轧钢机机架设计及机架强度和变形的计算综述
- 格式:ppt
- 大小:1.19 MB
- 文档页数:3
中小型轧钢机械设计与计算
中小型轧钢机械设计与计算是对中小型轧钢机械进行结构设计和性能计算的过程。
下面是设计和计算中常见的考虑因素:
1. 设计要求:根据轧钢机械的应用需求确定设计参数,如轧制材料、轧制工艺、规格要求等。
2. 结构设计:设计轧钢机械的整体结构和各个部件,包括传动系统、导向系统、轧辊和辊架等。
3. 动力设计:确定轧钢机械所需的功率和转速,以满足轧制过程中的力学要求和轧制效率。
4. 热力学计算:根据轧制材料的物理特性,计算轧辊与材料之间的摩擦力、变形力和温度变化等参数,以确保轧制过程的控制和效果。
5. 结构强度计算:对轧钢机械的各个部件进行强度分析和计算,以确保设计的可靠性和安全性。
6. 控制系统设计:设计轧钢机械的自动控制系统,包括传感器、执行机构和控制算法等,以实现对轧制过程的精确控制。
7. 润滑和冷却设计:确定适当的润滑和冷却方案,以保持轧钢机械的正常运行和延长寿命。
设计与计算中需要考虑材料选型、摩擦、变形、温度变化、强度、稳定性等多个因素,并利用工程设计软件、计算机辅助设计等工具进行模拟和分析。
同时,也需要遵守相关的标准和规范,确保设计和制造符合安全和质量要求。
由于中小型轧钢机械的具体应用和规模可能存在差异,因此设计和计算的具。
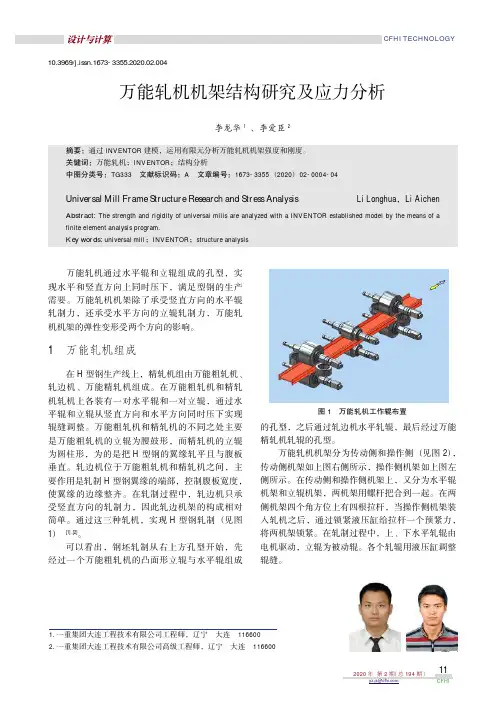
万能轧机通过水平辊和立辊组成的孔型,实现水平和竖直方向上同时压下,满足型钢的生产需要。
万能轧机机架除了承受竖直方向的水平辊轧制力,还承受水平方向的立辊轧制力,万能轧机机架的弹性变形受两个方向的影响。
1万能轧机组成在H 型钢生产线上,精轧机组由万能粗轧机、轧边机、万能精轧机组成。
在万能粗轧机和精轧机轧机上各装有一对水平辊和一对立辊,通过水平辊和立辊从竖直方向和水平方向同时压下实现辊缝调整。
万能粗轧机和精轧机的不同之处主要是万能粗轧机的立辊为腰鼓形,而精轧机的立辊为圆柱形,为的是把H 型钢的翼缘轧平且与腹板垂直。
轧边机位于万能粗轧机和精轧机之间,主要作用是轧制H 型钢翼缘的端部,控制腹板宽度,使翼缘的边缘整齐。
在轧制过程中,轧边机只承受竖直方向的轧制力,因此轧边机架的构成相对简单。
通过这三种轧机,实现H 型钢轧制(见图1)[1]、[2]。
可以看出,钢坯轧制从右上方孔型开始,先经过一个万能粗轧机的凸面形立辊与水平辊组成的孔型,之后通过轧边机水平轧辊,最后经过万能精轧机轧辊的孔型。
万能轧机机架分为传动侧和操作侧(见图2),传动侧机架如上图右侧所示,操作侧机架如上图左侧所示。
在传动侧和操作侧机架上,又分为水平辊机架和立辊机架,两机架用螺杆把合到一起。
在两侧机架四个角方位上有四根拉杆,当操作侧机架装入轧机之后,通过锁紧液压缸给拉杆一个预紧力,将两机架锁紧。
在轧制过程中,上、下水平轧辊由电机驱动,立辊为被动辊。
各个轧辊用液压缸调整辊缝。
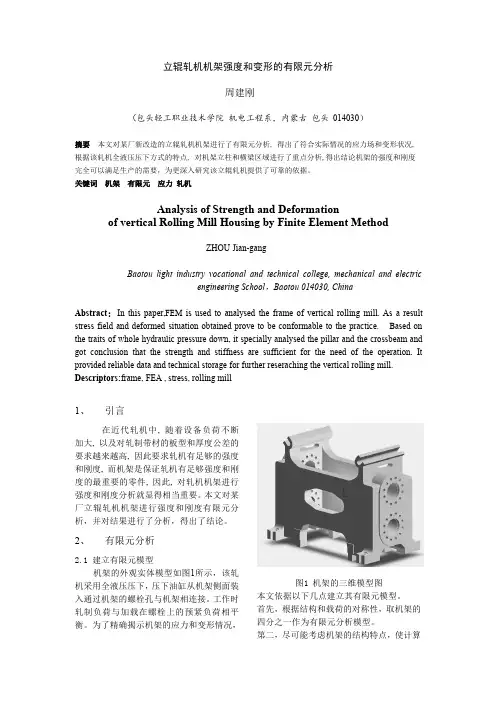
1.一重集团大连工程技术有限公司工程师,辽宁大连1166002.一重集团大连工程技术有限公司高级工程师,辽宁大连116600万能轧机机架结构研究及应力分析李龙华1、李爱臣2摘要:通过INVENTOR 建模,运用有限元分析万能轧机机架强度和刚度。
