轧钢机机架
- 格式:ppt
- 大小:1.07 MB
- 文档页数:24
轧机机架吊装常用方法一、整体概述。
1.1 轧机机架那可是轧机设备里相当重要的部件啊,又大又重。
吊装这玩意儿可不容易,就像搬一座小山似的。
咱们常用的吊装方法得根据实际情况来定,这就像是量体裁衣,不同的工况要用不同的法子。
二、行车吊装法。
2.1 行车吊装是比较常见的一种。
要是厂房里有那种大型行车,那可就派上大用场了。
就像有个大力士在头顶上似的。
行车的起重量得足够大,能把那沉重的轧机机架稳稳地吊起来。
这就好比是用一个大手稳稳地抓住东西,不能有半点闪失。
不过呢,在使用行车吊装之前,必须得对行车进行全面的检查,这叫“小心驶得万年船”。
检查行车的钢丝绳有没有磨损啦,制动装置灵不灵啦,就像给战士检查武器装备一样,一点都不能马虎。
2.2 而且在吊装的时候,操作人员得是经验丰富的老手。
他们要像指挥家指挥乐队一样,精确地控制行车的运行速度和方向。
起吊要平稳,不能忽快忽慢,不然轧机机架晃来晃去的,就像喝醉了酒的大汉,那可太危险了。
要让轧机机架像一片羽毛一样,轻轻地、稳稳地移动到指定的位置。
三、桅杆式起重机吊装法。
3.1 有时候啊,厂房里没有合适的行车,或者行车的起重量不够,这时候桅杆式起重机就该登场了。
桅杆式起重机就像是一个临时搭建起来的大力神。
它的结构相对简单,但是能吊起很重的轧机机架。
在安装桅杆式起重机的时候,基础一定要打得牢固,这就好比盖房子要打好地基一样,基础不牢,地动山摇。
如果基础不稳,在吊装过程中桅杆倒了,那可就出大事故了,就像捅了马蜂窝一样,麻烦大了。
3.2 用桅杆式起重机吊装轧机机架的时候,也要注意很多细节。
比如说,要根据机架的重量和形状,合理地选择吊点。
这就像是挑东西要找准平衡点一样,要是吊点选错了,机架可能就会倾斜,那可就不好办了。
而且在吊装过程中,要时刻关注起重机的状态,不能掉以轻心,要做到“眼观六路,耳听八方”。
四、液压提升装置吊装法。
4.1 现在啊,还有一种比较先进的液压提升装置吊装法。
这就像是给吊装工作注入了高科技的力量。
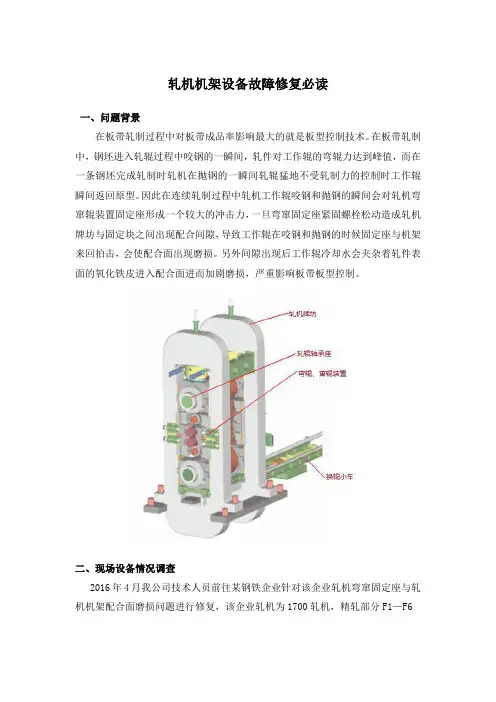
轧机机架设备故障修复必读一、问题背景在板带轧制过程中对板带成品率影响最大的就是板型控制技术。
在板带轧制中,钢坯进入轧辊过程中咬钢的一瞬间,轧件对工作辊的弯辊力达到峰值,而在一条钢坯完成轧制时轧机在抛钢的一瞬间轧辊猛地不受轧制力的控制时工作辊瞬间返回原型。
因此在连续轧制过程中轧机工作辊咬钢和抛钢的瞬间会对轧机弯窜辊装置固定座形成一个较大的冲击力,一旦弯窜固定座紧固螺栓松动造成轧机牌坊与固定块之间出现配合间隙,导致工作辊在咬钢和抛钢的时候固定座与机架来回拍击,会使配合面出现磨损。
