活套在热轧带钢控制中的研究
- 格式:doc
- 大小:66.50 KB
- 文档页数:5

活套在棒线材轧制过程中的作用及维护作者:孙杰仁来源:《科学与财富》2018年第27期摘要:活套是轧线的重要设备,活套控制系统的稳定性决定热连轧生产过程的连续性,决定了工厂产品产量;其控制精度很大程度上影响了产品厚度和宽度精度,是企业提高产量及产品品质的核心竞争力。
本论文从活套器工作原理入手,主要论述说明活套器的作用及其优点。
分别论述了活套各个系统的特点及维护。
由于活套正常与否直接影响轧钢的生产和产品的质量,所以作为轧钢部门的工作人员,有必要对其进行掌握和详细的研究。
关键字:活套;轧制;活套系统活套是轧线的重要设备,随着用户对高线和棒材产品质量指标的日益重视,活套自动控制系统的响应速度和稳态精度也面临更高的要求。
活套控制系统是热连轧生产线上基础自动化中非常重要的自动控制系统。
活套高度闭环控制系统以及活套张力闭环控制系统是活套控制系统两项关键功能,用以实现轧制过程中,精轧任意机架间产品秒流量的动态平衡,以及维持产品在恒定张力下完成轧制。
根据传动装置的不同,活套分为液压活套及电动活套。
液压活套依靠液压站高压油驱动液压缸带动活套机械动作;气动活套则依靠电磁阀驱动气缸进行机械动作。
轧机对机架间的张力控制精度要求很高。
基本特征是用活套来控制张力进行连续轧制。
活套是一种带有自由辊的机构,这个自由辊在轧制产品穿带后就会上升并高于轧制线。
活套撑器连续地监视并控制活套的高度和产品的张力。
活套撑器的自动控制任务是保证在机架咬钢时,延时准确迅速起套,甩钢时及时落套,并保证活套支撑器准确停在电气零位角,准备下次进钢。
1活套在轧制过程中的作用为了有效控制相邻机架间形成适合的套量,以保持恒定微张力轧制,活套形成和调节采用监控系统和速度级联系统来完成。
当轧件头部进入下一机架时,轧机电流增大,活套起套参与调节,若有拉钢现象,则活套角度降低,减小套量,若有堆钢现象,则活套的角度增大,增大套量。
1.1检测、存储扰动热连轧控制系统中,中精轧机组各个机架之间形成连轧关系,必须保证机架间产品的秒流量相等。
带钢热连轧机组活套自动控制及应用作者:晁永军孔德鸿吴胜春东四正来源:《科技资讯》2016年第12期【摘要】:活套是在金属热连轧过程用来调整轧机之间张力的最主要设备,由于金属热轧制的发展已有几十年的历程,在此过程中,随着自动化控制技术的日益提升,活套控制的精度和智能化越来越高,本文通过带钢热连轧生产线精轧机组活套的应用,对其先进的功能和作用进行了详细介绍和说明,并分别说明了活套的两种控制方法:常规PI控制和ILQ控制的原理以及在两种自动控制方法在轧制过程中的实际应用。
[关键词]:活套;常规PI控制;ILQ控制中图分类号:TG334.9 文献标识码:A 文章编号:1674-098X(2015)04(c)-0000-001.概述本文以某钢铁集团年产240万吨超薄带钢热轧生产线—UTSP热轧板带工程为例对活套先进的功能和作用进行了详细介绍和说明,其产品产品工艺规格为宽度800-1600(mm),厚度0.8-12.7(mm)的各类型热轧带钢。
主轧线分为粗轧和精轧两个机组,共有7架轧机组成,其中粗轧两架,精轧5架,各机架均采用三相同步电机传动,在F1-F5五架精轧机组之间设有4个活套。
设定活套的目的是为了确保两机架之间保持特定张力,当下游机架流量高于上游机架、下游机架速度过快时候产生张力,当下游机架速度小于上游机架时活套抬起建张,如果不设活套这一特殊设备,在轧制过程中,带钢套量将逐渐增加最终会形成折叠和扭曲,如果形成折叠或者扭曲,带钢将以好几倍的厚度进入下游机架,产生堆钢事故,最终结果会影响轧辊和轴承以及轴承支撑等机械设备以及现场传感器的寿命。
