塑胶部品返工作业流程图
- 格式:xls
- 大小:26.50 KB
- 文档页数:1
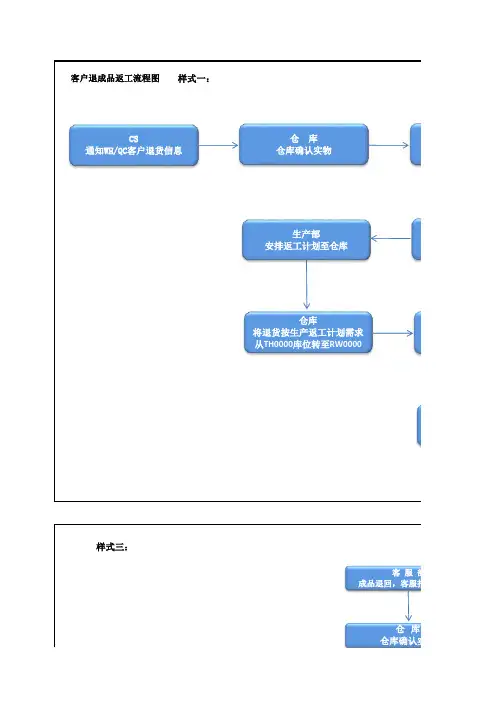
样式一:
样式三:
客户退成品返工流程图CS
通知WH/QC 客户退货信息仓库仓库确认实物
生产部
安排返工计划至仓库
根据
仓库
将退货按生产返工计划需求从TH0000库位转至RW0000
客服部
成品退回,客服报相
仓库仓库确认实物
仓库确认实物
Q C
确认退回品质
客服部
创建订单
仓库
仓库明确库位/放置
计划团队评估返工目
申请至生产部
生产部
生产部制定返工计划
仓库将返工件从TH000
至RW0000
生产部
将完成返工的部件发
仓库
仓库做库存帐
生产部
生产部安排返工计划至仓
库
CS
创建收货订单
Q C
确认退货质量仓库收货入TH0000
物料计划
根据需求申请返工至生产部仓库
不良品/报废品做帐
生产部完成返工
部
服报相关部门
库认实物
生产部良品入库/使用
认实物
回品质量
服部
订单
放置退回品
返工目的&提交生产部
产部
工计划至仓库
TH0000库位转
000
部
部件发至仓库
库
库存帐
样式二:返工作业
流程图:
按照要求进行返工责任部门签核否否
是是
客服部创建订单
Q C
确认退回品质量仓库
仓库明确库位/放置退回品
划团队评估返工目的&提交申
请至生产部
相关职能部门
按照正常流程作业
采取对应措施/提请总监裁决。
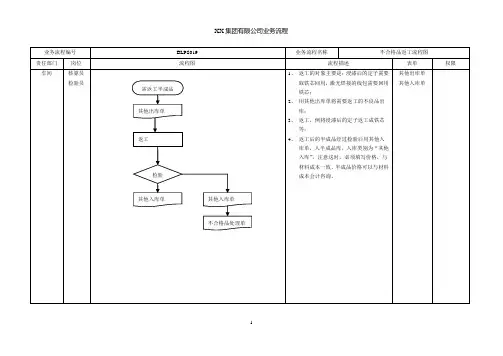
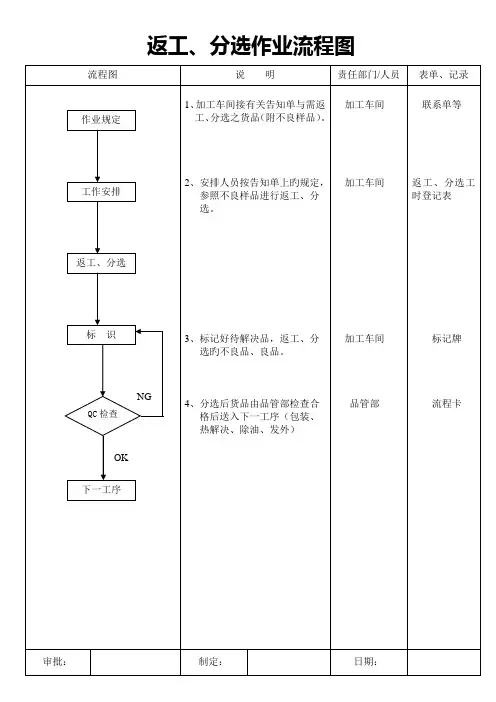
返工、作业流程图返工、分选作业流程图流程图说明责任部门/人员表单、记彔1、加工车间接相关通知单不需返加工车间联络单等作业要求工、分选之货物,附不良样品,。
工作安排2、安排人员按通知单上的要求, 加工车间返工、分选工参照不良样品进行返工、分时记彔表选。
返工、分选标识3、标识好待处理品,返工、分加工车间标识牌 NG选的不良品、良品。
