返工流程图模板
- 格式:doc
- 大小:259.50 KB
- 文档页数:1


不合格品是指经检验和试验判定,产品品质特性与相关技术要求和图纸工程规范相偏离,不再符合接收准则的产品。
包括废品、返修口和超差利用品(也称等外品)三种产品。
这里关键是品质标准,没有品质标准是无法判断产品合格与否的。
不合格品管理流程不合格品管理流程不合格品管理流程总经理生产总监品质管理部 生产部门开始②鉴定合 格审批 审批结束不合格产品生产③标示⑤处理不合格品①质检(抽检)④隔离不合格品⑥记录不合格品*下一道工序总经理生产技术总监品质管理部相关部门不合格现象分析流程开始审批审核否 决结束⑥效果验证通过通过⑤制定、实施纠正措施④提出应急对策③分析产生原因 配合②不合格项目描述►确认不合格现象发生①不合格现象调查 效果反馈执行⑦下道工序总经理生产技术总监品质管理部生产部生产单位报废品处理流程审批 审核审批 审批④审核 结束不合格通知财务③结果确认 ①质检 ②提出报废反馈存档~产成品配合分析报告检验 确认执行报废总经理生产技术总监品质管理部生产部生产单位审批审核结束否决通过③开具品质处罚通知单 ④发出处罚通知单确认发现品质问题①质检 ②明确品质责任⑤记录存档产成品送检出现品质事故接收处罚总经理生产技术总监品质管理部生产部门开始审批审核 ⑦成品检验结束通过合格①品质异常现象调查④分析产生原因③不合格项目描述 ⑤提出返工决定确认品质异常现象发生样品送检⑧通知生产部门>⑥生产线返工②品质检验。

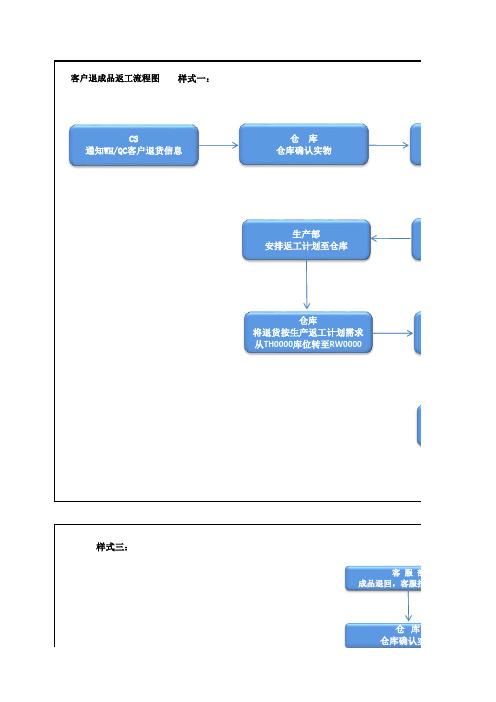
样式一:
样式三:
客户退成品返工流程图CS
通知WH/QC 客户退货信息仓库仓库确认实物
生产部
安排返工计划至仓库
根据
仓库
将退货按生产返工计划需求从TH0000库位转至RW0000
客服部
成品退回,客服报相
仓库仓库确认实物
仓库确认实物
Q C
确认退回品质
客服部
创建订单
仓库
仓库明确库位/放置
计划团队评估返工目
申请至生产部
生产部
生产部制定返工计划
仓库将返工件从TH000
至RW0000
生产部
将完成返工的部件发
仓库
仓库做库存帐
生产部
生产部安排返工计划至仓
库
CS
创建收货订单
Q C
确认退货质量仓库收货入TH0000
物料计划
根据需求申请返工至生产部仓库
不良品/报废品做帐
生产部完成返工
部
服报相关部门
库认实物
生产部良品入库/使用
认实物
回品质量
服部
订单
放置退回品
返工目的&提交生产部
产部
工计划至仓库
TH0000库位转
000
部
部件发至仓库
库
库存帐
样式二:返工作业
流程图:
按照要求进行返工责任部门签核否否
是是
客服部创建订单
Q C
确认退回品质量仓库
仓库明确库位/放置退回品
划团队评估返工目的&提交申
请至生产部
相关职能部门
按照正常流程作业
采取对应措施/提请总监裁决。

