焊接接头的组织和性能(汇总).ppt
- 格式:ppt
- 大小:591.00 KB
- 文档页数:33

焊接接头的组织一、实验目的1.掌握焊接接头各区域典型的金相组织。
2.熟悉焊接接头各区域的性能变化。
二、实验设备及材料 1.金相显微镜。
2.焊接试样。
3.预磨机4.抛光机 三、实验原理熔化焊是局部加热的过程,焊缝及其附近的母材都经历一个加热和冷却的过程。
焊接热过程将引起焊接接头组织和性能的变化,从而影响焊接质量。
焊接接头组织由焊缝金属和热影响区两部分组成。
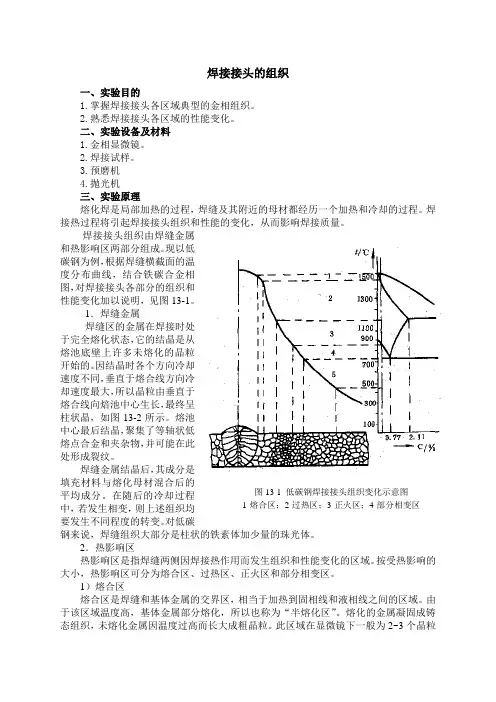
现以低碳钢为例,根据焊缝横截面的温度分布曲线,结合铁碳合金相图,对焊接接头各部分的组织和性能变化加以说明,见图13-1。
1.焊缝金属焊缝区的金属在焊接时处于完全熔化状态,它的结晶是从熔池底壁上许多未熔化的晶粒开始的。
因结晶时各个方向冷却速度不同,垂直于熔合线方向冷却速度最大,所以晶粒由垂直于熔合线向焙池中心生长,最终呈柱状晶,如图13-2所示。
熔池中心最后结晶,聚集了等轴状低熔点合金和夹杂物,并可能在此处形成裂纹。
焊缝金属结晶后,其成分是填充材料与熔化母材混合后的平均成分。
在随后的冷却过程中,若发生相变,则上述组织均要发生不同程度的转变。
对低碳钢来说,焊缝组织大部分是柱状的铁素体加少量的珠光体。
2.热影响区热影响区是指焊缝两侧因焊接热作用而发生组织和性能变化的区域。
按受热影响的大小,热影响区可分为熔合区、过热区、正火区和部分相变区。
1)熔合区熔合区是焊缝和基体金属的交界区,相当于加热到固相线和液相线之间的区域。
由于该区域温度高,基体金属部分熔化,所以也称为“半熔化区”。
熔化的金属凝固成铸态组织,未熔化金属因温度过高而长大成粗晶粒。
此区域在显微镜下一般为2~3个晶粒图13-1 低碳钢焊接接头组织变化示意图 1-熔合区;2-过热区;3-正火区;4-部分相变区的宽度,有时难以辩认。
该区城虽然很窄,但强度、塑性和韧性都下降;同时此处接头断面变化.将引起应力集中,很大程度上决定着焊接接头的性能。
2)过热区过热区是热影响区中最高加热温度在1100℃以上至固相线温度区间的区域.该区域在焊接时.由于加热温度高,奥氏体晶粒急剧长大,形成过热组织,所以也称为“粗晶区”。

第4讲焊接1焊接是利用加热或加压(或者加热和加压),使分离的两部分金属靠得足够近,原子互相扩散,形成原子间的结合的连接方法。
焊接的特点:优点:1)连接性能好,密封性好,承压能力高;2)省料,重量轻,成本低;3)加工装配工序简单,生产周期短;4)易于实现机械化和自动化。
2缺点:1)焊接结构是不可拆卸的,更换修理不便;2)焊接接头的组织和性能往往要变坏;3)要产生焊接残余应力和焊接变形;4)会产生焊接缺陷,如裂纹、未焊透、夹渣、气孔等。