关键词:万能轧机;INVENTOR ;结构分析中图分类号:TG333文献标识码:A文章编号:1673-3355(2020)02-0004-04Universal Mill Frame Structure Research and Stress AnalysisLi Longhua ,Li AichenAbstract:The strength and rigidity of universal mills are analyzed with a INVENTOR established model by the means of a finite element analysis program.Key words:universal mill ;INVENTOR ;structure analysis10.3969/j.issn.1673-3355.2020.02.004图1万能轧机工作辊布置图2万能轧机图3轧边机轧边机(见图3)的操作侧机架上安装有换辊拖车,用于快速换辊,在机架的四个角方位上有四根拉杆,当操作侧机架装入轧机之后,通过锁紧液压缸给拉杆一个预紧力,将机架锁紧。
前言21世纪世界钢铁工业发展的一个显著特点是钢材市场竞争愈演愈烈,竞争的焦点是钢材的质量高而成本低。
(1)随着国民经济的高速发展,科学技术的不断进步,汽车、机械制造、电器和电子行业对板材及带材的质量提出了更高的要求。
板厚精度是板带材的两大质量指标之一,板厚控制是板带轧制领域里的两大关键技术之一。
(2)我国近年来从发达国家引进的一些大型的现代化的板带轧机,其关键技术是高精度的液压板厚控制和板形控制。
板厚精度关系到金属的节约、构件的重量以及强度等使用性能,为了获得高精度的产品厚度,液压辊缝控制系统必须具有高精度的压下调节系统及控制系统的支持。
液压辊缝自动控制是AGC(自动厚度控制)系统的重要组成部分,其目的是获得板带材纵向厚度的均匀性和保证较高的厚度精度,从而生产出合格产品。
目前,液压辊缝自动控制已成为现代化板带生产中不可缺少的组成部分,其运行状态的优劣对轧制产品的质量和产量具有重大影响。
(3)各行各业对板带材厚度精度的要求越来越高,对轧机液压辊缝控制系统的控制要求也随之越来越高。
在实际轧制过程中,影响轧后带材厚度精度的因素很多,分析系统参数变化对轧制厚度及系统品质的影响,可为系统的优化设计及对轧制过程的参数设定提供基础。
由于冷连轧机无法停产做实验(1676mm冷轧机停产一天的损失就会将近二千万元),因此有必要借助计算机手段,对影响其厚度精度的液压辊缝控制系统进行仿真,以便了解这些因素对板厚精度影响的规律,提出消除或减小该影响的方案。
在板带材工业加工过程中,生产的速度越来越快,要求的效率也越来越高,因而要求液压辊缝控制系统能在最短的时间内达到给定的目标。
这也就要求保证两点:一是控制模型的准确性和合理性;二是液压压下的快速性。
(4)因此,必须对液压辊缝控制的控制算法和执行机构进行进一步的研究,以选择最适合某套轧机的控制模型和提高执行机构的反应能力。
板带材几何尺寸包括纵向厚差,横向厚差和板形。
纵向厚差是指以板宽中点处沿轧制方向的厚度之差;横向厚差是指板带材同一横断面上,中点与边部的厚度之差,板形直观上讲是指板带材的翘曲程度,实质是指板带材内部残余应力沿横向的分布。
1580板带热连轧粗轧机机架设计1580 hot strip rolling mill stand design学院(系):专业:机械制造及其自动化学生姓名:学号:指导教师:评阅教师:完成日期:摘要钢铁行业是国民经济的支柱产业,而热轧带钢生产是钢铁生产中的主要环节。
热轧板带钢是钢铁产品的主要品种之一,广泛应用于工业,农业,交通运输业与建筑业。
热轧带钢工艺的成熟为冷轧提供了优质的原料,大大满足了国民生产与生活的需要。
带钢热连轧生产,按生产过程分为原料准备、加热、粗轧、精轧以及卷取五个区域,另外还有精整工段,其中设有横切、纵切和热平衡等专业机组,根据需要进行热处理。
本此设计轧机为四辊热连轧机,重点设计了机架部分。
根据轧钢机型式和工作要求及结构不同,轧钢机机架分为闭式和开式两种,本次设计采用闭式机架。
机架是轧机的重要部件用来安装整个辊系及轧辊调整装置,并承受全部轧制力。