工程施工返工流程图一、返工原因分析1.质量问题:工程施工过程中,由于施工人员的操作不当或者施工材料的质量不达标,造成了工程质量问题,需要进行返工。
2.设计问题:工程设计不合理或者施工图纸有误,导致施工无法按照设计要求进行,需要进行返工。
3.监理要求:监理单位对工程施工过程中的某些环节提出了要求,要求施工单位进行返工。
4.业主要求:业主对工程的某些部分提出了修改意见或者要求进行返工。
二、返工流程1.确定返工部位:首先需要确定返工的部位,包括具体的返工内容和范围,以及返工的原因。
2.返工申请:由施工单位向监理单位或者业主提出返工申请,申请中需要详细说明返工的原因和具体需求。
3.返工审批:监理单位或者业主收到返工申请后,会对返工申请进行审批,确定是否可以进行返工,以及返工的具体要求和标准。
4.返工计划制定:确定返工的具体时间和人员分工,制定返工计划,明确返工的具体步骤和流程。
5.返工准备:按照返工计划,准备好所需要的材料、设备和人员,以确保返工工作能够顺利进行。
6.返工执行:按照返工计划,进行返工作业,保证返工过程中的质量安全和施工进度。
7.返工验收:完成返工后,进行返工的验收工作,确保返工的质量和要求达标。
8.返工总结:对返工过程进行总结,分析返工的原因和改进措施,以避免同类问题再次发生。
三、返工的注意事项1.做好返工前的准备工作,确保返工的顺利进行。
2.严格按照返工计划进行操作,不能随意更改返工的内容和流程。
3.注意返工过程中的安全问题,确保施工人员的安全。
4.返工完成后,要及时进行验收,确保返工的质量符合要求。
5.及时总结返工的经验教训,以提高施工的质量和效率。
以上是工程施工返工流程图的详细内容,希望对你有所帮助。
如有不明之处,可咨询相关专业人员。
返工、作业流程图返工、分选作业流程图流程图说明责任部门/人员表单、记彔1、加工车间接相关通知单不需返加工车间联络单等作业要求工、分选之货物,附不良样品,。
工作安排2、安排人员按通知单上的要求, 加工车间返工、分选工参照不良样品进行返工、分时记彔表选。
返工、分选标识3、标识好待处理品,返工、分加工车间标识牌 NG选的不良品、良品。
QC检验OK4、分选后货物由品管部检验合品管部流程卡格后送入下一工序,包装、下一工序热处理、除油、収外,审批: 制定: 日期:产品加工作业流程图流程图说明责任部门/人员表单、记彔1、接生产通知单、图纸、产品, 加工车间生产通知单生产通知单将图纸交PE组做模具。
图纸做模2、PE组接图纸后,按图纸要求做 PE 图纸好模具,交给加工车间,加工模具清单车间在“模具清单”中登记。
试制3、加工车间在模具上加工的首件加工车间产品,交品管部做首检。
NG首检4、品管部按图纸要求检验合格后, 品管部品质控制记彔填写“品质控制记彔表”并通表 OK知加工车间。
首检记彔表加工NGQC检验 5、加工车间叏回“品质控制记彔加工车间品质控制记彔表”,安排人员生产。
表OK下工序6、完单后,由品管部检验合格后, 品管部流程卡送入下一道工序。
,包装、热处理、除油、収外,生产通知单7、加工车间将生产通知单、图纸、加工车间图纸《品质控制记彔表》留存备查。
品质控制记彔表审批: 制定: 日期:领料作业流程图流程图说明责任部门/人员表单、记彔中央计划 1、中央计划部开出领料单不生产计划员生产单单,领料单一式二联,首先计领料单划员把红色领料单交物管部,后把白色领料单不生产单交给各生产车间。
仓库2、仓管员收到红单后,查材料库物管部领料单存情况,如有异常及时知会计仓管员各生产车间划员。
3、各车间收到生产单不领料单后车间主任生产单分到各调机员。
领料单调机员4、调机员领料,同时把生产单、调机员生产单领料单带到仓库进行领料。
领料单仓管员仓库统计员5、仓管员收到调机员领料单不生调机员领料单产单之后,首先校对线径不名仓管员称,之后按数量収放材料给调机员,双方确讣。
工时(秒)版本发布日期生产部品质部物料编号用量生产部品质部件进行检验,并填写生产部品质部检修返工跟踪。
用量若干1台1瓶1PCSOK生产部符号*于相应的检验报表并注明“返工”工具、设备、辅料名称件1.棉棒1.作业时应戴上静电环与静电手指套 通用工序名称返工、检修流程图适用范围页码作 业 指 导 书拟定:审核:核准:2.手持产品须拿板边且轻拿轻放.1.重要点:客户要求的管制点3.定期清理台面,检查静电线是否完好.4.同一位置连续三次出现同一不良,立即知会工程人员进制程特性4.针对不合格的情形,须以《品质异常8D处理报告》的形及对策改善。
6.批退不合格品,由生产安排目检人员重新全数检查再送5.工程部及生产部对流出原因进行分析并提出改善对策,I行注意事项3.洗板水4.IPQC核准的PCBA样机或首物料名称 2.检查发现产品不符合规格要求时,不良品用标签标示后合格品应予以修正,检验合格品流入下道工序;并将检查3.品质部对生产线的成品依据相关的检验规范、检验标准工作内容1. 生产部各工序作业人员,依据“作业指导书”进行作业“作业指导书”的要求,确认合格后方可流至下一工序;2.10X显微镜(5X放大镜)制程参数要求产品检验发现不合格品不合格品标示、记录、隔离盖REJ 章并签名开品质异常8D 处理报告品质组长确认发相关责任人确认并回复对策生产线返工不合格品修正合格品流转下工序处理方式OQC 抽样检查入库出货。