另外间隙出现后工作辊冷却水会夹杂着轧件表面的氧化铁皮进入配合面进而加剧磨损,严重影响板带板型控制。
二、现场设备情况调查2016年4月我公司技术人员前往某钢铁企业针对该企业轧机弯窜固定座与轧机机架配合面磨损问题进行修复,该企业轧机为1700轧机,精轧部分F1—F6共计8个配合面出现磨损,磨损量为0.2mm—3mm。
我公司技术人员针对该情况进行现场修复。
三、修复工艺对比传统修复工艺:对于轧机机架磨损传统修复工艺主要有两种方法进行修复:1、即在线通过机加工方法清除牌坊表面受损层找出结合面,通过加大衬板厚度的方式来达到要求精度。
弊端:使用该方法修复后使用一段时间后又会出现磨方法不能从根本上修复磨损)2、需要补焊后在现场机加工找出结合面。
弊端:大面积堆焊容易造成牌坊受热应力变形、弯曲。
且修复好之后在生产中配合面和固定座长期配合受冲击、腐蚀又会出现磨损。
也不能根本上解决磨损,且工期长。
消耗了企业大量人力、物力、财力。
福世蓝修复工艺:使用福世蓝技术产品现场修复时间短,效果好。
其产品自身具有极高的抗压强度,即使在高达1900吨的轧制力作用下,材料也不会损坏;独特的高分子结构赋予材料良好的抗冲击性能,可以吸收固定座对牌坊的冲击,避免了磨损的产生;同时产品具有良好的耐腐蚀性能,可使配合面表面免受冷却水的侵蚀。
为企业缩短了停机维修时间。
也不会出现应力变形,不损伤设备本身。
轧机机架吊装方法
嘿,大家知道轧机机架吊装是一项超级重要的工程操作呢!那到底怎么进行轧机机架吊装呢?这可得好好说道说道。
首先,来详细讲讲步骤和注意事项哈。
在进行轧机机架吊装前,一定要做好充分的准备工作,就像运动员比赛前要热身一样重要呢!要仔细检查吊装设备是否完好,这可不能马虎呀!然后呢,根据轧机机架的重量和尺寸选择合适的吊具,这就好比给它选一件合身的衣服。
在吊装过程中,要确保吊索的角度合适,动作要稳稳当当的,可不能毛毛躁躁。
而且呀,现场要有专业的指挥人员,大家要齐心协力,就像一个团队在战斗一样!
接着说说安全性和稳定性。
这可是至关重要的呀!整个吊装过程就如同走钢丝,必须要小心翼翼。
只有保证了安全性和稳定性,才能避免出现意外情况,难道不是吗?要确保所有参与人员都严格遵守操作规程,不能有一丝懈怠。
再来讲讲应用场景和优势。
轧机机架吊装在钢铁行业那可是经常用到的呀!它的优势可不少呢,能够高效地完成大型设备的安装和搬运,就像大力士一样有力气!而且可以在各种复杂的环境下进行操作,适应性超强的。
我给大家说个实际案例哈。
之前有个工厂进行轧机机架吊装,按照正确的方法和步骤,在保证安全的前提下,顺利地完成了任务,生产效率大大提高了呢!这效果可不是吹的呀!