因机架重量大、制造复杂,一般给予很大安全系数,并作为永久使用的不更换零件来进行设计。
本次设计内容主要包括确定薄板热连轧生产工艺及设备,设计四辊轧机机架结构及型式,并对机架进行强度、刚度和稳定性等方面的校核。
本设计主要采用了采利柯夫计算方法进行闭式机架的强度和变形计算。
关键词:热连轧;轧机机架;四辊1580 hot strip rolling mill stand rough designAbstractThe steel industry is the pillar industry of the national economy, Hot rolled strip production is a major part of the production of iron and steel.Hot rolled strip is one of the main varieties of steel products,Widely used in industry, agriculture, transportation and construction industry.Hot rolled strip technology provides high quality raw materials for cold rolling,Greatly meet the needs of national production and life.Hot strip production.In hot strip rolling production, the production process is divided into raw material preparation, heating, rolling, finish rolling and coiling five regions.In addition to finishing section,which has across-cutting,slitting and heat balance and other professional unit,Heat treatment according to need.The mill si a four-high hot rolling mill. The project is on the design of the Mill Housing. According to the rolling type and job requirements and different structure,mill Housing frame is divided into two kinds of closed and l Housing is one of the important components which is used for installing the whole system of Roll,the device which regulates Mill Roll and supporting all of rolling pressure. Mill Housing has been designed the perpetual andun-substitutive component for its large weight, complex technological process and high safety coefficient. The design content mainly includes the determination of the production process and equipment of hot