2.活套的作用介绍2.1 活套的角度给定轧制过程中活套的角度由二级计算机数据库给定,活套根据计算机数据库的给定值进行程序的最初给定,在实际轧制过程中,活套角度微调由一级基础自动化程序来计算并给定。
在一级基础自动化程序中,活套在自动操作情况下,要具备以下互锁条件:1)控制选择3)轧机主传动健康4)液压控制正常5)活套PLC系统健康6)位置传感器健康7)活套压头健康2.2 活套的张力给定活套的张力给定也是通过二级计算机系数据库进行计算,给定后,在轧制过程中,操作工在-20%到+50%之间通过每秒10%的调节度进行速度调节,在带钢生产过程中,带钢保持恒定的张力具有降低轧制力、防止轧件跑偏、改善带钢平直度、适当调节主机负荷等作用。
基于轧钢活套自动控制系统的研究与应用摘要:活套是轧钢过程中重要设备,合理起套高度和张力控制会使两架轧机平稳轧制,避免拉钢或者堆钢现象。
本文介绍了活套控制原理和过程,并重点介绍了模糊高度控制,此法可以达到精确控制。
文章对于轧钢控制设计及应用有着很大借鉴和参考价值。
关键词:高度控制;张力控制;速度级联概述恒定活套量和小张力轧制是现代热连轧精轧机组的一个基本特点。
在轧制过程中,由于主传动系统总是存在着动态咬钢速降,在稳定轧制阶段又总是存在着各种外部干扰,不可能始终保持各机架之间的速度匹配关系,设置活套的主要目的,就是在于检测到这些偏差,进而通过高度调节吸收这些活套量,使得生产正常稳定。
此外,因为在热连轧轧制过程中,轧件温度很高,若受到太大的张力,其张应力就有可能超过金属的流动极限,使带钢受拉(拉窄,变薄)变形和尾部失张厚跃等一系列降低成品质量的不良后果,而活套装置的另一个作用就是使带钢保持恒定的小张力。
1.活套控制原理及过程1.1活套控制活套形成期完成,进入活套控制阶段,此时,活套控制积分部分解锁,系统按正常的级联方向,对所有与此轧件有关的机架进行实时速度校正。
从级联控制的角度看,活套的PI调节相当于不断修改下游机架的R因子来改变上游机架的速度,而R因子随着下游机架轧制能力的改变而改变,轧制能力的改变又是由上游机架送来的轧件的尺寸和温度的改变引起的。
下游机架R 因子的减少量是活套高度变化的体现,由于钢坯的各部分在轧制中温度和尺寸的变化,使轧制能力和速度关系发生变化,因此必须记忆钢坯头部离开时的最佳速度关系,以确保整支钢坯安全通过。
这个记忆值在钢坯尾部离开上游机架时被取消。
当发生一些异常情况,如操作员手动修改速度关系、活套超出活套警戒高度或轧件长时间超出活套扫描器扫描范围时,速度自动校正被锁定。
1.2活套控制中的轧机速度级联系统轧机速度的设定是由轧机速度级联系统来完成的,它是由上游主速度参考值、上游比例调节级联值和下游比例调节级联值三部分组成【2】。
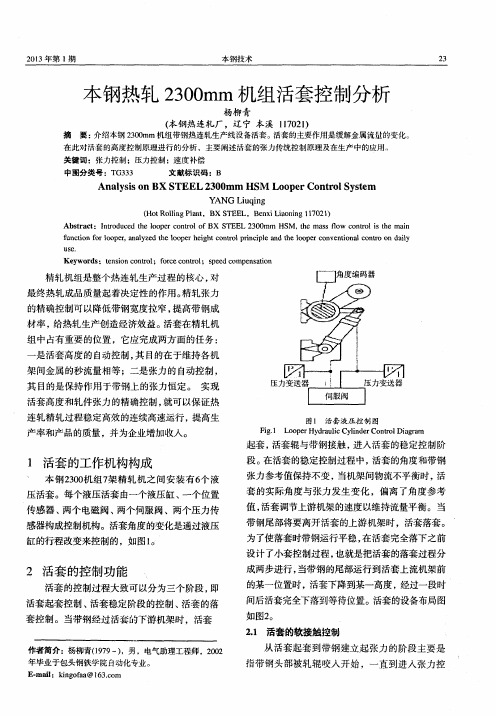

热轧精轧机活套液压控制及故障分析作者:袁李来源:《装备维修技术》2020年第13期摘要:热轧带钢产品实际应用的过程中,厚度和宽度相关的指标是人们关注的重点内容所在,精轧机的活套是热轧线的设备,对于机架间带钢的稳定轧制有着良好的应用意义。
关键词:精轧机;液压系统;伺服阀1 前言某厂实际生产过程中应用2250热轧生产线,使用的精轧机活套机构是目前最先进的伺服阀控制液缸驱动的设备,实际应用的过程中稳态精度较高,同时系统的响应程度也相对较快。
2 相关背景热轧精轧机采用7机架6活套的配置,活套被安装在除去末机架以外的每个精轧机出口侧,活套轴通过操作侧和传动侧的轴承座安装在精轧机的两片牌坊的出口侧,活套液压缸通过支撑臂与活套轴相连接,采用内冷却的惰性活套辊与带钢下表面相接触,液压缸的行程动作使得活套的角度改变,得以提升带钢,在活套轴上设计有固定销孔为检修和标定时穿销子而用。
