第3章焊接接头的组织和性能
- 格式:ppt
- 大小:2.85 MB
- 文档页数:76
《金属熔焊原理及材料焊接》习题答案绪 论一、填空题1.连接金属材料的方法主要有____________、____________、____________、____________等形式,其中,属于可拆卸的是___________、____________属于永久性连接的是____________、____________。
2. 按照焊接过程中金属所处的状态不同,可以把焊接分为___________、___________ 和__________三类。
3.常用的熔焊方法有_____________、_______________、_______________等。
4.焊接是通过____________或___________或两者并用,用或不用______________,使焊件达到结合的一种加工工艺方法。
5.压焊是在焊接过程中,必须对焊件施加___________,以完成焊接的方法。
二、判断题(正确的划“√”,错的划“×”)1.焊接是一种可拆卸的连接方式。
﹙ ﹚2.熔焊是一种既加热又加压的焊接方法。
﹙ ﹚3.钎焊是将焊件和钎料加热到一定温度,使它们完全熔化,从而达到原子结合的一种连接方法。
﹙ ﹚4.钎焊虽然在宏观上也能形成不可拆卸的接头,但在微观上与压焊和熔焊是有本质区别的。
﹙ ﹚5.焊接接头由焊缝和因焊接热传递的影响而产生组织和性能变化的焊接热影响区构成。
﹙ ﹚6.焊接是通过加热或加压,或两者并用,用或不用填充材料,使焊件达到原子结合的一种方法。
﹙ ﹚答案一、填空题1.螺纹连接 键连接 铆接 焊接 螺纹连接 键连接 铆接 焊接2.熔焊 钎焊 压焊3.气焊 焊条电弧焊 CO气体保护焊24.加热 加压 填充材料5.压力二、判断题1.× 2.× 3× 4.√ 5.√第一章 焊接热源及其热作用一、填空题1.常用焊接热源有_____________热、_____________热、_____________热、_____________和_____________等。
四焊接概述一什么是焊接?焊接实质是用加热或同时加压并用或不用填加材料使焊件到达原子或离子结合的一种加工方法.实际上被焊接的可以是非金属,如塑料,用钎焊还可以把金属与非金属连接起来.二焊接特点及应用1特点1)省工省料(与铆接比)可省料12~20%.2)能化大为小,拚小为大.大型构造,复杂零件,用焊接组合构造,焊接可将铸件,锻件连接起来,简化铸锻工艺和设备.3)可以制造双金属构造,节省贵重金属.(联想铸造离心铸造)车刀,钻头硬质合金刀片+金刚石膜4)生产率高便于实现机械化,自动化.2应用桥梁大容器水压机飞机汽车轮船电子组件….三焊接分类(按焊接过程特点)1熔化焊:局部加热将焊接接头加热熔化,并形成共同的熔池,冷却结晶形成结实接头,将两工件焊接成整体.2压力焊:利用加压力(或同时加热)的方法,使两工件结合面严密接触在一起,并产生一定的塑性变形或熔化,使他们的原子组成新的结晶,将两工件焊接起来.包括:电阻焊摩擦焊冷压焊等3钎焊:对工件和作为填充金属的钎料进展适当的加热,工件金属不熔化,但熔点低的钎料被熔化,后填在工件之间与固态的被焊接金属互相扩散,钎料凝固后,将两工件焊接在一起.如铜焊银焊锡焊第一章熔化焊电弧焊气焊激光焊等§1手工电弧焊(焊条电弧焊)利用焊条与焊件之间产生的电弧热,将工件和焊条熔化而进展焊接的手工操作.一焊接过程及特点1焊接过程:回忆实习2特点:优点:设备简单.接头形式、焊缝形状、焊接位置、长度不受限制。
缺点:有弧光,劳动条件下降,质量不稳,生产率低。
3应用:单件小批,碳钢,低合金钢,不锈钢,铸铁焊补。