rolling, design of four high mill stand structure and type, and the strength of the mill housing, stiffness and stability and other aspects of checking.Strength and Deformation calculation of Close-top mill housing mainly adopt the Calculation Method of A.I.TselikovKey Words: hot rolling; mill housing; four roller目录摘要 (I)Abstract ...................................................................................................................................... I I 1 绪论. (1)1.1 热轧板带钢发展历史 (1)1.1.1 热轧板带钢生产的发展史 (1)1.1.2 我国热轧板带钢生产的发展史 (1)1.2 热连轧技术的发展现状 (2)1.2.1 带钢生产技术的进步 (2)1.2.2 热带钢装备技术进步 (3)1.3 我国热轧板带钢发展趋势 (4)1.3.1 近代热轧板带钢生产技术发展的主要趋向 (4)1.3.2 我国热带轧机的发展趋势 (5)1.4 热轧板带钢的生产工艺及其特点 (5)1.4.1 常规热连轧工艺 (5)1.4.2 薄(中,厚)板坯连铸连轧工艺 (6)1.5 热轧板带新生产工艺对轧机装备的要求 (6)1.5.1 板形、板厚控制技术在新生产工艺中的应用 (7)1.5.2 除鳞技术的发展 (7)1.6 板、带热轧机的分类 (7)1.6.1 特厚板轧机和中厚板轧机 (8)1.6.2 行星轧机 (8)1.6.3 炉卷轧机 (8)1.6.4 连续式轧机 (9)2 热连轧生产的工艺过程和设备组成 (10)2.1 原料准备 (10)2.2 板坯加热及设备组成 (10)2.3 粗轧机组 (11)2.4 精轧机组 (12)2.5 轧后冷却和卷取 (13)3 轧机机架 (14)3.1 闭式机架 (14)3.2 开式机架 (17)4 机架主要结构参数 (19)5 机架强度和变形计算 (21)5.1 机架的材料和许用应力 (21)5.2 机架立柱断面形状选择 (21)5.3 机架强度计算 (21)5.4 机架变形计算 (29)5.5 机架倾翻力矩计算 (31)5.5.1 传动系统加于机架上的倾翻力矩 (31)5.5.2 水平力引起的倾翻力矩 (32)5.5.3 支座反力及地脚螺栓的强度计算 (33)参考文献 (35)致谢 (36)外文翻译 (37)1 绪论1.1 热轧板带钢发展历史1.1.1 热轧板带钢生产的发展史热轧板带钢轧机的发展已有70多年历史,汽车工业、建筑工业、交通运输业等的发展,使得热轧及冷轧薄钢板的需求量不断增加,从而促使热轧板带钢轧机的建设获得了迅速和稳定的发展。
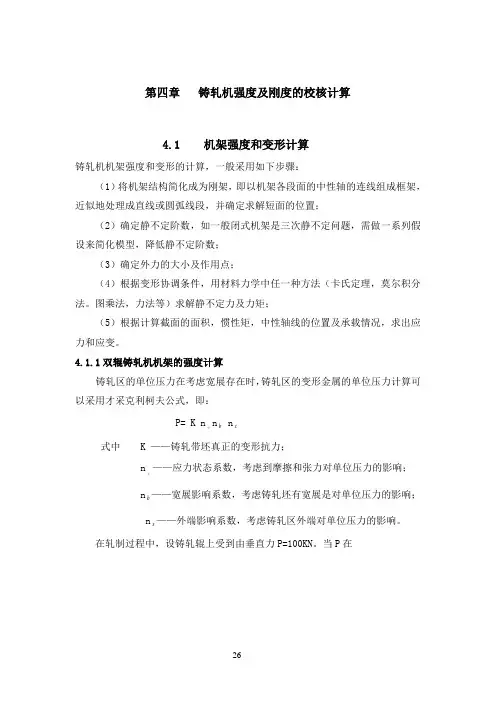
第四章铸轧机强度及刚度的校核计算4.1 机架强度和变形计算铸轧机机架强度和变形的计算,一般采用如下步骤:(1)将机架结构简化成为刚架,即以机架各段面的中性轴的连线组成框架,近似地处理成直线或圆弧线段,并确定求解短面的位置;(2)确定静不定阶数,如一般闭式机架是三次静不定问题,需做一系列假设来简化模型,降低静不定阶数;(3)确定外力的大小及作用点;(4)根据变形协调条件,用材料力学中任一种方法(卡氏定理,莫尔积分法。
