自动分板机编程解析
- 格式:doc
- 大小:7.84 MB
- 文档页数:7
分板机的主要功能及相关工艺简介分板机功能综述1.分板机电源:单相AC220V 50-60HZ2.分板机切板速度可设定高低两种。
3.分板机刀轮最大行程:400mm。
4.分板机刀轮微调:0-2mm。
5.分板机下板刀可调整:0-50mm。
6.分板机后挡板深度可调范围:0-150mm。
最大PC板切断宽度:150mm ,最大PC板切断长度:400mm,PC板最大厚度:1.0-3.2mm ,V槽间最大厚度:0.25-2.0mm7.分板机连结多片的PC板于焊锡后,折断时常会伤害线路,或将电子零件折断,使用本机可避免损伤,并可提高工作效率及质量。
8.分板机以走刀式行进分割,可彻底减少应力,防止焊点龟裂及零件断裂。
9.分板机采用上圆刀下平刀方式,PC板至于下平刀上,开关一踩,上圆刀横移至所设定的定点,即将PC板切断分割,切断不脱丝,切口平整。
10.分板机走刀行程可随PC板长度随意设定前进停止定点,停止定点为0-100-200-300-400mm。
11.分板机切刀后方设有切断长度挡板,可依照不同宽度PC板做调整,针对无V-CUT槽的PC 板也能轻松切板,准确不斜切。
12.分板机可微调各式PC板厚度,解决PC板V-CUT槽深浅问题。
13.分板机上、下刀为进口高速钢料,耐用无比,刀子不利时,可再研磨,大约可磨7次到10次。
相关搜索:分板机,灯条分板机分板机作业流程及工艺一、分板机之单板机式的控制体系所以在商场上长盛不衰,首要长处在于:1、单板机的功用资源得到充分利用,已成为单板机运用领域的一个创作。
2、单板机的低价位,高可靠性。
3、久经商场磨炼,技能老练,完善。
4、操作人员集体的识知度高,合适操作部队的思想惯性。
缺陷在于除手动编程外,依懒其他编程手法和线接的传输。
无屏幕显现和图形盯梢。
数据存储量受到限制,无法直接对加工参数直接进行数字化修正设置等。
二、PC机式的控制体系得到很多用户的认可和好评,其长处是:1、契合技能,特别是计算机技能发展运用的总趋势。
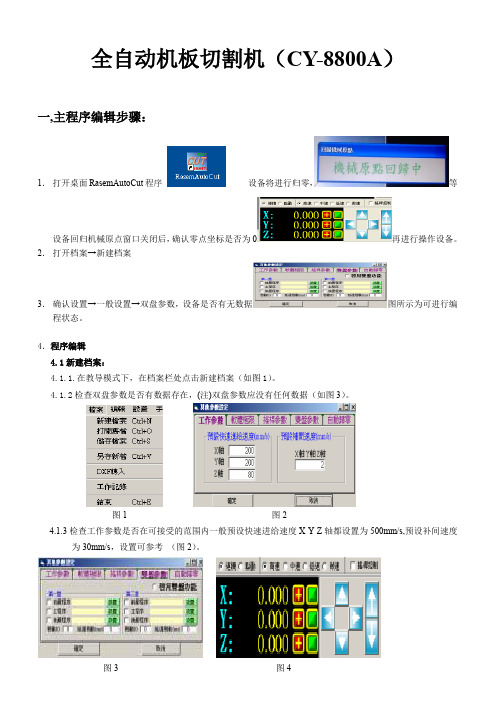
全自动机板切割机(CY-8800A)一,主程序编辑步骤:1.打开桌面RasemAutoCut程序设备将进行归零,等设备回归机械原点窗口关闭后,确认零点坐标是否为0再进行操作设备。
2.打开档案→新建档案3.确认设置→一般设置→双盘参数,设备是否有无数据图所示为可进行编程状态。
4.程序编辑4.1新建档案:4.1.1.在教导模式下,在档案栏处点击新建档案(如图1)。
4.1.2检查双盘参数是否有数据存在,(注)双盘参数应没有任何数据(如图3)。
图1 图24.1.3检查工作参数是否在可接受的范围内一般预设快速进给速度X Y Z轴都设置为500mm/s,预设补间速度为30mm/s,设置可参考(图2)。
图3 图44.1.4进行设备归零(如图4),后再进行编辑切割路径。
4.1.5检查软件极限的X轴,Y轴,Z轴下面的有效前面应打上√。
(如图5)所示图5 图64.2 路径编辑:4.2.1把刀具影像设置为(图6)所示。
4.2.2 编辑工具说明:4.2.2.1 插入行:在二个行号之间,插入一行号。
处行号的资料会与上一笔行号相同。
4.2.2.2 删除行:删除行号,将不要的行号进行移除。
利用鼠标左健点击欲删除行再单击删除行。
4.2.2.3 更新行:当X,Y轴有移动位置,要做坐标变更时,利用鼠标左健点欲要更改行,再点击更新行,坐标就会更新成当前的坐标。
4.2.2.4 编辑行:在编写程序中,如要编辑程序。
修改命令完成后,请点编辑行完成变更指令动作。
4.2.2.5 增加行:在编写程序过程中,如要新增程序。
4.2.3 切割命令说明:4.2.3.1快速移动:是指机台快速移动到定点位置。