适宜板厚3~20mm o二焊接冶金过程特点〔焊条和局部被焊接金属在电弧高温作用下的再熔炼过程高于一般冶金温度,可以看成是一个冶金过程〕1焊接电弧和熔池温度高:造成金属氧化烧损,电弧区气体分解,增大气体活拨性,氧化、氮化〔Fe4N、Fe2N〕易形成气孔、夹渣等缺陷。
降低焊缝的塑性、韧性。
第3章焊接接头组织和性能第3章焊接接头组织和性能焊接过程中焊缝及母材金属发生一系列金属形态的变化,包括焊缝金属的凝固和结晶,母材与热影响区金属在焊接加热和冷却过程中的组织变化,以及与凝固结晶相变有密切关系的各种缺陷的形成,这些过程直接关系到焊后接头的性能,因此,研究接头各区的组织特征和形成机制,对于提高接头性能具有重要的指导意义。
3.1焊接熔池和焊缝3.2焊接热影响区3.3熔合区3.1焊接熔池和焊缝基本概念:焊接熔池:由熔化的局部母材和填加材料所组成的具有一定几何形状的液态区域。
焊缝:焊接熔池凝固后形成的固态区域。
熔池的结晶行为(一次结晶)+焊缝金属的固态相变→焊缝金属的组织和性能。
3.1.13.1.23.1.33.1.4熔池的结晶特点熔池的结晶形态焊缝的固态相变组织焊缝组织和性能的控制3.1.1熔池的结晶特点1、非平衡的动态结晶1)熔池体积小,冷却速度大手工电弧焊V=2-10cm3,Vma某=30cm3υ焊泠=4~100℃/υ铸泠=(3~150)某10-4℃/S约为铸造的104倍由于体积小,冷却速度快,对含碳量高的合金钢易产生淬硬组织,裂纹,熔池中心与边缘有较大的温度梯度,焊缝中柱状晶发达。
2)熔池过热、温度梯度大熔池温度1770100℃溶滴2300℃±200℃铸件浇铸温度<1500℃熔池体积小、温度高,边界的温度梯度很大,可比铸造大104倍过热度大(烧损合金元素,自发晶核的质点减少)+大温度梯度→“柱状晶”发达3)熔池在运动中结晶熔池前部金属熔化,后部金属结晶。
焊接熔池所特有的金属结晶过程,与铸锭的金属结晶过程不同之处有下述各点。
(1)焊接熔池即受焊接热源的加热作用,同时又受到固体金属的冷却作用;(2)焊接熔池的液体金属为加热到不同温度的固体金属所包围。
焊接熔池侧壁的焊件金属加热的程度比熔池后壁焊缝金属的加热程度小。
(3)焊缝金属的平均结晶速度等于熔池的移动速度,也就是等于焊接速度。

第3章焊接接头的组织和性能★焊接熔池和焊缝焊接熔池的结晶特点、结晶形态,焊缝的相变组织及焊缝组织和性能的控制。
★焊接热影响区焊接热影响区的组织转变特点、组织特性及性能。
★熔合区熔合区的边界,熔合区的形成机理,熔合区的特征焊接熔池:由熔化的局部母材和填加材料所组成的具有一定几何形状的液态区域。
焊缝:熔池凝固后所形成的固态区域。
焊缝组织性能不仅取决于焊缝的相变行为,而且受到焊接熔池结晶行为的直接影响。
一. 焊接熔池的结晶特点(1) 熔池体积小、冷却速度大局部加热,熔池体积小;熔池被很大体积的母材包围,界面导热很好,熔池冷速很快。
碳当量高的钢种焊接时,易产生淬硬组织,甚至产生冷裂纹。
(2) 熔池过热、温度梯度大焊接加热速度快,熔池金属处于过热状态;熔池体积小,温度高,熔池边界的温度梯度很大。
非自发晶核质点显著减少,柱状晶得到显著发展。
(3) 熔池在动态下结晶熔池结晶和母材熔化同时进行,焊接区内各种力交互作用,使正在结晶中的熔池受到激烈的搅拌。
有利于气体的排除、夹杂物的浮出以及焊缝的致密化。
2. 联生结晶和竞争成长(1) 联生结晶焊接熔池结晶一般是从熔池边界开始,即在半熔化的母材晶粒表面上开始并长大。
结晶取向与焊缝边界母材晶粒的取向相同,初始晶粒尺寸等于焊缝边界母材晶粒的尺寸。
结晶取向与焊缝边界母材晶粒的取向相同,初始晶粒尺寸等于焊缝边界母材晶粒的尺寸。