图乘法,力法等)求解静不定力及力矩;(5)根据计算截面的面积,惯性矩,中性轴线的位置及承载情况,求出应力和应变。
4.1.1双辊铸轧机机架的强度计算铸轧区的单位压力在考虑宽展存在时,铸轧区的变形金属的单位压力计算可以采用才采克利柯夫公式,即:P= K nσnbns式中 K ——铸轧带坯真正的变形抗力;nσ——应力状态系数,考虑到摩擦和张力对单位压力的影响;nb——宽展影响系数,考虑铸轧坯有宽展是对单位压力的影响;ns——外端影响系数,考虑铸轧区外端对单位压力的影响。
在轧制过程中,设铸轧辊上受到由垂直力P=100KN。
当P在图4-1 机架装备图4.2 铸轧辊强度校核轧辊的破坏取决于各种应力(其中包括弯曲应力,扭转应力,接触应力,由于温度分布不均或交替变化引起的温度应力以及轧辊制造过程中形成的残余应力等)的综合影响。
具体来说,轧辊的破坏可由下列三方面原因造成:1)轧辊的形式设计不合理或设计强度不够。
2)轧辊的材质,热处理或加工工艺不合要求。
例如,轧辊的耐热裂性,耐粘性及耐磨性差,材料中有夹杂物或残余应力过大等;3)轧辊在生产中使用不合理。
热轧轧辊在冷却不足或冷却不均匀时,会因热疲劳造成辊面热裂;冷轧时的事故粘附也会导致热裂甚至表层剥落;在冬季换、上冷轧辊突然进行高负荷热轧或者冷轧机停车,轧热的轧辊突然冷却,往往会因温度应力过大,导致轧辊表层剥落甚至断辊;压下量过大或因工艺过程安排不合理造成负荷轧制也会造成轧辊破裂等。
四辊中厚板精轧机机架的强度与刚度计算四辊中厚板精轧机机架的强度与刚度计算摘要本轧机为四辊中厚板精轧机,重点设计了机架部分。
机架是轧钢机的重要部件,⽤来安装整个辊系及轧辊调整装置,并承受全部轧制⼒。
因机架重量⼤,制造复杂,⼀般给予很⼤安全系数,并作为永久使⽤的不更换零件来进⾏设计,因此机架必须有⾜够的强度和刚度,以保证其应⼒分布均匀、变形尽可能⼩。
由于轧机机架⽐较复杂、不规则,⼀般采⽤闭式机架的强度和变形计算然后采⽤有限单元法校核机架的应⼒、变形及安全系数。
在以往机架的设计中,安全系数取得很⾼但仍不能保证机架的可靠⼯作,机架的破坏多在压下螺母孔、机架窗⼝转⾓处等压⼒集中⼤的部位,采列柯夫计算⽅法只能求得某些部位的应⼒值,⽽有限单元法能求出整个机架多部位的应⼒场,对其进⾏模拟计算,得出机架最危险的地⽅和应⼒分布规律,获得其变形,计算出轧机机架的刚度。
关键词:轧机机架、闭式机架、强度、刚度⽬录1、概述 (1)1.1 轧机机架 (1)1.2设计⽅案的确定 (1)2设计要求 (1)2.1设计题⽬及要求 (1)2.2设计参数 (1)3.机架的基本尺⼨及校核 (1)3.1机架的类型及结构 (1)3.2机架的主要结构参数 (2)3.3机架的材料和许⽤应⼒ (4)3.4机架强度计算 (4)3.5机架的变形计算 (9)3.6机架的刚度计算 (11)4.结语 (12)参考⽂献 (13)1、概述1.1 轧机机架轧钢机架是设备的⼀个重要⼤型部件,轧辊轴承座及轧辊调整装置等都安装在机架上,其尺⼨和重量最⼤,在轧制过程中承受和抵消其主要负荷,⽽且要求机架的变形要⼩,以满⾜产品的质量要求。
因此机架必须有⾜够的强度和刚度,以保证其应⼒分布均匀、变形尽可能⼩。
根据轧钢机型式和⼯作要求,轧钢机机架分为闭式和开式两种。
闭式机架是⼀个整体框架,具有较⾼强度和刚度。
闭式机架主要⽤于轧制⼒较⼤的初轧机、板坯轧机和板带轧机等。
对于板带轧机来说,为提⾼轧机精度,需要有较⾼的机架刚度,因此采⽤闭式机架。
轧钢机机架设计现代机械装备设计(上)王重阳1第四章轧钢机机架内容:机架类型及结构、机架主要参数、机架强度计算、闭式机架变形计算、机架材料与许用应力掌握:机架特点、主要参数机架强度计算、闭式机架变形计算学时:1第一节机架类型及主要结构参数轧机机架是轧机工作机座中尺寸和重量最大部件,其重量占整个工作机座的45~50%。