焊接方法可分为:1)熔焊:利用局部加热的方法,把工件的焊接处加热到熔化状态,形成熔池,然后冷却结晶,形成焊缝,将两部分金属连接成为一个整体的工艺方法。
2)压焊:在焊接过程中需要加压的一类焊接方法。
3)钎焊:利用熔点比母材低的填充金属熔化后,填充接头间隙并与固态的母材相互扩散实现连接的一种焊接方法。
3第1节焊接成形基础4.1.1 熔焊的冶金过程4.1.1.1 焊接电弧熔焊的焊接过程是利用热源先把工件局部加热到熔化状态,形成熔池,然后随着热源向前移去,熔池液体金属冷却结晶,形成焊缝。
其焊接过程包括热过程、冶金过程和结晶过程。
根据热源的不同可分为气焊、电弧焊、电渣焊、激光焊、电子束焊、等离子弧焊等。
以下以电弧焊为例来分析。
1. 焊接电弧的产生焊接电弧是在焊条与工件之间产生的强烈、持久又稳定的气体放电现象。
焊接引弧时,焊条和工件瞬间接4触形成短路,强大的电流产生强烈电阻热使接触点熔化甚至蒸发,当焊条提起时,在电场作用下,热的金属发射大量电子,电子碰撞气体使之电离,正、负离子和电子构成电弧。
2. 焊接电弧的结构电弧由阴极区、阳极区和弧柱区三部分组成,如图4-1所示。
1)阴极区:电子发射区,热量约占36%,平均温度2400K;2)阳极区:受电子轰击区域,热量约占43%,平均温度2600K;3)弧柱区:阴、阳两极间区域,几乎等于电弧长度,热量21%,弧柱中心温度可达6000~8000K。
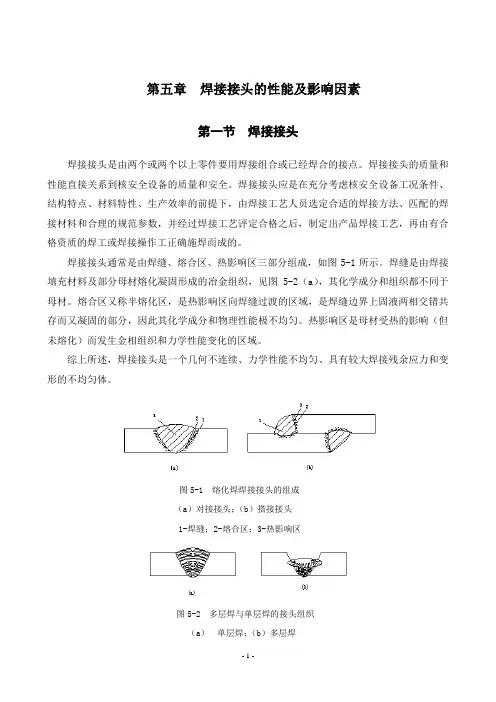
第五章焊接接头的性能及影响因素第一节焊接接头焊接接头是由两个或两个以上零件要用焊接组合或已经焊合的接点。
焊接接头的质量和性能直接关系到核安全设备的质量和安全。
焊接接头应是在充分考虑核安全设备工况条件、结构特点、材料特性、生产效率的前提下,由焊接工艺人员选定合适的焊接方法、匹配的焊接材料和合理的规范参数,并经过焊接工艺评定合格之后,制定出产品焊接工艺,再由有合格资质的焊工或焊接操作工正确施焊而成的。
焊接接头通常是由焊缝、熔合区、热影响区三部分组成,如图5-1所示。
焊缝是由焊接填充材料及部分母材熔化凝固形成的冶金组织,见图5-2(a),其化学成分和组织都不同于母材。
熔合区又称半熔化区,是热影响区向焊缝过渡的区域,是焊缝边界上固液两相交错共存而又凝固的部分,因此其化学成分和物理性能极不均匀。
热影响区是母材受热的影响(但未熔化)而发生金相组织和力学性能变化的区域。
综上所述,焊接接头是一个几何不连续、力学性能不均匀、具有较大焊接残余应力和变形的不均匀体。
图5-1 熔化焊焊接接头的组成(a)对接接头;(b)搭接接头1-焊缝;2-熔合区;3-热影响区图5-2 多层焊与单层焊的接头组织(a)单层焊;(b)多层焊第二节焊接接头的分类原则一般讲焊接接头的分类有两种:一种是按焊接接头形式分类;一种是按焊接接头在核安全设备上的位置分类。