在带钢实际轧制过程中,穿带时,主传动系统存在着动态速度变化,为了保持各个机架之间的速度匹配,通过控制活套上游轧机主速度使活套角度控制稳定在L2服務器设定值,以保证轧制过程稳定,对带钢进行恒张力轧制,以避免堆钢和拉钢,而保证带钢厚度和宽度的质量。
活套直接与带钢接触,现场水蒸汽很大,且轧钢时产生很大的震动,恶劣的工况条件,对液压伺服系统造成很大的冲击,容易引起系统的故障,为了满足正常的生产,需要维护人员快速分析和处理故障3 活套液压控制系统活套液压控制系统介绍液压原理:在液压缸的无杆腔和有杆腔都装有压力传感器,用来计算带钢的恒定张力,在通过支撑臂与液压缸相连接的活套轴上安装有角度编码器,来检测角度进行活套角度控制在轧钢生产时,在带钢进入精轧机之前,通过角度编码器检测到活套轴的位置,反馈给PLC,再通过伺服阀调节缸的位置,从而驱动活套达到设定的活套等待位,以带钢咬入下一机架的信号,使得活套稳定在凵2设定值的角度控制闭环下,控制系统通过压力传感器检测出液压缸无杆腔和有杆腔的压力,计算出活套辊上带钢的张力,通过伺服阀控制液压缸,使得活套满足角度控制闭环和带钢张力控制开环。

活套在轧机系统中的应用(上海宝冶建设检修分公司沈林波)摘要:活套是连轧设备中一个较为重要的单元,本文结合武钢csp 厂热轧设备讲叙了活套的基本原理以及常见的一些电气故障和分析处理方法。
关键词:活套控制原理故障、尸■、亠一前言活套是安装在精轧机架之间,用于控制两个机架之间的微张力,防止带钢之间有过多的张力,太多的张力将导致钢被拉断。
当通过下个机架的秒流量比较高的时候,这个现象会发生。
当下个机架的秒流量比较小的时候,套量将建立起来。
一个稳定的增长套量将导致叠轧的形成。
如果叠钢形成,带钢将以几倍的厚度进入下个机架,这将导致辊子的损坏或者轴的损坏。
这样活套控制必须有。
活套控制给了所有前主传动控制的速度修正量。
当秒流量不同的时候,两个机架间的带钢长度将改变,这样将导致活套高度和活套实际角度的改变。
通过活套控制角度总保持在预先设定的范围内。
活套高度的任何改变都将立刻导致所有主传动速度的改变。
每个活套高度的控制是通过影响前一个机架的旋转速度。
一个机架的速度的改变被复制并且作为一个偏差量给定到前一个机架。
这样所有相近的主传动速度的修正量在这些机架里适当减少。
同时在这些机架间的带钢张力是保持不变的。
当机架里没有钢的时候,活套也能移动。
此外当带钢在运行并且活套辊被带钢压下的时候,一个特殊的张力必须产生。
这个压力的发生在轧制力控制与张力控制是相同意义的。
为了实现活套控制的目的,必须设计成位置控制和轧制力控制是串接二活套的工作原理1、结构示意图及设备组成(图一)活套基本结构示意图机械设备和液压设备:活套辊是通过液压缸来移动的。
液压缸的下部分在机架的传动侧。
活套臂的旋转点同杆端相连。
活套围绕在前一个机架的出口侧的轧制线下面的轴旋转。
绕轴旋转的运动被机械运行位置限制。
首先停止(尾端位置)是将活套辊设计在最小的轧制线的下面。
当换辊的时候活套辊要跑到最上的位置,因为空间必须用于入口和导板的运动。
这两个位置都有个一个机械辅助销。
活套在热轧带钢厂的应用李伟超(日照钢铁有限公司2150带钢厂山东日照 276806)邵永生(日照钢铁有限公司2150带钢厂山东日照 276806)摘要:活套的主要作用是缓冲金属流量的变化,防止迭轧造成废钢;同时发出信号调节上游机架的轧制速度以保持恒定的秒流量;其次,带钢在一定范围内保持恒定小张力,防止因张力过大引起缩颈现象,造成宽度不均甚至拉断。