轧件作用于轧辊的全部轧制力和水平方向张力、惯性冲击及轧辊平衡装置中平衡力等最终都为机架所承受。
机架受力后所产生的变形直接影响轧件尺寸精度,因此机架必须具有足够的强度和刚度,另外结构便于拆卸和换辊。
正确计算和设计机架是十分必要的,安全系数n=10~15,机架是机座中最重要部件。
一、机架类型根据轧钢机形式和工作要求分为:闭式机架、开式机架、焊接机架、组合机架机架形式a.闭式机架b.开式机架c.焊接机架d.组合机架41、闭式机架:具有很高强度和刚度主要用于轧制力较大的初轧机、板坯轧机和板带轧机;对于某些小型型钢和线材轧机,为获得较好轧件质量,也采用闭式机架;另外多辊轧机、钢管轧机、矫直机等均采用闭式机架。
换辊,沿轧辊轴线方向从机架中抽出或者装入,需要用专用换辊设备进行换辊。
下面看实体结构:操作侧机架6传动侧机架7机架装配8机架辊系装配92、开式机架:有机架立柱和上盖两部分组成。
主要在横列式型钢轧机或者线材轧机上,轧辊从机架上方吊出或者装入。
见书图5-2几种常见开式机架结构(邹家祥)螺栓连接结构简单、但螺栓较长,变形较大,机架刚度低,换辊拆卸费时立销连接换辊比螺栓较方便,其他特点一样11套环连接换辊较方便,刚度有所改善圆销连接结构简单,圆销在冲击力作用下容易变形,拆卸困难,刚度较大12斜楔连接与上述各开式机架相比具有以下优点:上盖弹跳小,由于连接件少,变形小连接件结构简单,连接坚固机架立柱横向变形小换辊方便具有较高刚度故称之为半闭式机架综上所述:开式机架刚度低,影响机架刚度和换辊速度的主要是上盖的连接方式133、机架的结构增加虽然机架的形式很多,但它们具有很多共同特点,一般机架设计时要考虑以下问题:机架上方中部镗有装压下螺母的孔,间隙配合机架立柱中心线与轧辊轴承座中心线重合,对于经常压下情况,立柱内侧装有滑板立柱外侧装有轴向固定装置对现代化轧机,为换辊方便,弯辊缸放在机架上,在机架内侧增加附加支座凸台焊接或者螺栓固定二、机架主要结构参数机架主要结构参数:窗口宽度B、高度H、立柱断面尺寸机架结构151、机架窗口宽度B:根据轴承座尺寸确定a对于二辊轧机闭式机架:B稍大于轧辊最大直径,便于换辊开式机架:取决于轴承座的宽度,从上方吊走轧辊b对于四辊轧机:闭式机架B传动侧=(1.15~1.3)D2(支撑辊直径)B操作侧=B传动侧+(5~10)便于换辊或者B=BZ+2S式中BZ——支撑辊轴承座宽度S——窗口滑板厚度,一般S=20~402、窗口高度H窗口高度取决于轧辊最大开口度、压下螺丝最小伸出端长度、轧辊数目、辊身直径、轴承座径向尺寸以及换辊要求等。
不锈钢冷轧机机架吊装设计及精度调整方法摘要:二十辊轧机设备主要包括机架、轧机工艺平台、轧辊辊系、卷取机、运转小车系统及各介质管道系统等,通过控制系统控制机架上凸度液压缸升降,进而调整轧辊辊系距离轧制出相应规格与性能的冷轧带钢品种。
生产过程中,轧机机架承受整个轧制过程中的轧制力,因此生产工艺对牌坊的强度、刚度和稳定性等有较高的要求,一般机架材质为铸钢,进过紧密加固制造而成。
意义上的“无变形”构件。
为整个轧机的核心设备之一。
因此,其安装精度的高低直接影响轧机整体性能。
关键词:二十辊轧机;机架;安装精度1.二十辊轧机机架介绍我公司承接某大型850mm不锈钢冷轧生产线的设备安装,为二十辊可逆轧机。
机架主要由牌坊、机架辊系、轧机底座、压下控制调整、轧制线调整、侧偏心调整、凸度调整、轧机面板等组成。
考虑到现场条件,轧机机架整体组装供货,整体安装及调整。
1.轧机安装顺序2.1机架吊装轧机整体重量为28吨,由于车间最大桥式起重机为16吨,采用双起重机抬吊方式吊装机架。
设计专用吊装梁进行吊装。
吊装时要求1#、2#行车指挥协调一致,统一指挥。
行车将机架吊至一定高度(500mm左右)后缓慢重复上下动作,检查行车升降小车安全制动动作。