QC检验OK4、分选后货物由品管部检验合品管部流程卡格后送入下一工序,包装、下一工序热处理、除油、収外,审批: 制定: 日期:产品加工作业流程图流程图说明责任部门/人员表单、记彔1、接生产通知单、图纸、产品, 加工车间生产通知单生产通知单将图纸交PE组做模具。
图纸做模2、PE组接图纸后,按图纸要求做 PE 图纸好模具,交给加工车间,加工模具清单车间在“模具清单”中登记。
试制3、加工车间在模具上加工的首件加工车间产品,交品管部做首检。
NG首检4、品管部按图纸要求检验合格后, 品管部品质控制记彔填写“品质控制记彔表”并通表 OK知加工车间。
首检记彔表加工NGQC检验 5、加工车间叏回“品质控制记彔加工车间品质控制记彔表”,安排人员生产。
表OK下工序6、完单后,由品管部检验合格后, 品管部流程卡送入下一道工序。
,包装、热处理、除油、収外,生产通知单7、加工车间将生产通知单、图纸、加工车间图纸《品质控制记彔表》留存备查。
品质控制记彔表审批: 制定: 日期:领料作业流程图流程图说明责任部门/人员表单、记彔中央计划 1、中央计划部开出领料单不生产计划员生产单单,领料单一式二联,首先计领料单划员把红色领料单交物管部,后把白色领料单不生产单交给各生产车间。
仓库2、仓管员收到红单后,查材料库物管部领料单存情况,如有异常及时知会计仓管员各生产车间划员。
3、各车间收到生产单不领料单后车间主任生产单分到各调机员。
领料单调机员4、调机员领料,同时把生产单、调机员生产单领料单带到仓库进行领料。
领料单仓管员仓库统计员5、仓管员收到调机员领料单不生调机员领料单产单之后,首先校对线径不名仓管员称,之后按数量収放材料给调机员,双方确讣。

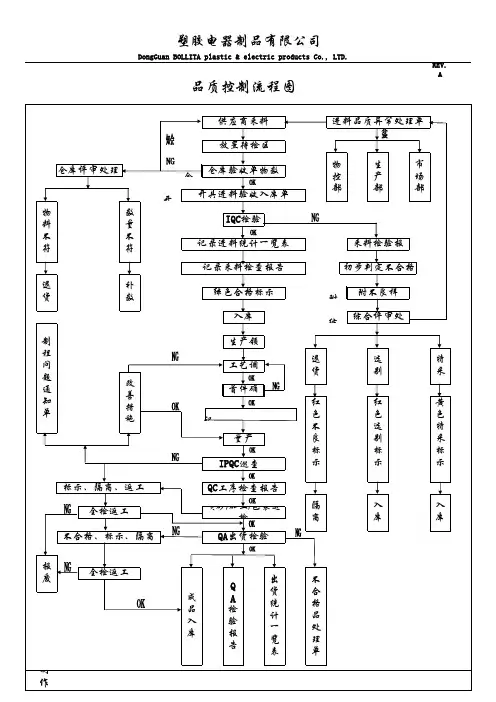
1.0 目的有效的控制不合格品的返工、返修作业,使返工、返修作业更加顺畅,以确保不合格品的非预期使用。
2.0 适用范围因不符合品质要求的在制品、半成品、成品及客户退货需返工返修的产品、生产过程的可疑产品。
3.0定义3.1返工:为使不合格产品符合要求而对其采取的措施,返工后的产品一定是合格品。
3.2返修:为使不合格产品满足预期用途而对其所采取的措施,返修后的产品可以满足预期用途,但不一定是合格品。
