轧机机架的机构形式及设计
- 格式:pdf
- 大小:1.19 MB
- 文档页数:24
1 引言轧机的压下装置是轧机的重要结构之一,用于调整辊缝,也称辊缝调整装置,其结构设计的好坏,直接关系着轧件的产量与质量。
压下装置按传动方式可分为手动压下、电动压下和液压压下,手动压下装置一般多用于不经常进行调节、轧件精度要求不严格、以及轧制速度要求不高的中、小型型钢、线材和小型热轧板带轧机上。
电动压下装置适用于板坯轧机、中厚板轧机等要求辊缝调整范围大、压下速度快的情况,主要由压下螺丝、螺母及其传动机构组成。
在中厚板轧机中,工作时要求轧辊快速、大行程、频繁的调整,这就要求压下装置采用惯性小的传动系统,以便频繁的启动、制动,且有较高的传动效率和工作可靠性。
这种快速电动压下装置轧机不能带钢压下,压下电机的功率一般是按空载压下考虑选用,所以常常由于操作失误、压下量过大等原因产生卡钢、“坐辊”或压下螺丝超限提升而发生压下螺丝无法退回的事故,这时上辊不能动,轧机无法正常工作,压下电动机无法提起压下螺丝,为了克服这种卡钢事故,必须增设一套专用的回松机构。
电动压下装置的主要缺点之一是运动部分的惯性大,因而在辊缝调节过程中反应慢、精度低,对现代化的高速度、高精度轧机已不适应,提高压下装置响应速度的主要途径是减少其惯性,而用液压控制可以收到这样的效果。
液压压下装置,就是取消了传统的电动压下机构,其辊缝的调节均由液压缸来完成。
在这一装置中,除液压缸以及与之配套的伺服阀和液压系统外,还包括检测仪表及运算控制系统。
全液压压下装置有以下优点:1、惯性小、动作快,灵敏度高,因此可以得到高精度的板带材,其厚度偏差可以控制到小于成品厚度的1%,而且缩短了板带材的超差部分长度,提高了轧材的成品率,节约金属,提高了产品质量,并降低了成本;2、结构紧凑,降低了机座的总高度,减少了厂房的投资,同时由于采用液压系统,使传动效率大大提高;3、采用液压系统可以使卡钢迅速脱开,这样有利于处理卡钢事故,防止了轧件对轧辊的刮伤、烧伤,再启动时为空载启动,降低了主电机启动电流,并有利于油膜轴承工作;4、可以实现轧辊迅速提升,便于快速换辊,提高了轧机的有效作业率,增加了轧机的产量。

轧机的结构型式和性能轧机的结构型式和性能主要决定于轧辊的布置形式和主机座的布置形式。
1. 二辊轧机:结构简单、用途广泛。
它分为可逆式和不可逆式。
前者有初轧机、轨梁轧机、中厚板轧机等。
不可逆式有钢坯连轧机、叠轧薄板轧机、薄板或带钢冷轧机、平整机等。
80年代初最大的二辊轧机的辊径为1500毫米,辊身长3500毫米,轧制速度3~7米/秒。
2. 三辊轧机:轧件交替地从上下辊缝向左或向右轧制,一般用作型钢轧机和轨梁轧机。
这种轧机已被高效二辊轧机所取代。
3. 劳特式三辊轧机:上下辊传动,中间辊浮动,轧件从中辊的上面或下面交替通过。
因中辊的直径小,可减少轧延力。
常用于轧制轨梁、型钢、中厚板,也可用于小钢锭开坯。
这种轧机渐为四辊轧机所取代。
4. 四辊轧机:工作辊直径较小,传递轧制力矩,轧延压力由直径较大的支承辊承受。
这种轧机的优点是相对刚度高、压下量大、轧延力小,可轧制较薄的板材。
有可逆和连轧两种,广泛用作中厚板轧机、板带热轧或冷轧机以及平整机等。
5. 五辊轧机:五辊轧机有两种:一种是C-B-S(接触-弯曲-拉直)轧机,它是一种带有使轧件弯曲的小直径(为工作辊的1/20)空转辊的四辊轧机,其压下量比通常的四辊轧机大许多倍。
