热轧液压活套控制系统简单算法的大作用
- 格式:pdf
- 大小:2.11 MB
- 文档页数:3

热连轧精轧机组活套控制模型应用分析王飞【摘要】热轧精轧机组控制系统提供了活套常规控制模型及活套逆线性二次型控制模型(ILQ控制模型),为方便操作人员选择,对活套控制模型的控制思想和对带钢板形控制的影响进行了分析.活套高度和角度的高精度控制是精轧机组轧制板带平衡物流的有效手段.活套ILQ控制模型引入活套角度和张力两个变量闭环控制,对于板形控制和轧机辊缝控制大有裨益.【期刊名称】《山东冶金》【年(卷),期】2018(040)003【总页数】3页(P57-59)【关键词】热连轧;精轧机组;活套控制;常规控制模型;ILQ控制模型【作者】王飞【作者单位】山信软件股份有限公司,山东济南250101【正文语种】中文【中图分类】TP2731 前言山钢日照分公司新建2 050 mm热连轧生产线,引进TMEIC电气自动化系统和SMS工艺机械装备,设计年产热轧钢卷500万t,主要生产热轧汽车用钢、薄规格高强度集装箱用钢、高级别管线钢以及冷轧原料卷等钢种。
精轧7连轧机组作为核心装备,其电气自动化控制系统尤为关键。
为此,对TMEIC提供的电气自动化系统中的活套控制模型进行分析,以方便操作人员对控制模型进行选择。
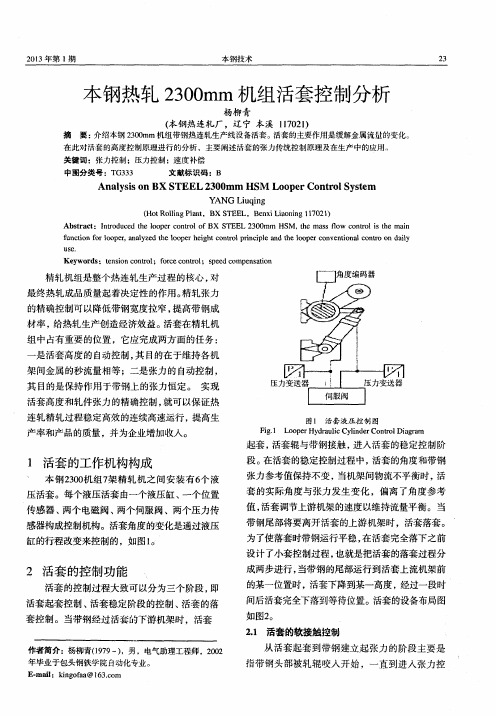
2 活套控制活套装置安装在精轧机组机架间,以确保板带在机架间有恒定张力。
过张力会产生板带颈缩,甚至断带;精轧机组相邻机架间的穿带速度不匹配可能会形成褶皱,当褶皱厚度达到3倍于板带厚度而进入下一机架时,极易导致断辊或断轴。
因此,必须建立成熟稳定的活套控制,给精轧机组主传动提供速度校正参考,同时使得活套保持在预设角度值,保持精轧机架之间有恒定张力[1]。
精轧机架间不进行板带轧制时,活套辊移动至等待位;当精轧机组轧制板带时,进行张力控制,即活套辊贴靠到板带时产生特定大小的张力。
为了满足这两种情况,在日常应用中,把活套控制设计成活套液压缸位移和推力的串级控制,其中,位移控制优先,推力控制次之。
精轧机组张力控制系统包括轧机主传动和液压活套装置,主传动包括中压变频器、主电机和轧辊等;液压活套装置包括液压缸、活套杆和活套辊等;还有压力传感器、位移传感器等检测元件。
基于轧钢活套自动控制系统的研究与应用摘要:活套是轧钢过程中重要设备,合理起套高度和张力控制会使两架轧机平稳轧制,避免拉钢或者堆钢现象。
本文介绍了活套控制原理和过程,并重点介绍了模糊高度控制,此法可以达到精确控制。
文章对于轧钢控制设计及应用有着很大借鉴和参考价值。
关键词:高度控制;张力控制;速度级联概述恒定活套量和小张力轧制是现代热连轧精轧机组的一个基本特点。
在轧制过程中,由于主传动系统总是存在着动态咬钢速降,在稳定轧制阶段又总是存在着各种外部干扰,不可能始终保持各机架之间的速度匹配关系,设置活套的主要目的,就是在于检测到这些偏差,进而通过高度调节吸收这些活套量,使得生产正常稳定。
此外,因为在热连轧轧制过程中,轧件温度很高,若受到太大的张力,其张应力就有可能超过金属的流动极限,使带钢受拉(拉窄,变薄)变形和尾部失张厚跃等一系列降低成品质量的不良后果,而活套装置的另一个作用就是使带钢保持恒定的小张力。
1.活套控制原理及过程1.1活套控制活套形成期完成,进入活套控制阶段,此时,活套控制积分部分解锁,系统按正常的级联方向,对所有与此轧件有关的机架进行实时速度校正。
从级联控制的角度看,活套的PI调节相当于不断修改下游机架的R因子来改变上游机架的速度,而R因子随着下游机架轧制能力的改变而改变,轧制能力的改变又是由上游机架送来的轧件的尺寸和温度的改变引起的。
下游机架R 因子的减少量是活套高度变化的体现,由于钢坯的各部分在轧制中温度和尺寸的变化,使轧制能力和速度关系发生变化,因此必须记忆钢坯头部离开时的最佳速度关系,以确保整支钢坯安全通过。
这个记忆值在钢坯尾部离开上游机架时被取消。