关键词:活套、转矩、编码器、张力、摩擦力、压力传感器、PDA 曲线APPLICAION OF LOOPER IN HOT STRIP MILLLi Wei-ChaoShao yong-shengAbstract: Looper Is Used To Tension The Strip Between Finishing Mill Stands.In Order To store Constant Stock,It Transmit Relevant Data To The Speed Control System Of Main Drives. And Controll constant tention Use valve.Keywords:Looper、Torque、Encoder、Tention、Friction、Pressure Transduce、PDA活套控制在热轧带钢厂整个控制系统中属于受影响的因素最多因而控制最复杂的控制之一,也是精轧机最重要的设备之一;2150热轧项目的机械设备由一重提供,控制系统是由德国西门子公司承包,以下对2150精轧机活套控制系统作一介绍。
1、活套的功能1.1 储存套量及活套高度控制通过活套高度的变化在轧机之间储存一定的套量,以缓冲带钢金属流量的变化,同时根据检测的套量变化对上游机架速度进行相应的调节补偿,纠正实际轧制中秒流量不相等的问题,维持套量(活套高度)不变。
1.2 恒定的小张力控制在进行套量闭环控制的同时,张力闭环控制是活套控制中另一项不可或缺的功能,既为了实现在轧制过程中带钢保持恒定小张力,防止张力过大造成拉窄现象的出现,造成宽度不均的质量问题,根据活套实际角度通过公式计算出需要的转矩大小,再通过伺服阀调整液压压力意以实现活套对钢带的恒定小张力。
热连轧带钢系统中电动活套的应用孟庆铂;李庆元;李丙楠;刘翔;李朕【摘要】在热连轧系统轧制过程中,带钢易产生堆叠和抛头甩尾现象,带钢的张力过大则会造成断带,从而有可能引发财产和生命双重重大事故.活套自动化控制系统的应用可以有效调节整条带钢在轧制过程中的张力,保证轧制的平稳进行.文中以某公司热连轧带钢厂的1 700mm热轧带钢自动化生产线为例,对轧制过程中活套的工作原理进行研究,并建立了带钢张力和活套力矩控制计算的数学模型,结合仿真与实际调试对热连轧工艺中活套控制问题做了深入的分析,实现了活套自动控制.【期刊名称】《应用能源技术》【年(卷),期】2015(000)012【总页数】4页(P53-56)【关键词】活套控制;张力;角度闭环【作者】孟庆铂;李庆元;李丙楠;刘翔;李朕【作者单位】天津理工大学中环信息学院,天津300380;天津电气科学研究院有限公司,天津300180;天津钢管集团股份有限公司,天津300301;天津电气科学研究院有限公司,天津300180;天津理工大学中环信息学院,天津300380【正文语种】中文【中图分类】TM921.1随着轧钢设备、技术、工艺的不断发展,带钢的成品率与产品质量在不断提升。
本项目是对某钢铁公司一条热连轧系统进行改造,同时更新传统系统。
对活套的传动系统改造是整套系统改造的重要环节之一,这可以加强对带钢板型的控制,减少堆钢、减少轧辊压力,有利于厚度控制,轧制出各种薄厚的产品拓宽产品规格。
为增加效益、开发完善各项技术功能、减少废品、提高产量与成材率以及减少故障停机时间,对活套控制系统进行改造十分必要。
目前主流的常见活套有以下三种:1.1 电动活套电动活套采用低惯量、低转速的直流变力矩电动机,通过传动装置(经减速器传动或无减速器直接传动)带动活套臂和活套辊绕摆轴摆动,在堵转情况下力矩可调。
其具有结构简单、工作稳定、操作与调节方便、坚固耐用等特点,反应响应时间短、张力波动小、控制精度高,但电气控制系统略显复杂,造价稍高。