轧件围绕小空转辊发生塑性弯曲变形,可轧制难变形的金属和合金带材。
另一种是泰勒轧机,中间小辊的位置可沿轧机入口或出口方向调节,以保持轧件正确的厚度,用来轧制厚度公差很小的不锈钢、碳钢和有色金属带材。
6. HC轧机:高性能的、可控制辊型凸度的轧机。
相当于在四辊轧机的工作辊与支承辊之间增设一对可轴向移动的中间辊,并将两中间辊辊身的相应端部分别调整到与带钢两边缘对应的位置,以提高压力分布和工作辊弹性压扁的均匀性,保证带钢的尺寸精度并可减少其边缘的超薄量和开裂等缺陷。
HC轧机宜用作冷轧宽带钢。
7. 偏八辊轧机:它是四辊轧机的变型。
工作辊直径为支承辊的1/6,且作相对的偏移,以防止工作辊的水平弯曲,轧制力比四辊轧机小一半。
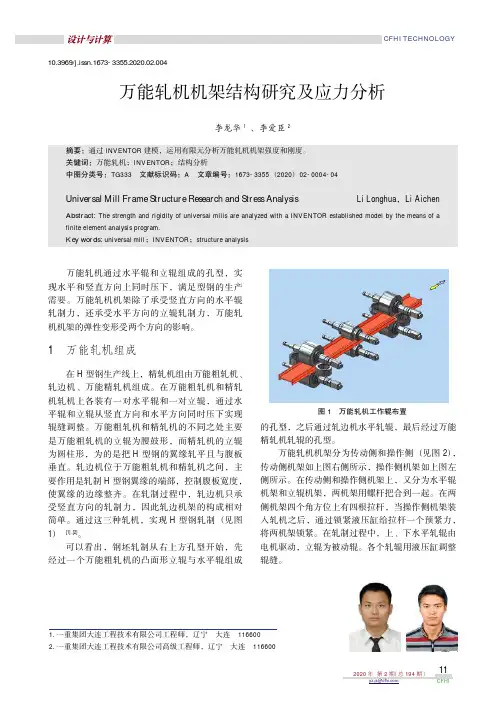
万能轧机通过水平辊和立辊组成的孔型,实现水平和竖直方向上同时压下,满足型钢的生产需要。
万能轧机机架除了承受竖直方向的水平辊轧制力,还承受水平方向的立辊轧制力,万能轧机机架的弹性变形受两个方向的影响。
1万能轧机组成在H 型钢生产线上,精轧机组由万能粗轧机、轧边机、万能精轧机组成。
在万能粗轧机和精轧机轧机上各装有一对水平辊和一对立辊,通过水平辊和立辊从竖直方向和水平方向同时压下实现辊缝调整。
万能粗轧机和精轧机的不同之处主要是万能粗轧机的立辊为腰鼓形,而精轧机的立辊为圆柱形,为的是把H 型钢的翼缘轧平且与腹板垂直。
轧边机位于万能粗轧机和精轧机之间,主要作用是轧制H 型钢翼缘的端部,控制腹板宽度,使翼缘的边缘整齐。
在轧制过程中,轧边机只承受竖直方向的轧制力,因此轧边机架的构成相对简单。
通过这三种轧机,实现H 型钢轧制(见图1)[1]、[2]。
可以看出,钢坯轧制从右上方孔型开始,先经过一个万能粗轧机的凸面形立辊与水平辊组成的孔型,之后通过轧边机水平轧辊,最后经过万能精轧机轧辊的孔型。
万能轧机机架分为传动侧和操作侧(见图2),传动侧机架如上图右侧所示,操作侧机架如上图左侧所示。
在传动侧和操作侧机架上,又分为水平辊机架和立辊机架,两机架用螺杆把合到一起。
在两侧机架四个角方位上有四根拉杆,当操作侧机架装入轧机之后,通过锁紧液压缸给拉杆一个预紧力,将两机架锁紧。
在轧制过程中,上、下水平轧辊由电机驱动,立辊为被动辊。
各个轧辊用液压缸调整辊缝。
1.一重集团大连工程技术有限公司工程师,辽宁大连1166002.一重集团大连工程技术有限公司高级工程师,辽宁大连116600万能轧机机架结构研究及应力分析李龙华1、李爱臣2摘要:通过INVENTOR 建模,运用有限元分析万能轧机机架强度和刚度。
关键词:万能轧机;INVENTOR ;结构分析中图分类号:TG333文献标识码:A文章编号:1673-3355(2020)02-0004-04Universal Mill Frame Structure Research and Stress AnalysisLi Longhua ,Li AichenAbstract:The strength and rigidity of universal mills are analyzed with a INVENTOR established model by the means of a finite element analysis program.Key words:universal mill ;INVENTOR ;structure analysis10.3969/j.issn.1673-3355.2020.02.004图1万能轧机工作辊布置图2万能轧机图3轧边机轧边机(见图3)的操作侧机架上安装有换辊拖车,用于快速换辊,在机架的四个角方位上有四根拉杆,当操作侧机架装入轧机之后,通过锁紧液压缸给拉杆一个预紧力,将机架锁紧。