如下图4.2.3.2直线补间:设定跑直线切割。
设定方式如下。
如下图1 先做快速移动到起点。
2 第二点的坐标就设定为线的终点。
3 画一个正方形一共要五点行号;快速移动1->直线补间2->直线补间3->直线补间4->直线补间5。
快速移动到1是起点,直线补间5是做终点。

分板机5001使用手册一、产品概述1.高效功率:采用先进的分板技术,能够快速、准确地实现板材的分割。
2.智能控制:通过智能控制系统实现对分板机5001的各项功能的控制和调整。
3.操作简便:配备触摸屏和可调节的操作面板,方便用户进行设定和操作。
4.安全可靠:具备多重保护措施,确保操作人员的安全。
二、安全注意事项1.在使用分板机5001之前,请确保已正确接通电源,并确认电源电压与机器标识一致。
2.在操作过程中,请保持清醒,并避免操作疲劳或酒后操作。
3.禁止使用已破损的电源线或插头,以免发生电气故障。
4.为避免触电风险,请勿将手指、手臂等伸入机器运转区域。
5.请勿擅自更换本产品的机械部件或电子元件,以免引起故障或危险。
6.在保养和维修时,请先切断电源,确保安全。
三、操作方法1.开机:将分板机5001正确接通电源,并按下启动按钮。
2.设定参数:通过触摸屏或操作面板,设定需要的分板尺寸、速度等参数。
3.放入板材:将需要分割的板材放入机器的进料口,并确保板材放置位置正确。
4.开始分板:按下分板按钮,机器将自动开始分割板材,分割完毕后停止运行。
5.完成工作:分板机5001将自动将分割好的板材送出,提示操作人员取出板材。
6.关机:工作结束后,按下停机按钮,关闭分板机5001,切断电源。
四、故障排查1.机器无法开机:请检查电源是否接通,电源线是否接触良好。
2.分割不准确:请检查机器的刀具是否正常,是否需要更换或调整。
3.分板速度慢:请检查分板机5001的速度设定和传动部件是否正常。
4.无法顺利取出板材:请检查出料口是否阻塞,清除阻塞物。
五、保养与维护1.定期清洁:使用分板机5001一段时间后,应定期清理刀具和废料,保持机器的工作效率。
2.示润滑油:请定期给分板机5001的传动部件添加适量润滑油。
3.定期检查:每使用一段时间后,应对分板机的运行状态进行检查,如有异常及时处理。
4.避免过载:请避免超过分板机5001的工作负荷极限,以免损坏设备。

木工加工中心自动化编程操作流程在现代科技飞速发展的时代,各行各业都开始向智能化、自动化发展。
木工行业也不例外,木工加工中心自动化编程操作流程便是木工行业智能化发展的重要一环。
本文将详细介绍木工加工中心自动化编程操作流程,帮助读者更好地了解这一技术,提高工作效率。
1. 自动化编程工作原理木工加工中心自动化编程是指通过计算机控制木工机械设备进行加工的过程。
其工作原理是先将设计好的加工图纸输入到计算机系统中,然后由专业的加工软件进行解析,最终转化为机床可以识别的指令代码,完成加工任务。
这样一来,木工加工中心就可以实现高效、精准的木工加工,大大提升生产效率。
2. 加工图纸输入在木工加工中心自动化编程操作流程中,首先需要将设计好的加工图纸输入到计算机系统中。
这一步通常由木工设计师完成,他们需要将设计好的木工作品通过CAD等软件转化为数字化的加工图纸,保存为常见的文件格式,如.DWG或.DXF等。
3. 加工软件解析一旦加工图纸输入到计算机系统中,接下来就是由加工软件进行解析的过程。
加工软件会根据加工图纸的设计要求,生成相应的加工路径、刀具轨迹等信息,并将其转化为机床可以识别的代码。
这一步是木工加工中心自动化编程的核心,需要专业知识和技术支持。
4. 操作设置参数在加工软件解析完成后,操作人员需要根据具体加工要求进行设置参数。
这包括加工速度、刀具转速、切削深度、工件定位等参数设置,以确保机床能够按照要求完成木工加工任务。
这一步需要具备一定的木工加工技术和经验。