活套控制在热轧带钢研究与应用摘要本文对热轧带钢精轧控制系统中的活套系统的高度和张力控制作了较为全面和深入的研究,完成了二维模糊套高闭环控制器的理论研究和应用,为企业取得良好的经济效益提供了可靠的技术基础。
关键词活套控制;模糊控制近年来,随着社会发展与科学技术的进步,用户对钢铁产品的质量、品种、性能等各方面的要求越来越高。
例如,在外形尺寸精度方面,成卷提供的宽幅冷轧带钢,厚度精度已经达到0.002mm,热轧板卷厚度精度已达0.025mm。
这就为带钢轧制进一步增加了难度。
成品带钢的质量又与精轧控制精度密切相关。
因此,如何提高精轧机组的控制精度,是优化产品性能、质量的关键。
恒定活套量和小张力轧制是现代热轧精轧机组的一个基本特点。
在轧制过程中,由于主传动系统总是存在着动态咬钢速降,在稳定轧制阶段又总是存在着各种外部干扰,不可能始终保持各机架之间的速度匹配关系,所以设置活套的主要目的,就是在于检测到这些偏差,进而通过高度调节吸收这些活套量,使得生产正常稳定。
1活套控制系统1)工艺概述。
莱钢1500mm热轧带钢生产线中,精轧主要实现厚度轧制及板形上的精确控制。
精轧机组主要设备有:E2立辊轧机一架,F1—F6万能四辊轧机6架,低惯量活套5套,弯辊、窜辊装置及中间导卫装置等。
中间坯由立式轧机(E2)进行最终的定宽后,依次进入精轧机组(F1—F6)连续轧制。
通过套高调节系统使轧机自动调速,并通过张力调节系统使带钢在微张力、恒张力状态下轧制,保证产品的尺寸精度。
精轧机组可将中间坯(17-40mm)轧制到成品厚度(1.5~20mm)。
2)活套控制系统简介。
活套控制系统包括活套高度自动控制和活套张力自动控制。
所谓活套高度自动控制就是以某一设定的活套高度(一般活套辊摆角角度为20°~25°)为基准,用调节轧机速度来维持活套量恒定,即在由主传动速度控制系统及活套装置的套量信号(活套辊摆角信号)所组成的活套高度闭环控制系统中,当实际的活套高度(活套量)与基准值不等时,用其差值控制上游机架主机速度,纠正秒流量偏差,以保持活套量恒定。
活套在热轧带钢控制中的研究
张小松
(河北省唐山市河北钢铁集团唐钢股份自动化公司063000)
摘要:在带钢热连轧生产过程中,为了保证正常的生产,即保证板带不堆钢、拉钢,必须保持带钢有一定的张力。
而在控制中单一的依靠控制轧机的主速度调节很难保证张力的稳定,于是在连轧机的中间安装了活套这一控制装置,通过轧机速度和活套的相互配合,让张力控制功能才能较好实现。
关键词:带钢热连轧活套
In hot strip looper control study
Zhang Xiao Song
Abstract: In the hot strip rolling production process, in order to ensure normal production, the guarantee does not pile strip steel, drawing steel, must maintain a certain tension strip. In the control a single control on the mill's main speed regulation is difficult to ensure the stability of the tension, so in the middle of rolling mill installed in the control loop, through the mill speed, and live sets complement each other, so that tension control can Better implementation.