一种冷轧机结构设计
一种冷轧机结构设计,包括机架、轧辊、电机和减速器,其中轧辊设置在机架上,电机通过减速器与轧辊连接。
机架上设有轴承座,轴承座中装有轴承,轧辊一端通过轴承安装在轴承座中,轴承座上设有冷却水道,冷却水道与外部冷却水系统连接。
该结构设计具有以下优点:
1.通过在轴承座中设置冷却水道,可以有效地对轴承进行冷却,提
高轴承的使用寿命和稳定性。
2.轧辊通过轴承安装在轴承座中,可以方便地调整轧辊的位置和角
度,提高轧制精度和产品质量。
3.电机通过减速器与轧辊连接,可以降低轧制速度,提高轧制力和
精度,同时减小电机的负载和能耗。
4.机架采用框架式结构,具有足够的刚度和稳定性,可以保证轧机
的长期稳定运行。
5.该结构设计简单、紧凑、易于制造和维修,同时成本较低,具有
较高的实用性和经济效益。
以上仅为本设计的优选实施方式,并不用于限制本设计的保护范围。
对于本领域的普通技术人员来说,可以根据上述描述进行等效替换或者变形,这些替换和变形都应纳入本设计的保护范围内。

前言21世纪世界钢铁工业发展的一个显著特点是钢材市场竞争愈演愈烈,竞争的焦点是钢材的质量高而成本低。
(1)随着国民经济的高速发展,科学技术的不断进步,汽车、机械制造、电器和电子行业对板材及带材的质量提出了更高的要求。
板厚精度是板带材的两大质量指标之一,板厚控制是板带轧制领域里的两大关键技术之一。
(2)我国近年来从发达国家引进的一些大型的现代化的板带轧机,其关键技术是高精度的液压板厚控制和板形控制。
板厚精度关系到金属的节约、构件的重量以及强度等使用性能,为了获得高精度的产品厚度,液压辊缝控制系统必须具有高精度的压下调节系统及控制系统的支持。
液压辊缝自动控制是AGC(自动厚度控制)系统的重要组成部分,其目的是获得板带材纵向厚度的均匀性和保证较高的厚度精度,从而生产出合格产品。
目前,液压辊缝自动控制已成为现代化板带生产中不可缺少的组成部分,其运行状态的优劣对轧制产品的质量和产量具有重大影响。
(3)各行各业对板带材厚度精度的要求越来越高,对轧机液压辊缝控制系统的控制要求也随之越来越高。
在实际轧制过程中,影响轧后带材厚度精度的因素很多,分析系统参数变化对轧制厚度及系统品质的影响,可为系统的优化设计及对轧制过程的参数设定提供基础。
由于冷连轧机无法停产做实验(1676mm冷轧机停产一天的损失就会将近二千万元),因此有必要借助计算机手段,对影响其厚度精度的液压辊缝控制系统进行仿真,以便了解这些因素对板厚精度影响的规律,提出消除或减小该影响的方案。
在板带材工业加工过程中,生产的速度越来越快,要求的效率也越来越高,因而要求液压辊缝控制系统能在最短的时间内达到给定的目标。
这也就要求保证两点:一是控制模型的准确性和合理性;二是液压压下的快速性。
(4)因此,必须对液压辊缝控制的控制算法和执行机构进行进一步的研究,以选择最适合某套轧机的控制模型和提高执行机构的反应能力。
板带材几何尺寸包括纵向厚差,横向厚差和板形。
纵向厚差是指以板宽中点处沿轧制方向的厚度之差;横向厚差是指板带材同一横断面上,中点与边部的厚度之差,板形直观上讲是指板带材的翘曲程度,实质是指板带材内部残余应力沿横向的分布。