一、焊接接头形式分类根据GB/T3375-94《焊接术语》规定,主要分为对接接头、角接接头、T形接头和搭接接头四种形式。
1.对接接头两件表面构成大于或等于135°,小于或等于180°夹角的接头,见图5-3。
图5-3 对接接头2.角接接头两件端部构成大于30°,小于135°夹角的接头,见图5-4。
图5-4 角接接头3.T形接头(端接接头)一件之端面与另一件表面构成直角或近似直角的接头,见图5-5。
图5-5 T形接头4.搭接接头两件部分重叠放置或两焊件表面之间的夹角不大于30°构成的端部接头,见图5-6。
焊接接头一、焊接接头的结构用焊接方法连接的接头叫做焊接接头(简称接头)。
焊接接头是由焊缝、熔合区和热影响区所组成,如图1-3-1所示。
图1-3-1焊接接头示意图(a)熔焊接头(b)点焊接头(c)对焊接头1—焊缝2—熔合区3—热影响区熔焊焊接接头可有多种形式,最常见的典型接头有对接接头、角接接头、丁字接头、搭接接头等。
为使待焊部位满足焊接施工工艺要求(如熔透、成形及焊接电弧可达性等),以形成优质焊接接头,常需要将待焊部位预加工成一定形状,即坡口加工。
常见坡口形式如I形坡口、V形坡口、U形坡口、X形坡口。
(一)、焊缝焊缝是指焊件经焊接后形成的结合部分。
熔焊时,焊缝金属是由熔化的母材和熔化的填充金属(焊条或焊丝)按比例(决定于焊接工艺参数)混合而成,有时全部由熔化的母材构成(自熔焊接或不加填充金属的焊接方法)。
1、熔合比熔焊时,被熔化的母材金属在焊缝金属中所占的比例常用“熔合比”表示。
熔合比与焊接方法、焊接工艺参数、接头尺寸形状、坡口形状、焊道数目以及母材热物理性质有关。
由于熔合比不同,即使采用同一焊接材料,焊缝的化学组成也不会相同,因此,性能也不同。
通常,填充金属的成分与母材成分是不相同的,特别是异种金属焊接或合金堆焊时。
当堆焊金属的合金成分主要来自填充金属时,局部熔化了的母材对堆焊金属的影响可以认为是稀释了堆焊金属。
因此,熔合比又常称为稀释率。
当熔合比时,即焊缝金属完全由填充金属熔敷而成,这种焊缝金属称为熔敷金属。
2、焊缝形状尺寸及焊缝成形系数焊缝宽度:焊缝表)、1(.面两焊趾之间的距离(焊缝表面与母材的交界处称为焊趾)。
(2)、余高:超出母材表面连线上面的那部分焊缝金属的最大高度。
(3)、焊缝厚度:在焊缝横截面中,从焊缝正面到焊缝背面的距离。
(4)、焊缝计算厚度:设计焊缝时使用的焊缝厚度。
对接焊缝焊透时,它等于焊件的厚度;角焊缝时,它等于在角焊缝横截面内划出的最大直角三角形中从直角的顶点到斜边的垂直长度,习惯上也称喉厚,如图1-3-2所示。