箱体加工实例
- 格式:ppt
- 大小:1.57 MB
- 文档页数:25
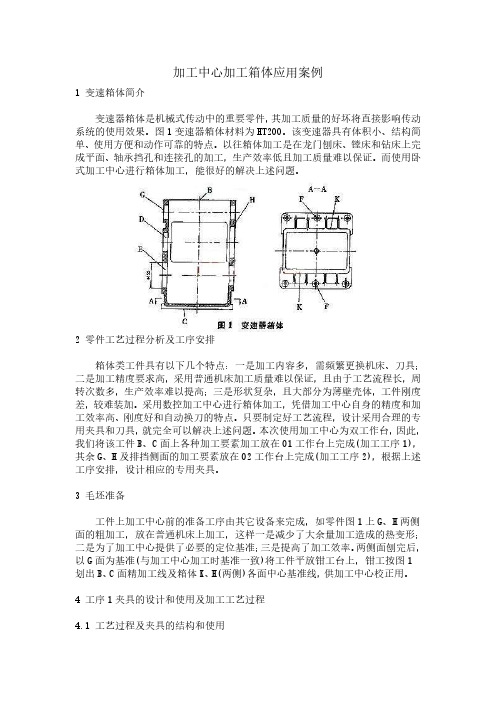
加工中心加工箱体应用案例1 变速箱体简介变速器箱体是机械式传动中的重要零件,其加工质量的好坏将直接影响传动系统的使用效果。
图1变速器箱体材料为HT200。
该变速器具有体积小、结构简单、使用方便和动作可靠的特点。
以往箱体加工是在龙门刨床、镗床和钻床上完成平面、轴承挡孔和连接孔的加工,生产效率低且加工质量难以保证。
而使用卧式加工中心进行箱体加工,能很好的解决上述问题。
2 零件工艺过程分析及工序安排箱体类工件具有以下几个特点:一是加工内容多,需频繁更换机床、刀具;二是加工精度要求高,采用普通机床加工质量难以保证,且由于工艺流程长,周转次数多,生产效率难以提高;三是形状复杂,且大部分为薄壁壳体,工件刚度差,较难装加。
采用数控加工中心进行箱体加工,凭借加工中心自身的精度和加工效率高、刚度好和自动换刀的特点。
只要制定好工艺流程,设计采用合理的专用夹具和刀具,就完全可以解决上述问题。
本次使用加工中心为双工作台,因此,我们将该工件B、C面上各种加工要素加工放在01工作台上完成(加工工序1),其余G、H及排挡侧面的加工要素放在02工作台上完成(加工工序2),根据上述工序安排,设计相应的专用夹具。
3 毛坯准备工件上加工中心前的准备工序由其它设备来完成,如零件图1上G、H两侧面的粗加工,放在普通机床上加工,这样一是减少了大余量加工造成的热变形;二是为了加工中心提供了必要的定位基准;三是提高了加工效率。
两侧面刨完后,以G面为基准(与加工中心加工时基准一致)将工件平放钳工台上,钳工按图1划出B、C面精加工线及箱体K、H(两侧)各面中心基准线,供加工中心校正用。
4 工序1夹具的设计和使用及加工工艺过程4.1 工艺过程及夹具的结构和使用按照前文所述,工序1的加工工序主要包括B、C面精铣,以及C面上6-φ18孔(F)的钻削。
为提高加工质量和效率,针对该工序的加工特点设计了一套专用夹具(图2),该夹具由压板1弹性定位销2、定位销3、弹性定位销4调整螺栓5和底板6组成。

箱体类典型零件的数控加工工艺分析摘要论文首先介绍了数控机床的趋势:工序集中、高速化、高效、高精度、多功能等。
从数控加工工艺基础讲起,由浅入深的分析了数控加工工艺的特点及技术要求。
对典型箱体类零件的数控加工工艺分析及举例分析。
数控加工工艺是采用数控机床加工零件时所运用各种方法和技术手段的总和,应用于整个数控加工工艺过程。
数控加工工艺是伴随着数控机床的产生和发展而逐步完善起来的一种应用技术,它是人们大量数控加工实践的总结。
数控加工工艺是数控编程的前提和依据,没有符合实际的、科学合理的数控加工工艺,就不可能有真正可行的数控加工程序。
数控编程就是将制定的数控加工工艺内容程序化。
箱体类零件的加工精度高,工艺难度较大。
除了一般零件的共性外有其铣平面,铣孔,热处理特殊特点。
因此对箱体类零件的加工工艺分析对数控加工工艺方面的一个丰富的积累。
关键词:数控机床;箱体类零件;加工工艺。
Box-type parts of a typical CNC machining process analysisAbstractPaper introduces the trend of CNC machine tools: process focus, high-speed, high efficiency, high precision, multi-function, such as. From talking about the basisof numerical control processing, easy-to-digest analysis of the characteristics of CNC machining technology and technical requirements. The typical box-type parts on the CNC machining process analysisand example analysis.CNC machining process is the use of CNC machining parts by using various methods and techniques of the sum of the means applied to the entire CNC machining process. CNC machining process is accompanied by the emergence of CNC machine tools and development