当发生一些异常情况,如操作员手动修改速度关系、活套超出活套警戒高度或轧件长时间超出活套扫描器扫描范围时,速度自动校正被锁定。
1.2活套控制中的轧机速度级联系统轧机速度的设定是由轧机速度级联系统来完成的,它是由上游主速度参考值、上游比例调节级联值和下游比例调节级联值三部分组成【2】。

热轧带钢的活套的作用
大家好,这篇文章的标题为《热轧带钢的活套作用》。
热轧带钢是一种重要的金属材料,常被用于工业生产中的制造环节,特别是一些汽车和机械产品的制造。
有时,为了满足工业生产的需求,我们需要在热轧带钢的制造过程中应用活套,以便实现更好的压力分布以及更加精确的尺寸。
热轧带钢的活套是一种带有移动功能的弹簧支架,其结构由多个铰链和扭转节组成,该活套支撑和定位的作用是,在带钢的热轧过程中,可以把活动结构的压力分配均匀,从而有利于热轧带钢的形状精度和尺寸精度的控制,可以保证产品的质量。
此外,热轧带钢的活套还可以提高产品的加工精度,可以使产品表面光洁不毛刺,确保产品的加工质量。
此外,由于活套支撑和定位的作用可以保护模具,减少模具上受力的部位,延长模具的使用寿命。
热轧带钢的活套还可以增强带钢的热轧的平稳度,减少压轧中的牵引力,使带钢的压轧过程得到更好的控制,也可以减少带钢的热轧过程中的表面变形,从而更有利于提高产品的表面质量。
热轧带钢的活套的使用有很多优势,它可以改善产品的生产工艺,提高产品的质量,确保产品的精度,确保产品的稳定性,为模具的使用提供保障,更有利于实现高速、高质量的生产要求。
总之,热轧带钢的活套是一种重要的金属材料,其使用能够有效地改善热轧带钢的加工效果和质量,为工业生产提供了重要支
持。

热轧精轧机活套液压控制及故障分析作者:袁李来源:《装备维修技术》2020年第13期摘要:热轧带钢产品实际应用的过程中,厚度和宽度相关的指标是人们关注的重点内容所在,精轧机的活套是热轧线的设备,对于机架间带钢的稳定轧制有着良好的应用意义。
关键词:精轧机;液压系统;伺服阀1 前言某厂实际生产过程中应用2250热轧生产线,使用的精轧机活套机构是目前最先进的伺服阀控制液缸驱动的设备,实际应用的过程中稳态精度较高,同时系统的响应程度也相对较快。
2 相关背景热轧精轧机采用7机架6活套的配置,活套被安装在除去末机架以外的每个精轧机出口侧,活套轴通过操作侧和传动侧的轴承座安装在精轧机的两片牌坊的出口侧,活套液压缸通过支撑臂与活套轴相连接,采用内冷却的惰性活套辊与带钢下表面相接触,液压缸的行程动作使得活套的角度改变,得以提升带钢,在活套轴上设计有固定销孔为检修和标定时穿销子而用。
在带钢实际轧制过程中,穿带时,主传动系统存在着动态速度变化,为了保持各个机架之间的速度匹配,通过控制活套上游轧机主速度使活套角度控制稳定在L2服務器设定值,以保证轧制过程稳定,对带钢进行恒张力轧制,以避免堆钢和拉钢,而保证带钢厚度和宽度的质量。
活套直接与带钢接触,现场水蒸汽很大,且轧钢时产生很大的震动,恶劣的工况条件,对液压伺服系统造成很大的冲击,容易引起系统的故障,为了满足正常的生产,需要维护人员快速分析和处理故障3 活套液压控制系统活套液压控制系统介绍液压原理:在液压缸的无杆腔和有杆腔都装有压力传感器,用来计算带钢的恒定张力,在通过支撑臂与液压缸相连接的活套轴上安装有角度编码器,来检测角度进行活套角度控制在轧钢生产时,在带钢进入精轧机之前,通过角度编码器检测到活套轴的位置,反馈给PLC,再通过伺服阀调节缸的位置,从而驱动活套达到设定的活套等待位,以带钢咬入下一机架的信号,使得活套稳定在凵2设定值的角度控制闭环下,控制系统通过压力传感器检测出液压缸无杆腔和有杆腔的压力,计算出活套辊上带钢的张力,通过伺服阀控制液压缸,使得活套满足角度控制闭环和带钢张力控制开环。
1880热轧液压活套分析与应用王启尧谢捷宝钢分公司热轧厂1880 设备车间,上海201941摘要1880热轧活套采用新型伺服液压系统,比一热轧、二热轧活套马达控制方式响应更快、精度更高。