5. 代码上传设置好参数后,操作人员需要将生成的代码上传到木工加工中心的控制系统中。
这样一来,机床就可以按照预设的加工路径、刀具轨迹进行自动化加工,完成木工作品的雕刻、切割等工艺。
6. 加工监控在木工加工中心自动化编程操作流程中,加工监控是非常重要的一环。
操作人员需要时刻监控机床的运行情况,确保加工过程正常,及时调整参数和处理异常情况。
通过监控,可以避免木工作品出现失误,保证加工质量和效率。
324电脑启动后,点击电脑桌面 CUT勺快捷运行图标,运行机器控制程序。
(图2)325开启程序时,机器自动复位,复位完成,程序正常开启。
如出现报警“找不到Z轴极限,程式将结束......”请重复3.1.3,还不能解决问题时,通知工程人员解决。
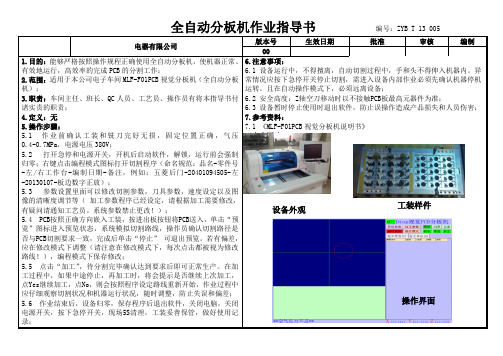
3.3分板作业前准备3.3.1调出已编好的程式,把准备要切割的板子(PCBA平整的放在分板机托盘的顶针/治具上。
3.3.2检查板子(PCBA有无摆动、翘起,观察其固定性。
3.3.3打开分板机的粉尘抽风机。
3.3.4选择空转方式用CCD佥查分板的切割路径。
3.4正常生产3.4.1程式调试0K正常切割第一片板子(PCBA时,一定要放低速运行(可及时阻止异常发生,把不良降低)。
3.4.2操作员交接班务必将板子(PCBA放置方向交接好,不可遗忘。
3.4.3分板时要注意放板的方向,手法要得当(对角按压式放置),不可用力敲打板子(PCBA。
如图1图1 图23.4.4分出的第一片板要仔细检查,看板是否有露铜、有毛刺及分不到位等现象。
自检后送IPQC检查,确认0K后方可正常量分作业。
有毛刺与无毛刺对比,如图 43.4.5分板过程中一定要注意静电防护,作业时必须佩带静电环以及具有 EOS/ES全防护功能的手套或手指套。
3.4.6批量切割时一定要自检,当发现异常或标准不能确认时,一定要停机反馈/处理,要求品质人员及工程人员确认处理。
切记及时转送首件。
347机器异常时,请立即按下紧急开关,减少不良,通知工程人员处理。
348铣刀更换要保留其废刀,不可擅自处理。
349更换铣刀时把机器头部停在好下手位置,卸、装螺丝时要用力适中,不可给设备造成损坏。
3410分好自检OK的板子(PCBA整齐放好在静电海棉周转盒中。
如下图3.5关机3.5.1退出顺序执行模式,让机器原点复位。
3.5.2检查所有IO是否正常关闭。
3.5.3正常退出开启的CUT执行程序。
3.5.4正常电脑关机,关闭总电源与粉尘抽风机。
数控线切割机床自动编程的步骤和方法随着数控技术的不断发展,数控线切割机床已经成为了现代工业生产中不可或缺的设备,其具有高效、精度高、自动化程度高等优点。
而对于数控线切割机床来说,自动编程是其最重要的功能之一。
下文将从步骤和方法两个方面详细介绍数控线切割机床自动编程的过程。
一、数控线切割机床自动编程的步骤1. 零件图形输入数控线切割机床自动编程的第一步是将要加工的零件图形输入到计算机中。
这一步可以通过手工绘制图形,然后扫描或输入到计算机中;也可以通过CAD软件直接绘制图形。
无论采用哪种方式,都需要确保图形的准确性和完整性。
2. 编写切割程序在完成零件图形的输入之后,需要编写切割程序。
切割程序是数控线切割机床自动编程的核心,它包含了加工路径、切割速度、切割深度等信息。
编写切割程序可以采用G代码或CAM软件,其中G 代码是一种通用的数控编程语言,而CAM软件则是一种图形化编程软件,可以根据零件图形自动生成切割程序。
3. 进行数控仿真在编写好切割程序之后,需要进行数控仿真。
数控仿真是将切割程序加载到数控系统中,然后在计算机上进行仿真运行,以验证切割程序是否正确。
在仿真过程中,可以模拟切割路径、切割速度、切割深度等信息,以确保切割程序的正确性和可靠性。
4. 生成切割程序在完成数控仿真之后,需要生成切割程序。