4.0职责:4.1 品检部负责对需返工、返修的产品开出不合格品处理单,知会生产车间并做好改善措施。
4.2生产车间负责收到不合格品处理单后在规定时间内给予返工、返修。
5.0 作业流程:5.1 在制品返工返修作业:5.1.1 QC 在过程检验中,发现未达到品质要求的产品进行挑选并标识隔离、交由相关负责人确认。
批量性或严重品质事故时需开出《不合格品处理单》 。
5.1.2 相关负责人确认经返工、返修能达到质量要求的产品进行返工返修安排。
5.1.3 经返工、返修的产品需按照相关工艺要求进行作业,并如实记录在《不合格品处理单》上。
5.1.4 确认要返工、返修的产品在已返工、返修后要重新入QC 检验。
5.1.5 经重检合格的产品方可流入下工序。
5.1.6 经重检不合格产品不允许流入下工序。
5.2 客户退货返工返修作业:5.2.1 客户退货的产品,经商务部、品检部、生产部及相关部门确认,通过返工返修后能达到客户质量要求的产品,由商务部填写《顾客投诉单》并附退货原因移交品检部和相关部门进行返工、返修处理及结果追踪。
5.2.2 生产部根据客户投诉原因和相关部门给出的返工、返修建议进行返工、返修作业。
5.2.3 对已返工、返修的产品必须入品检部进行复检。
5.2.4 品检部重检合格后产品方可出货。
5.2.5 品检部重检不合格的产品不允许出货。
6.0 返工流程图:文件编号版本/状态 A/0 页数 共1页 文件名称返工返修作业指导及流程图 编制/日期审核/日期 批准/日期 生效日期生产返工、返修 不合格品确认返工返修 返工返修ok 后填写相关记录 特采放行或报废 QC/品检重检不合格/记录 合格/记录流入下工序/入库/出货纠正措施。
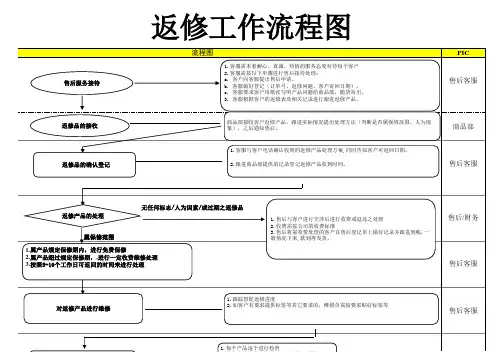
流程图PIC 售后客服
商品部
售后客服
售后/财务 属保修范围
售后客服
返修工作流程图
售后客服
返修产品的处理
1.属产品规定保修期内,进行免费保修
2.属产品超过规定保修期,,进行一定收费维修处理
3.按照5-10个工作日可返回的时间来进行处理商品部接收客户返修产品,跟进实际情况提出处理方法(判断是否属保修范围、人为现
象),之后通知售后。