本文主要从液压活套的伺服控制系统应用与电气控制方式等方面进行着重分析。
1880热轧活套控制系统除了传统控制方式之外,还有较为先进的张力与角度结耦控制的ILQ控制方式,前机架间还可以选择投入微张力控制。
针对三热轧活套的特点,对活套的控制方式和时序进行研究分析,提高活套在生产过程中的稳定性。
关键词液压系统、伺服阀、单位张力、ILQ控制Abstract:1880 hot rolling mill adopts new type hydraulic servo control system.,which have quick response and high accuracy than the motor control loopers in NO.1 and NO.2 hot rolling mill. The thesis mainly analyzes the aspects for the application of hydraulic looper servo control system and electrical control. Besides the convention control mode,there is also ILQ control mode in NO.3 hot rolling mill,which uses the coupling control in tension and angle. It also can choose to use looperless control in the frontal stand. It analyses the control mode and timing through the loopers characteristic in NO.3 hot rolling mill in order to advance the looper stability in production.Keywords:Hydraulic system Servo valve unit tension ILQ control1.引言目前,世界上带钢热连轧生产中的活套有电动和液压2种,电动活套采用低惯量快速直流电机驱动,一般从起套到升至工作角约0.5秒,到建立给定的张力则共需1S 左右,又根据电动活套系统中电机的转矩与带钢张力转矩、重力转矩之合成转矩成对应正比关系,以及电动机转矩与电流对应正比关系可知,直流电机的电流便是电动活套张力控制系统的主要控制对象,通过对电机电流的动态调节,可起到活套对带钢恒张力控制的工艺目标。
热连轧液压活套控制系统研究与应用的开题报告题目:热连轧液压活套控制系统研究与应用一、选题背景:热连轧生产是一种高效、高效的生产方式,它重要的部件之一是液压活套。
液压活套在生产中起着重要的作用,它的控制将直接影响到热连轧生产的质量与产量。
目前,国内外对液压活套控制系统的研究已经很成熟,但是针对热连轧生产的液压活套控制系统研究还相对较少,这影响了我国热连轧生产技术的进步,因此本次论文将着重探讨热连轧液压活套控制系统的研究与应用。
二、研究内容:1. 热连轧液压活套控制系统的现状与发展趋势分析;2. 热连轧液压活套控制系统的工作原理与设计要点分析;3. 热连轧液压活套控制系统的模型建立与数学分析;4. 热连轧液压活套控制系统的实验研究;5. 热连轧液压活套控制系统的应用与推广。
三、研究意义:热连轧生产是我国钢铁工业中的重要生产方式之一,液压活套是其中的重要部件。
研究热连轧液压活套控制系统的意义在于,它将为热连轧生产的稳定性、质量稳定性和生产效率的提高提供技术支持。
同时,研究成果将为实现我国钢铁工业的现代化提供技术支持。
四、研究方法:本论文将采用实验研究和数学分析相结合的方法。
首先,对现有的热连轧液压活套控制系统进行调研和分析,总结经验。
其次,根据现有经验,设计热连轧液压活套控制系统的工作原理和设计要点。