切割程序可以通过数控系统直接输出,也可以通过U盘或其他存储设备输出到数控线切割机床上。
在输出切割程序之前,需要进行一些参数设置,如加工速度、加工深度等。
5. 进行数控加工最后一步是进行数控加工。
在数控加工过程中,数控系统会根据切割程序自动控制线切割机床进行加工。
在加工过程中,需要对加工状态进行监控,以确保加工质量和安全性。
二、数控线切割机床自动编程的方法1. 手工编程法手工编程法是最原始的数控编程方法,它需要编程人员熟练掌握G 代码语言,并手工编写切割程序。
手工编程法的优点是灵活性高,可以根据具体情况进行调整和优化;缺点是效率低、易出错。
全自动机板切割机(CY-8800A)
一,主程序编辑步骤:
1.打开桌面RasemAutoCut程序设备将进行归零,等
设备回归机械原点窗口关闭后,确认零点坐标是否为0再进行操作设备。
2.打开档案→新建档案
3.确认设置→一般设置→双盘参数,设备是否有无数据图所示为可进行编程状态。
4.程序编辑
4.1新建档案:
4.1.1.在教导模式下,在档案栏处点击新建档案(如图1)。
4.1.2检查双盘参数是否有数据存在,(注)双盘参数应没有任何数据(如图3)。
图1 图2
4.1.3检查工作参数是否在可接受的范围内一般预设快速进给速度X Y Z轴都设置为500mm/s,预设补间速度
为30mm/s,设置可参考(图2)。
图3 图4
4.1.4进行设备归零(如图4),后再进行编辑切割路径。
4.1.5检查软件极限的X轴,Y轴,Z轴下面的有效前面应打上√。
(如图5)所示
图5 图6
4.2 路径编辑:
4.2.1把刀具影像设置为(图6)所示。
4.2.2 编辑工具说明:
4.2.2.1 插入行:在二个行号之间,插入一行号。
处行号的资料会与上一笔行号相同。
4.2.2.2 删除行:删除行号,将不要的行号进行移除。
利用鼠标左健点击欲删除行再单击删除行。
4.2.2.3 更新行:当X,Y轴有移动位置,要做坐标变更时,利用鼠标左健点欲要更改行,再点击更新
行,坐标就会更新成当前的坐标。
4.2.2.4 编辑行:在编写程序中,如要编辑程序。
修改命令完成后,请点编辑行完成变更指令动作。
4.2.2.5 增加行:在编写程序过程中,如要新增程序。
4.2.3 切割命令说明:
4.2.3.1快速移动:是指机台快速移动到定点位置。
如下图
4.2.3.2直线补间:设定跑直线切割。
设定方式如下。
如下图
1 先做快速移动到起点。
2 第二点的坐标就设定为线的终点。
3 画一个正方形一共要五点行号;快速移动1->直线补间2->直线补间3->直线补间4->直线
补间5。
快速移动到1是起点,直线补间5是做终点。
所以到最后一点时,坐标是一样的。
4.2.3.3 圆心CW:顺时针画圆切割。
4.2.3.4 圆心CCW:逆时针画圆切割。
4.2.3.5 圆弧;圆弧终点:圆弧制作方式。
制做圆弧要用三个点。
如下图
1 先做快速移动到起点。
2 第二点坐标就设定圆弧。
3 第三点坐标就设定圆弧终点。
4.2.4 按照生产需求编辑切割路径。
(注)编辑完最后一个切割点时,需要再插入一行快速移动。
4.3另存新档:编辑完切割路径后,点击档案里的另存新档,再填入该程序的名称。
注1.:当设备运行停止时,打开新建挡案时,双盘参数是有数据的,在这种情况下是不可以去编辑切割路径的,必需在双盘参数没有数据的情况下才可以进行编辑切割路径。
☺提示:1关闭软体,再重新打开软体,新建档案。
(关闭打开软体时,设备会进行归零,比较浪费时间,不建意采用处方法。
)
2打开一个以前编辑OK(是指双盘参数没有数据)的主程序,再新建档案。
(处操作可以省去设
备归零的时间,见意采用。
)
5.双击影像窗口,设置刀具影像。
按实际刀径设备刀具直径。
6 . 把摇杆控制打上√,使用游戏手柄操作比较方便。
可以进行切割路径编程。
