积较大;3)壁薄容易变形;4)有精度要求较高的孔和平面。
一般说来,箱体不仅需要加工部位较多,而且加工难度也较大。
二、箱体零件的定位装夹方式箱体零件的结构复杂,加工表面较多,其应按基准统一原则选择精基准方案。
所采用的精基准方案主要有以下两种:(1)三个互相垂直的平面底面——具有较大的支承面积,为第一基准,限制三个自由度;某个侧面——长度较大,为第二基准,限制两个自由度;某个端面——为第三基准,限制一个自由度。
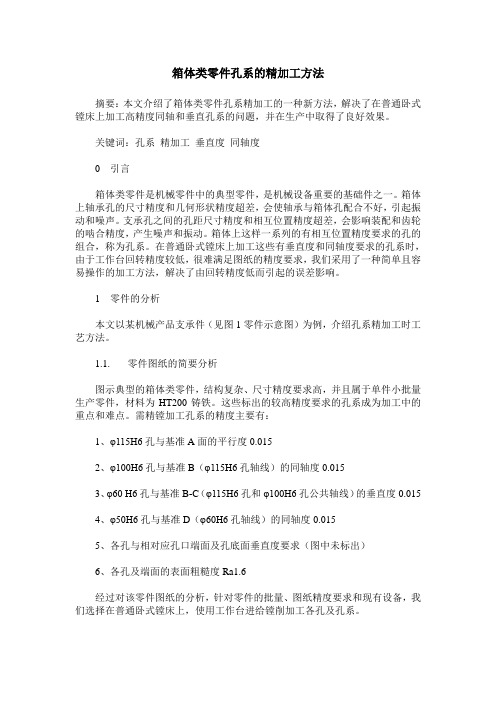
(2)一面两孔——一个平面和两个与平面垂直的孔,定位元件为:两块长条支承板(限制3)+ 短圆柱销(限制2)+ 短菱形销(限制1)三、箱体零件平面的加工方法四、箱体零件孔系的加工方法孔的加工:镗孔加工尺寸的调整:对刀仪+对刀样件孔系的加工:孔系分为平行孔系、同轴孔系、交叉孔系,如图:箱体上的孔不仅本身的精度要求高,而且孔距精度和相互位置精度也较高,这是箱体加工的关键。
根据生产规模和孔系的精度要求可采用不同的加工方法:(1)找正法——划线找正、用心轴和块规找正、用样板找正在工件上划线:在卧式镗床上找正工件:◇加工平行孔系时的找正:◇加工同轴孔系时的找正:◇加工垂直孔系时的找正:(2)坐标法机床上配备有精密的坐标测量装置,能精确地确定主轴箱、工作台等移动部件的位置。
借助于测量装置调整机床主轴与工件间在水平和垂直方向的相对位置,以保证孔距精度。
其孔距精度取决于机床坐标测量装置的精度。
目前应用的高精度坐标测量装置主要有光栅数显装置、感应同步器测量装置、磁栅和激光干涉仪等,测量精度为0.01~0.0025mm。