(2) 竞争成长晶粒在不同方向上的成长趋势不同,只有最优结晶取向与温度梯度最大的方向(即散热最快的方向,亦即熔池边界的垂直方向)相一致的晶粒才有可能持续成长,并一直长到熔池中心;反之,只能长到一定尺寸而中止每个晶粒都是在不断的竞争中成长的,只有竞争优势明显的晶粒才能得到不断的成长,而竞争优势较弱的晶粒将在成长的中途夭折。
3. 结晶速度和方向动态变化(1) 结晶速度的表达式设任意晶粒主轴、任意点的结晶等温面法线方向与焊接方向的夹角为a,晶粒成长方向与焊接方向之间的夹角为在dt时间内熔池边界的结晶等温面从t时刻的位臵移到t+dt时刻的位臵。
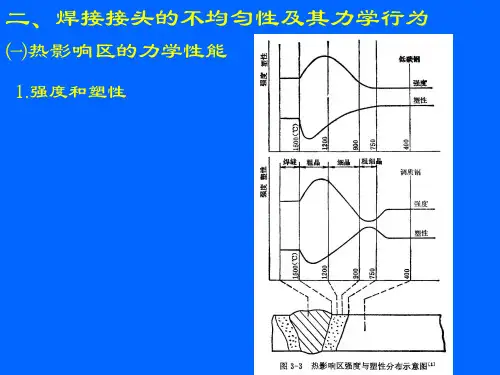
第三章焊接接头组织与力学性能分析本章对不同焊接参数的接头试件,分别进行了拉伸、冲击、弯曲、硬度以及金相组织分析试验,通过接头的各项力学性能指标、组织和硬度,来研究不同焊接工艺对低温钢06Cr19Ni10与16MnDR的焊缝组织性能的影响,从中选择最优的焊接工艺。
3.1力学性能按照表2-7和表2-8提供的焊接工艺,焊制不同坡口和不同焊接参数条件下的异种钢接头,制备标准试样并按要求进行了拉伸、冲击及弯曲试验。
3.1.1拉伸试验结果及分析在WE-1000液压式万能试验机上对不同焊接接头分别作拉伸试验,每组焊接参数制备2个试样,共3组。
试验结果见表3-1。
表3-1 焊接接头拉伸试验参数试样编号试样厚度(mm)断裂载荷( kN )抗拉强度(Mpa)断裂部位和特征L1-A 16 175 545 断于焊缝L1-B 16 170 530 断于焊缝L2-A 16 172 540 断于焊缝L2-B 16 176 550 断于焊缝L3-A 16 168.0 525 断于焊缝L3-B 16 175.0 545 断于焊缝根据标准NBT 47014-2011拉伸试验合格指标,试验母材为两种金属材料时,每个试样的抗拉强度应不低于本标准规定的两种母材抗拉强度最低值中的较小值。
从试验结果看,不同焊接工艺下的焊接接头的抗拉强度基本上等同于两侧母材强度,且高于两种母材抗拉强度最低值中的较小值。
焊接的接头均满足关于拉伸试验的评定要求。
对比之下横位焊接中编号2的抗拉强度要略高于其他两组。
其焊接速度较快,虽然钝边略小,但焊接的坡口也较小,使其焊接时熔化的母材较少,因此熔合比相对其他组会较小。
这使其抗拉强度高的原因。
3.1.2 冲击试验结果及分析在JB-300B冲击试验机上对不同焊接接头分别进行冲击试验,每组焊接参数制备9个试样,在两侧热影响区和焊缝区各3个,共3组。
试验结果见表3-3。
表3-3 焊接接头的冲击试验参数试样编号试样尺寸(厚×宽×长)(mm)缺口类型缺口位置试验温度(℃) 冲击吸收功(J)C1-1-15×10×55 V型热影响区(不锈钢侧)-40℃C1-1-2C1-1-3C1-2-15×10×55 V型焊缝-40℃C1-2-2C1-2-3C1-3-15×10×55 V型热影响区(低温钢侧)-40℃C1-3-2 C1-3-3C2-1-15×10×55 V型热影响区(不锈钢侧)-40℃C2-1-2C2-1-3C2-2-15×10×55 V型焊缝-40℃C2-2-2C2-2-3C2-3-15×10×55 V型热影响区(低温钢侧)-40℃C2-3-2 C2-3-3C3-1-15×10×55 V型热影响区(不锈钢侧)-40℃C3-1-2C3-1-3C3-2-15×10×55 V型焊缝-40℃C3-2-2C3-2-3C3-3-15×10×55 V型热影响区(低温钢侧)-40℃C3-3-2C3-3-3根据标准NBT 47014-2011冲击试验合格指标,钢质焊接接头每个区3个标准试样为一组冲击吸收功平均值应符合设计文件或相关技术文件规定,且不低于表3-4中规定值,至多有一个试样的冲击吸收功低于规定值,但不得低于规定值的70%。