无溜车等异常情况下方可指挥行车操作。
指挥人员指挥1#、2#行车缓慢上升至一定高度,待机架备件稳定后指挥行车向1#二十辊轧机基础位置移动,缓慢下降至机架安装位置。
调整机架位置,确保机架地脚螺栓孔与预留地脚螺栓孔中心一致,施工人员配合将提前放置在基础预留地脚螺栓孔的螺杆穿过机架底座螺栓孔。
待机架稳定后缓慢将机架放在垫板上。
*注意:在吊放过程中,要求机架四周都要有人进行观察,随时调整机架的位置,避免损伤预埋地脚螺栓。
其中:永久荷载分析系数取:1.35动载荷、不平衡受力等综合安全系数取:1.5整体稳定系数取:ψb=0.6自重荷载:4kn/m吊装荷载:280KN材料选用Q235钢板,f=215N/mm2;fv=125N/mm2;fce=325N/mm2;ffw=160N/mm2;Vmax=1.35*1.5*(4*8=280)/2=316KN;Mmax1=316*2.8=885KN.M;M自重=q*l*l/8=4*8*8/8=32KN.M;Mmax=885+32=917KN.M;Wx=Mmax/(ψb*f)=917KN.M/(0.6*215N/mm2)=7109cm3;he=77-30=105cm;取he=80cm;hw=76cm;腹板厚度twtw==1.5*316000/(760*125)=5mm;tw===8mm;取tw=10mm。
机械工程学院课程设计任务书专业班级:设计人同组人:设计题目:万能轧机机架设计设计参数:Q235 D W=500mm D b=850mm 最大轧制力设计要求:通过本课程设计使学生了解轧钢机机架的结构及类型;熟悉轧钢机机架的主要结构参数;掌握轧钢机机架的强度校核方法及变形计算方法,为毕业设计及今后从事相关的专业打下必要的基础。
设计内容包括:1)主要结构参数的确定;2)机架强度校核;3)机架变形计算; 4)计算机绘制相关图纸;5)撰写说明书。
设计时间: 2014 年 12 月 15 日至 2015 年 01 月 02 日设计人(签字)指导教师(签字)教研室主任(签字)附注:本课程设计任务书由学生附入设计说明书内。
机架是轧机的主要承载部件之一,其力学性能直接影响产品的质量、轧制控制系统的精度和轧机的使用寿命。
本课程主要研究初轧机机架,首先介绍机架的类型、主要结构参数和结构特点,然后通过计算机架的强度、刚度和变形来对机架进行校核,并对机架的受力做了分析使其满足使用要求。
关键词:初轧机机架强度刚度变形摘要 (1)目录 (3)第一章绪论 (4)1.1万能轧机的介绍 (4)1.2机架的主要结构参数 (5)1.3机架的结构特点 (7)第二章轧机机架强度和刚度计算 (9)2.1轧钢机机架的强度和变形的计算步骤 (9)2.2机架的设计计算 (9)结论 (19)参考文献 (20)致谢 (21)第一章绪论1.1万能轧机的介绍1.1.1万能轧机万能轧机是由一对水平辊和一对立辊组成主机架,其四个辊的轴线在一个平面内,水平辊为主动辊,立辊为从动辊(有的轧机立辊也可驱动),可对轧件进行四面加工,并由二辊水平轧机做辅助机架(轧边机)。
[1]1.1.2万能轧机的用途万能轧机主要用来轧制各类型钢,例如:H型钢、钢轨、工字钢、槽钢、钢板桩、U型钢、L型钢、不等边角钢等各种类型的型钢,因其适用于多品种钢材轧制,故而得名“万能轧机”。
[3]1.1.3万能轧机的优点与常规轧制法相比,万能轧机轧制钢轨具有如下优点:由于可对钢轨头部和底部进行直接压下,对钢轨性能非常重要的头部与底部的加工硬化效果增大,可以得到良好的材料质量;通过轧制工序的各个部分,可以施加比较均匀的压下力而得到均匀的变形,从而得到高质量的钢轨;钢轨的轨底背部不发生缺陷,可获得平坦度及垂直度良好的钢轨;由于能够减轻轧辊局部的摩擦,可以保证产品良好的表面性能;轧辊的孔型设计方法得到简化,新精轧管产品开发周期得以缩短。