然后,建立控制系统的数学模型,进行数学分析。
最后,进行实验研究和系统测试,验证所提出的控制系统的稳定性和效果。
五、预期成果:1. 热连轧液压活套控制系统的可行性和关键技术的解决;2. 热连轧液压活套控制系统的设计、建模和分析方法;3. 热连轧液压活套控制系统的性能参数、控制算法与参数优化方法;4. 热连轧液压活套控制系统实现方案,并进行应用与推广。
六、论文进度安排:2021年9月-2021年11月:搜集相关资料,理清热连轧液压活套控制系统的现状及发展趋势;2021年12月-2022年2月:分析液压活套控制系统的工作原理和设计要点;2022年3月-2022年5月:热连轧液压活套控制系统模型建立与数学分析;2022年6月-2022年8月:进行实验研究和系统测试,优化控制算法;2022年9月-2022年12月:论文撰写、修改和完善,准备答辩。
热轧精轧阶梯板液压控制及故障分析热轧精轧是金属材料加工中常见的一种工艺,其在制造厚度较薄的板材时具有非常重要的作用。
在热轧精轧过程中,液压控制系统起着至关重要的作用,它能够实现板材的快速、准确的调整和控制,保证产品的质量和生产效率。
液压系统也会出现各种各样的故障,影响生产进度和产品质量。
掌握热轧精轧阶梯板液压控制及故障分析是非常重要的。
一、热轧精轧阶梯板液压控制原理1. 液压系统组成热轧精轧阶梯板的液压控制系统主要由液压泵、液压管路、阀组、液压缸、控制台等组成。
液压泵负责将液压油输送到液压缸,液压缸通过调节活塞的运动实现工作机构的运动,而阀组负责调节液压系统的压力、流量和方向。
控制台则负责对液压系统作出调整和监控。
2. 液压控制原理液压系统的控制原理是通过改变液压泵输送的液压油量和压力来控制液压缸的运动,从而实现板材的调整和控制。
控制系统根据实际需要通过控制台,电子元件将信号发出,控制液压泵和阀组的工作状态,从而控制液压缸的作动。
3. 阶梯板液压控制热轧精轧阶梯板的液压控制是指通过液压系统对板材的宽度进行控制调整,使得板材的宽度达到设计要求。
控制液压泵的转速和阀组的开闭来实现板材宽度的调整,从而实现板材的生产。
二、热轧精轧阶梯板液压控制及故障分析1. 液压系统失效液压系统失效是最常见的故障之一,造成液压系统失效的原因有很多,比如液压泵损坏、液压管路泄漏、阀组故障等。
这种情况下应该迅速排除故障,及时更换或维修液压泵、阀组,及时补充液压油,消除液压管路泄漏。
2. 液压缸异常液压缸异常会导致板材的运动不准确,从而影响产品的质量。
液压缸异常的原因可能是活塞密封损坏、缸体内部堵塞等。
此时需检查液压缸的密封件是否完好,清理缸体内部的杂质。
3. 控制系统故障控制系统故障可能是由于控制台、电子元件损坏,信号传输不畅等原因导致的。
这种情况下应及时更换故障的电子元件,保证控制系统正常工作。
4. 液压压力不足或过大液压系统的压力不足或过大都会导致液压缸的运动不准确,从而影响产品的质量。
热轧带钢活套的作用
热轧带钢活套是一种普通的轴承制件,其特殊的设计使得这种轴承制件能够有效地分
担轴承制件承受的负荷,并且抗静压、抗拉力和剪切强度也都特别高。
热轧带钢活套是由一个均匀、结实的热轧带钢材料加工制成,使得这种活套在使用过
程中可以经受大的压力负荷,而且这种活套的表面处理也很好,所以它具有极佳的抗腐蚀
能力,可以有效的防止腐蚀对它们的影响。
另外,热轧带钢活套还具有优良的冷弯性能,大大提高了它们的安装精度,可以有效
的降低安装时的失误率。
热轧带钢活套的厚重程度可以从0.15mm到10mm非常方便地调节,使其能够更有效的屏蔽噪声,而且由于它们的柔韧性非常强,可以有效的吸收外力对其的
伤害,发挥出最佳的表现。
热轧带钢活套由于其与众不同的优势,在家具、汽车、工程机械等领域的使用非常广泛,一方面可以提高它们的使用寿命,另一方面也节省了大量的制造成本。
随着这种技术
的发展,热轧带钢活套可以更好地满足人们对它们的需要,未来还会成为更多新兴领域的
必备装备,为多个领域的发展做出贡献。