注2.:1.在编辑切割路径时要注意刀的路径是否为最佳路径,这关于到设备切割PCB板时的效率。
2.编程时第一行的T栏处必需要有T1,Z栏不能有数据,匀为0。
V栏为该切割切割点的切割速度,一
般不必有数据。
其它一,二栏不需要填写数据,那是在编辑前后置程序时才用到。
3.编辑到最后一步时,应该增加一步快速移动与最后一步的坐标一样,那样避免切割后的板翘起,对PCB
板或是设备造成没有必要的伤害。
4.编辑好程序时先不打开Work档案,对编辑好的切割路径进行模拟,确认无误后再进行保存。
二.修改程序步骤:
1.重新打开主程序,确认双盘参数是否正常。
再进行修改主程序。
2.修改时边确认注2.的内容。
无误后进行保存。
三:设备进行切割前的准备:
1.硬件:
1.1.主气压表,气压是否正常(5-7bar)
1.2.主轴气压表(3-4bar)
1.3.Table上的夹具是否固定完好。
1.4.Table后顶块的螺丝是否有松动的向象。
1.5.Table进出活动是否顺畅。
1.6.主轴控制器工作是否正常。
正常时主轴显示30,AUTO,FWD灯为亮着的状态。
1.7.Table气缸后的感应器是否正常
1.8.PUSH按扭
2.软件:
2.1.打开主程序模拟无误后,打开WORK档案,在双盘参数的主程序处选出目前要切割对应的程序。
并在主程序前面打上√,然后点击确定。
2.2.确认刀库设定是否正常。
刀具的使用寿命一般设定为60000MM。
OFFSET 值不可为0。
2.3.检查刀刃设定值。
板材厚度就是要加工的PCB板的厚度。
2.4.确认是否启用自动控制模式。
2.5.Z轴设定,板才加工深度,正常设置要比板厚中0.5MM。
为了克服PCB 板的变形问题导致的不完全切割。
提刀高度要比PCB板上的最高元件多5MM。
2.6.检查软件极限是否正常设置。
软件极限都应该有效。
2.7.检查自动运行归零次数。
确保设备的精度。
2.8.执行时设备安全模式一定要打上√。
确保信号警报有效。
▓注3:准备切割PCB板时要把操作模式更换为OP模式。
已免在操作的时候,误把安全模式取消。
如果不在操作模式下,点击取消时,就取消了所有的报警提示(=取消安全模式)。
█注4:在操作中容易导致前后置程序,主程序里保存有数据的情况。
1.主程序里有前后置程序:
打开WORK档案,选好主程序,然后进行模拟,发现路径不正确时点击停止离开。
主程序没有完全模拟完,退出修改程序,然后直接点击保存。
2.前后置程序里有主程序:
打开WORK档案,选好主程序,然后进行模拟,模拟完成后,点击停止离开时点击保存。
在保存时可以看到档案上面的显示的是那个程序,就是保存在对应的程序里面,包括双盘参数。
四.日常保养与维护:
1.日保养:1.清洁设备的外内部灰尘,确保设备良好的工作环境,部件不受污染。
2.清洁集尘器的粉尘。
3.检查模具螺丝是否有松动,并清洁。
4.检查Table后的顶块的螺丝是否有松动。
5.检查集成器上的压力表。
正常工作时在1-3之间,否则是异常向象。
2.周保养:1.Table前的滑杆保持润滑。
2.检查相机与主轴有无松动并重新设置,CCD,OFFSET与工作高度。
3.检查Table气缸后的感应器是否固定完好。
4.清洁真空过滤器。
5.清洁铣刀夹头。
3.月保养:1.清洁各极限感应变器。
2.检查380V 的过载集电器。
正常工作时为7A。
5.年保养:1.检查并对X,Y,Z轴丝杆进行清洁。
2.保养设备内部的控制卡,并检查是否连接完好。
▓注5.在保养设备时一定要确保断电,断气,安全的情况下进行设备保养。
五.主轴常见的报错:
A0马达线,马达线与接头没有连接上。
A1气压低,主轴气压过低。
A3过载,马达扭矩负载超过安全界限。
A4紧急停止,紧急停止系统产生。
A5气压过高,主轴气压高。
E1电流超过,马达电流超出安全界限。
E7气压低,气压提供不足超过4秒。
谢谢!。