Keywords: Hot Strip Mill Looper
0.引言
恒定活套量和小张力轧制是现代热连轧机精轧机组的一个基本特点。
因为在轧制过程中,由于主传动系统总是存在着动态咬钢速降,在稳定轧制阶段又总是存在着各种外部干扰,不可能始终保持各机架之间的速度配比关系,设置活套器机构的主要目的就在于检测到这些偏差,检测得机架之间轧件的活套量进而吸收这些活套量,使得生产正常稳定。
活套装置进行活套量控制,活套高度控制,同时还将进行恒定小张力控制,以避免拉钢、堆钢现象。
1.活套控制的机械和液压设备
活套辊由液压缸控制和带钢接触。
液压缸的下部和机架的传动侧相连,而上部有杆腔和活套臂的一个固定点相连。
在前一机架的出口侧,低于轧制线稍下一点的位置有一个轴,活套围绕它旋转。
其旋转运动由运行位置的机械末端1来限制。
活套辊的第一个停止点(下端位置)应该设计得比最低轧制线还要低一些。
既然要为进出口导板留出空间,活套必须运行到上端位置,以方便换辊。
这两个位置都应有销子装配。
最后一个机架不需要活套。
每个活套都有两个并联伺服阀驱动,伺服阀由关联的先导控制单向阀锁定。
单向阀由描绘每个电磁线圈的电磁阀供电。
在轴的位置有角度传感器,在液压管线的供油端有压力传感器,从而可以进行活套、位置和压力的闭环控制。
图1活套工作简图
2.活套的闭环控制
在实时控制过程中,只要实时地得到活套角计算就可得到实际轧制过程活套器承受的力矩,这对于恒张力控制提供了反馈信号。
也只有可靠准确地得到活套角信号,才能进行高度闭环控制和张力控制。
当活套处于动作过程时,活套电动机实际还将承受一个动力矩,其大小与活套系统转动惯量成正比。
活套高度闭环控制实际上与活套支持器电控系统关系并不密切,而是与轧机主速度系统有关。
用活套器的目的在于检测机架之间的活套量,高度闭环就是在预设活套角与反馈活套角有差值时,调节上游机架的主速度,使得带钢活
张小松1984-01 男河北省秦皇岛市助理工程师本科热轧
套量在预设的范围内。
活套高度控制的关键是起套和落套阶段,起套时往往对带钢产生冲击而使带钢头部厚度和宽度变薄变窄。
为此,目前开发了起套软接触技术,为了达到软接触,必须解决以下两个问题:
(1)保证起套时具有恒定的活套量,在恒定活套臂角度下接触带钢,为此要准确预报咬钢时的动态速降,以便加上必要的速度补偿来达到恒定起套活套量。
(2)根据活套臂上升角度控制活套上升速度,开始时应快速起套。
而当活套角达到预定角度的80%时,以慢速升套。
图2 慢速升套
落套时,如落套过早,将使相当长一段带尾由于失张而变厚。
落套过晚,又可能造成带尾上翘。
目前常采用活套带尾补偿技术,见图即在带尾离开前一机架时,将活套角降低,并同时缓慢减小张力,以使带钢离开本机架前活套较快地落到初始位置。
图3 活套带尾补偿
3.活套张力控制
成功的活套控制系统,必须建立在高度闭环与张力控制混合功能实现的基础上。
单纯地投入某一个功能,都将对轧制过程产生不良影响。
在起套过程中,张力控制尚未投入。
此时从起套初始阶段后立即进入高度闭环,一旦主速度动态速降恢复,带钢与活套辊接触,则应投入张力控制功能。
张力控制的目的应在于维持恒定小张力轧制,避免产生拉钢和堆钢。
张力控制,首先根据预设张力,预设带钢的重力,在给定的活套高度下计算出活套合力矩电流给定,一旦由于活套量的变化,会使活套角产生变化,在新的活套角反馈后,又将计算出此刻的张力力矩和重力力矩,再折算出新合力矩电流设定值。
图4 张力控制原理图
在起套过程中,必须按照起套时电流输出方法进行张力控制。
在实际应用中,张力设定值既不能过大,也不可以过小。
过大对带材品质有影响,过小会使活套系统不稳定,亦不利于稳定轧钢。
应当说,张力设定应当在允许张力范围内偏上限部分为好。
4.结束语
在热轧板带生产中,精轧区域中活套控制之间的协调配合,与板带的质量密切相关,是提高产量与质量必须解决的核心问题,是自动化控制中一个复杂
而有意义的部分,在首钢京唐2250mm项目中,电气控制水平较为成熟。
此项技术应用于其他钢厂中也会起到积极的作用,是一个富有挑战意义的技术领域。
参考文献:(1)首钢京唐热轧高压水除鳞系统功能说明。