总之,轧机机架吊装方法真的超级重要呀!只要我们认真对待,严格按照要求去做,就一定能够成功!大家说是不是呀!。

第一章概述1、钢材的分类:1)型材占钢材产量的30——35%、品种最多,主要用于建材。
2)板带材占50——66% 应用最广、产量最高3)管材占8~15% 又可分为无缝管与焊管,大多为圆形断面。
此外还有少量的斜轧、横轧、楔横轧等特种轧制产品。
生产机械零件毛坯,齿轮、丝杆、钢球及轴类零件(少切削、无切削零件)。
2、轧钢机械的组成:轧钢机械由轧制机械主设备(主轧机——使轧件产生塑性变形的设备)与辅助设备组成(除主设备及工艺设备以外的一切设备)。
*主设备组成:轧机系统:主机或主机列(工作机座与主传动、电机组成)它决定了轧钢车间的类型与特征。
*辅设备组成:完成一切辅助的工序轧件的运输、搜集、剪切、矫正、清理。
轧钢车间的机械化程度越高则其辅设备重量所占的比例越大。
*常见的轧钢辅设备:剪切类、矫正类、卷取类、运输翻转类、打捆包装类、表面清理加工类。
(教材P20表1-6)3、轧钢机的标称:初轧机与大外径来标称。
如宝钢140无缝钢管轧机,表示型钢轧机——以(最后一架轧机—即成品架次)轧辊的名义直径作为轧机的标称。
钢板轧机——以轧辊的辊身长度来标称。
如2030冷连轧机组,表示轧机的轧辊辊身长为2030mm。
钢管轧机——以能轧制钢管的最其轧制钢管的最大外径为140mm4、按轧辊在机座中的布置分类:可分为具有水平轧辊的轧机、立辊轧机、万能轧机(既有水平辊又有立辊的轧机)与斜辊轧机等。
1)水平式轧机:轧辊水平放置的轧机,应用最广,是最普遍的。
*PC轧机(轧辊成对交叉轧机):四辊,轧辊成对交错,叫超角度5°,用于冷轧及热轧带材。
*HC轧机(高性能凸度控制轧机):六辊,用于冷轧普碳及合金钢带材。
*CVC轧机(凸度连续可变轧机):两辊,用于热轧及冷轧带钢。
2)立式轧机:轧辊垂直放置的轧机,用于不希望翻钢的场合。
3)万能轧机:具有水平辊及立辊的轧机。
4)斜辊轧机:轧辊倾斜放置的轧机。
用于横向——螺旋轧制。
主要用于钢管生产、钢管穿孔、延伸、精整、扩型等。
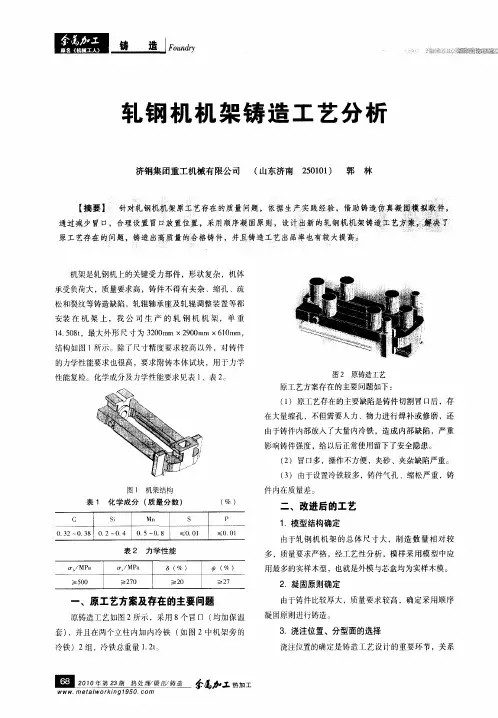
大型轧钢机机架的铸造工艺(作者单位:中国第一重型机械股份公司营销部)◎于萌大型轧钢的机制应用特点决定了其结构形式以T 型结构为主,相对来说,结构构建较多,进行铸造时,需要面临复杂的加工工序,这也为铸造质量的控制带来了较大的难度。
因结构整体的尺寸较大,进行单一构件的加工时很难保障加工的精确度,这也会对整体结构的质量造成较大影响。
考虑到此类问题,相关人员提出,可以通过整体铸造的方式,减少构件的单个加工精度缺陷问题,同时也可有效减少焊接施工所带来的结构质量问题,通过多方面对比研究,采取整体铸造的方式,可确保机架结构的质量,使其符合用户需求。
一、大型轧钢机机架的承力性能分析大型机架往往指的是应用范围较为广泛的万能型机架,相对来说,机架结构较为繁琐,且在应用的过程中需要承担较大的荷载压力。
表1为大型机架的负荷参数。
表1大型机架的负荷参数轧辊类型轴向载荷/t 径向载荷/t 水平辊/900垂直辊90650非常轧制时65430二、铸造工艺研究1.浇注位置选择。
对于轧钢机机架铸造生产来说,首先应结合机架生产的需求和铸钢厂房设备的实际分布状况,合理选择注浆位置,这对于提升机架内部质量和表面质量具有积极作用。
同时,也应考虑到铸造施工的便捷性问题,通过会选用框架水平部位的下端作为浇注位置。
总结以往的铸造经验,可以得出,选用此种浇注位置可以表现出更好的浇注质量。
主要表现为:在其成型的过程中,可以实现对型腔尺寸的有效测量;合箱操作后,也可检查型腔质量;因机架应用的过程中,其下部结构为重点的承力部位,采取此种浇注方式可以进一步提升下部结构的内部质量;相对其他浇注方式来说,浇注成功率更高。
2.合理配置造型砂。
通常而言,常用的造型材料为石灰石砂,并且适当添加镁砂、镁粉砂、钛渣砂、石英砂和铬铁矿砂等。
考虑到石灰石砂自身具备缩沉反应、产气量较大和热稳定性不足的特点,在实际生产中的应用很难保证铸件的尺寸精度,极易出现铸件尺寸与用户需求不符的问题。
轧钢机的组成
轧钢机是一种用于制造金属板材和金属棒材的设备,通常由以下组成部分组成:
1. 主机:主要由辊子、辊座、机架等部件组成,用于将金属坯料通过辊子的轧制作用进行塑形。
2. 传动系统:用于传递电能或机械能,包括电动机、减速器、联轴器等部件。
传动系统将电能或机械能转化为辊子的运动能量,实现轧制操作。
3. 冷却系统:用于控制轧制过程中金属材料的温度,防止过热和变形。
通常包括冷却液循环系统和冷却设备。
4. 控制系统:用于监测和控制轧制过程的参数,包括轧制力、轧制速度、金属材料温度等。
常见的控制系统包括计算机控制系统和PLC控制系统。
5. 辊缝调整系统:用于调整辊子之间的间隙,以控制金属材料的厚度和形状。
通常包括辊缝调节装置和辊缝控制系统。
6. 辅助设备:包括喷水装置、张力控制装置、卷取装置等,用于增加轧制过程的稳定性和效率。
值得注意的是,轧钢机的组成在不同类型的轧钢机中可能会有所不同,具体的组成和操作方式会根据不同的应用需求而有所区别。
不锈钢冷轧机机架吊装设计及精度调整方法摘要:二十辊轧机设备主要包括机架、轧机工艺平台、轧辊辊系、卷取机、运转小车系统及各介质管道系统等,通过控制系统控制机架上凸度液压缸升降,进而调整轧辊辊系距离轧制出相应规格与性能的冷轧带钢品种。
生产过程中,轧机机架承受整个轧制过程中的轧制力,因此生产工艺对牌坊的强度、刚度和稳定性等有较高的要求,一般机架材质为铸钢,进过紧密加固制造而成。
意义上的“无变形”构件。
为整个轧机的核心设备之一。
因此,其安装精度的高低直接影响轧机整体性能。
关键词:二十辊轧机;机架;安装精度1.二十辊轧机机架介绍我公司承接某大型850mm不锈钢冷轧生产线的设备安装,为二十辊可逆轧机。
机架主要由牌坊、机架辊系、轧机底座、压下控制调整、轧制线调整、侧偏心调整、凸度调整、轧机面板等组成。
考虑到现场条件,轧机机架整体组装供货,整体安装及调整。
1.轧机安装顺序2.1机架吊装轧机整体重量为28吨,由于车间最大桥式起重机为16吨,采用双起重机抬吊方式吊装机架。
设计专用吊装梁进行吊装。
吊装时要求1#、2#行车指挥协调一致,统一指挥。
行车将机架吊至一定高度(500mm左右)后缓慢重复上下动作,检查行车升降小车安全制动动作。
无溜车等异常情况下方可指挥行车操作。
指挥人员指挥1#、2#行车缓慢上升至一定高度,待机架备件稳定后指挥行车向1#二十辊轧机基础位置移动,缓慢下降至机架安装位置。
调整机架位置,确保机架地脚螺栓孔与预留地脚螺栓孔中心一致,施工人员配合将提前放置在基础预留地脚螺栓孔的螺杆穿过机架底座螺栓孔。
待机架稳定后缓慢将机架放在垫板上。
*注意:在吊放过程中,要求机架四周都要有人进行观察,随时调整机架的位置,避免损伤预埋地脚螺栓。
其中:永久荷载分析系数取:1.35动载荷、不平衡受力等综合安全系数取:1.5整体稳定系数取:ψb=0.6自重荷载:4kn/m吊装荷载:280KN材料选用Q235钢板,f=215N/mm2;fv=125N/mm2;fce=325N/mm2;ffw=160N/mm2;Vmax=1.35*1.5*(4*8=280)/2=316KN;Mmax1=316*2.8=885KN.M;M自重=q*l*l/8=4*8*8/8=32KN.M;Mmax=885+32=917KN.M;Wx=Mmax/(ψb*f)=917KN.M/(0.6*215N/mm2)=7109cm3;he=77-30=105cm;取he=80cm;hw=76cm;腹板厚度twtw==1.5*316000/(760*125)=5mm;tw===8mm;取tw=10mm。
图 1 R 某粗轧机三维模型(a )机架三维模型 (b )机架网格模型图 2 机架模型文章编号:1001-3997(2009)11-0061-02轧钢机机架有限元分析及优化设计王春成 1 杨景锋 1 王丽君 1 邓定军 2 谭友奇 2(1 上海重型机器厂有限公司,上海 200245)(2 湖南省电力公司永州电业局,永州 425000)Finite element analysis and optimization of rolling millWANG Chun -cheng 1,YANG Jing -Feng 1,WANG Li -jun 1,DENG Ding -jun 2,TAN You -qi 2(1 Shangha i Heavy Machinery Plant CO .,LTD ,Shangha i 200245,Chin a )(2 Yongzhou Electric Power Bureau of Hunan Electric Power Company ,Yongzhou 425000,Chin a ) 【摘 要】根据某 1700 粗轧机结构设计方案,使用有限元分析软件 COSMOSWorks ,建立了结构分析模型。