with a gradual improvement of application technology, it is the practice of a large number of CNC machining summary. CNC Machining NC programming process is the prerequisite and basis for, not in line with the practical, scientific and rational CNC machining process, there can be no real NC machining process possible. NC programming is to formulate the contents of the NC processing program.Box-type high-precision machining, process more difficult. In addition to the general common parts outside the plane of its milling, hole milling, heat treatment of special features.Box-type parts on the process of analysis of the aspects of CNC machining process to a rich accumulation.Keywords: CNC machine tools; box components; processing technology.目录第1章概述 (3)1.1 数控加工技术的发展和趋势 (3)1.2 数控加工的定义 (5)1.3数控加工工艺的定义 (5)1.4数控加工工艺的特点 (5)第2章数控加工工艺基础 (6)2.1 数控加工工艺分析 (6)2.2零件图的分析审查 (8)2.3零件机械加工工艺规程的制定 (9)第3章数控机床加工箱体类零件的工艺分析 (13)3.1箱体类零件的结构及特点 (13)3.2箱体类零件的材料及毛胚 (14)3.3箱体类零件的主要技术要求 (15)3.4箱体零件的加工工艺分析 (15)第4章分离式齿轮箱体加工工艺过程及其分析 (21)4.1 分离式箱体的主要技术要求 (21)4.2 分离式箱体的工艺特点 (22)第5章总结 (25)参考文献 (26)答谢词 (27)第1章概述1.1 数控加工技术的发展和趋势1.1.1数控机床的发展美国麻省理工学院于1952年成功地研制出世界上第一台的数控铣床。


箱体加工工艺方案分析[1].txt54就让昨日成流水,就让往事随风飞,今日的杯中别再盛着昨日的残痕;唯有珍惜现在,才能收获明天。
案,现以变速箱体为例,说明在不同生产批量情况下,如何合理选择定位基准,采用适宜的生产设备和工艺手段,以保证加工质量可靠,满足市场的需求。
达到生产批量的能力,同时投资小,见效快,成本低,从而获得企业的最大经济效益。
2 变速箱体零件的工艺技术分析变速箱体零件如图1。
图1 变速箱零件图主要技术参数如下:(1)N、H、F、K平面需要加工Ra6. 3(2) 1 —1孔Φ80K7 Ra3. 22 —2孔Φ50K7 Ra3. 23 —3孔Φ25K7 Ra3. 2(3) 3组拨叉孔2 —Φ15H7同组孔壁距离为171mm ,其同轴度公差为Φ0. 02m(4) 1 —1孔组N面的垂直度公差为Φ0. 006mm(5) F面:6 —M10 K面:4 —M10 N面:7 —M10 H面:4 —M12根据技术要求, (3)、(4)是变速箱体零件机械加工的难点与重点。
3 试制生产工艺方案根据变速箱体零件的结构形状对毛坯采用木模造型、成本低,精度低,因此采用传统办法,钳工对铸件进行划线。
为了保箱体加工工艺方案分析彭庆林陈从桂南华大学机械工程学院,湖南衡阳421001摘要:通过不同生产批量来确定变速箱体零件的加工方案,说明生产批量对工艺方案的重大影响,并寻求最佳的工艺方案。
以获得最好的经济效益。
关键词:生产批量;工艺方案;变速箱体;效益。
中图分类号:TH162 + .1 文献标识码:B 文章编号:1001 -2265(2004)07 -0099 -021和成熟时期的大批量生产,都要经历不同的生产批量过程。
作为组成这一产品的机械零件必须根据生产批量来确定其工艺方小批量投产到产品发展,引言床上进行各平面和孔系的加工:在加工过程中3-Φ15H7 ,拨叉孔因孔距较大,同轴度很难保证,因此对该3-Φ15H7孔采用专证1、2、3组孔的加工,对不加工的底平面进行铣(刨)和精铣(刨),作为精基准定位面。