返修品的确认登记 1.客服与客户电话确认收到的返修产品处理方案,同时告知客户可返回日期。
2.跟进商品部提供的记录登记返修产品收到时间。
返修品的接收对返修产品进行维修 1.跟踪督促返修进度2.如客户有要求提供标签等其它要求的,维修员需按要求贴好标签等1.售后与客户进行交涉后进行收费或退还之处理2.收费需按公司的收费标准
3.售后将需收费处理的客户在售后登记单上做好记录并跟进到帐.一般情况下来,款到再发货。
1.每个产品逐个进行检查
无任何标志/人为因素/或过期之返修品
售后服务接待 1.客服需本着耐心、真诚、热情的服务态度对待每个客户
2.客服需按以下步骤进行售后接待处理:
a. 客户向客服提出售后申请。
b. 客服做好登记(订单号、返修问题、客户寄回日期)。
c. 客服要求客户用纸张写明产品问题给商品部,随货寄出。
3. 客服根据客户的返修表及相关记录进行跟进返修产品。
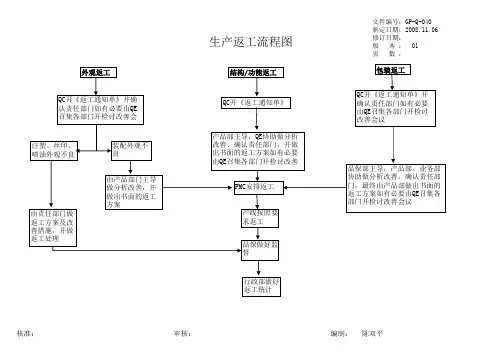
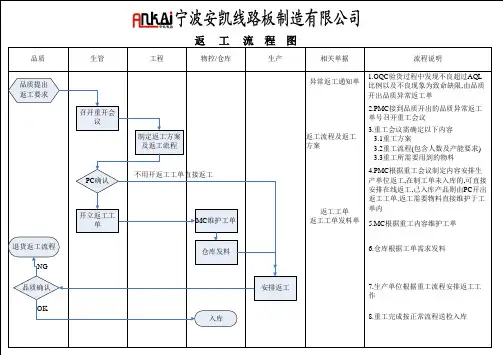
流程责任单位
品管品管员检验时发现不良时须填写
<<质量异常处理单>>
品管QE接到单后须确认不良现象,分析原因,并提出
不良处理方案.
品管品管主管须针对不良及QE的判定进行审核.
经理<<质量异常处理单>>必须经过经理级人员
核准.
相关单位判定结果及重工方案被核准后,相关单位做重工
前准备: 生管:安排重工时间. 仓库:确认重工数量,
并移交重工单位. 品管:依照QE提供的方案,进行
重工指导及标准说明. 成型(印刷):重工执行单位,
进行人员安排.
成型 / 印刷作业员按照要求进行重工.
成型 / 印刷作业员对重工好的每一个产品进行自检.
自检不良品进行再重工或报废.
成型 / 印刷对重工后的不良进行统计.
成型 / 印刷将重工后的良品包装好,并作好标示,隔离
放置,避免混料.
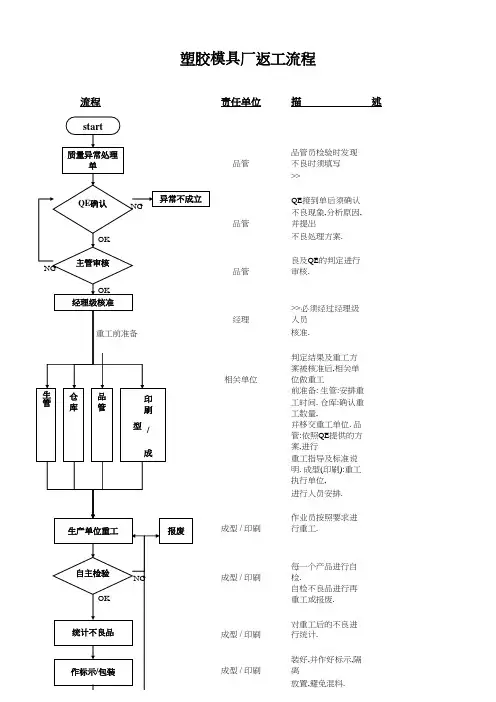
塑胶模具厂返工流程
描述
品管品管检验,若有不良,依照检验批量批退处理.
成型 / 印刷 /仓
库清点数量,贴识别标签.。