通过对模型的计算分析,得出了该机架承受最大轧制力时最大应力所在位置和应力分布规律。
根 据分析结果,对其进行优化设计。
最后对其进行强度和刚度校核,验证其满足使用要求。
关键词:机架;COSMOSWorks ;有限元分析;优化设计【Abstrac t 】Based on the structura l design scheme for a type of 1700 Rolling mill housing ,the struc - tural analysis model is established by means of the FEM software COSMOSWorks. Through analytica l cal - culation for mechanics model ,the large stress location and stress distributing disciplinarian is found. Ac - cording to the results of the analysis ,optima l design is done for it.At last ,through checking strength and stiffness ,it is proved that the mill meets the application requirement s .Key words :Mill ;COSMOSWorks ;Finite analysis ;Optima l design 中图分类号:TH12,TF302 1 引言文献标识码:A宽度、立柱断面形状和立柱断面积等。
论轧机机架吊装吊具的制作中图分类号: f407.3文献标识码:a 文章编号:在冶金行业中,由于受各种条件的限制,往往有些设备安装时,需要采取相应措施方案。
例如:轧机机架吊装吊具的制作(一)轧机机架吊装吊具介绍:1.吊具名称:轧机机架移行及翻转就位——特殊吊装设备。
2.特殊吊具的组成:此特殊吊具由8个部件组成,支撑框架、翻转框架、升降液压缸、移行液压缸、吊具移行滑道、装配用两部台车、台车移行滑道、液压站。
作业时车间吊车配合,并准备吊具升降用临时支撑座,台车移动牵引用链式起重机或卷扬机等。
3.吊具结构立体图:4.吊装原理及工作程序:工作原理的实质是通过水平移行轧机机架到安装位置,然后进行翻转使水平状态轧机机架,在空间位置旋转成垂直状态,然后使机架逐步下降到达安装位置。
首先将组装台车停靠在机架组装位置,并进行临时的固定,特别注意的是两台车的之间要留出足够的间距,便于将旋转框架的一侧放入。
a.准备——首先将依据轧机中心线将吊具移行滑道、组装台车滑道安装就位,并进行固定。
b.台车就位——将组装台车吊放到台车滑道上,两个台车之间要留出足够的距离,以便于旋转框架的放置。
为了便于台车在轧机中心线方向的调整及移动,台车使用手动链式起重机进行固定。
c.机架吊装——将轧机机架的部件吊放到组装台车上。
机架整体位置是窗口的中心线与轧机中心线应重合,其偏差不大于5mm。
横向位置是机架的重心,距离两台车的中心向安装位置偏离300~500mm左右。
机架装配时的高度提前进行确认,应处于吊具在此位置组装需要,同时在机架的四角放置四台100t千斤顶。
d.吊具装配——使用车间起重机,在机架的组装位置进行吊具的装配。
特别应注意的是其旋转框架在垂直及水平两个方向、与机架接触受力的位置应紧密。
e.平衡——使用车间起重机将轧机机架的下部锁紧,以钢绳受力、而机架没有吊起为准,车间吊车起到平衡作用。
f.吊具受力——缓慢的回落在台车上支撑机架的千斤顶,使重量作用到吊具上。