螺旋锥齿轮理论齿面模型的建立
- 格式:doc
- 大小:1021.50 KB
- 文档页数:8

直线逼近的螺旋锥齿轮数字化模型的基础研究艾力保·拜山巴依;阿达依·谢尔亚孜旦【摘要】针对螺旋锥齿轮加工的发展方向,结合电化学光整加工在提高加工质量方面的独特优势,提出了基于OpenGL直线逼近技术逼近螺旋锥齿轮齿面的方法.对所涉及到的走刀轨迹及步长、误差等关键问题进行了分析.结果表明:细化步长并非精细插补技术的唯一途径,改变材料的去除方式,利用电化学光整加工可弥补直线插补的不足.在此基础上,基于OpenGL的直线逼近技术和VC++6.0环境,建立了基于直线逼近的螺旋锥齿轮实体模型,并对误差进行了分析,不仅为螺旋锥齿轮的数字化加工奠定了基础,而且也为拓展和改善精细插补技术提供了新思路和方法.【期刊名称】《机械设计与制造》【年(卷),期】2019(000)002【总页数】4页(P230-233)【关键词】螺旋锥齿轮;直线;逼近;精细插补【作者】艾力保·拜山巴依;阿达依·谢尔亚孜旦【作者单位】新疆大学机械工程学院,新疆乌鲁木齐 830047;新疆大学机械工程学院,新疆乌鲁木齐 830047【正文语种】中文【中图分类】TH16;TH161.11 引言目前,螺旋锥齿轮的加工成形主要是利用专用设备加工,而利用数控加工技术,尤其是利用通用数控加工装备加工螺旋锥齿轮是齿轮加工行业关注的焦点,而精细插补技术一直是数控加工领域研究的热点之一。
在数控加工的插补技术中,无论是直线插补还是圆弧插补,由于拐点的存在,都使被加工表面呈多边形或多面体。
尽管NURBS曲线插补技术在改善曲线或曲面的光滑性、光顺性等方面显现了优势[1],但其存在权因子难控制等缺点[2],因此,降低误差,提高光滑性、光顺性的方法和技术仍是插补技术的核心研究内容。
利用电化学光整加工对圆孔边缘进行光整加工后的实物图片,如图1所示。
由该图可知,电化学光整加工作为一种电化学阳极溶解现象在光整加工领域中应用的加工方法,具有极佳的光顺化能力;同时,已有的利用电化学光整加工将圆度形状误差由6级提高到2级的实验结果[3]以及将螺旋锥齿轮的加工精度由10级提高到7级(DIN),齿面粗糙度提高到Ra0.1μm的实验结果[4]表示:电化学光整加工在提高螺旋锥齿轮的加工质量方面也具有很大的优势。

机械行业常用软件与功能分析.科技信息2009年第19期SCIENCE&TECHNOLOGY INFORMATION机械行业常用软件与功能分析王文明王倩(邢台职业技术学院机电系河北邢台054035【摘要】随着计算机技术的迅猛发展和广泛使用,机械行业人员掌握几种常用软件以辅助工作显得非常重要。
本文详细介绍了机械行业中的常用软件,对它们的功能特点、结构模块和优缺点进行了介绍和分析,为机械行业人员选用这些软件提供帮助。
【关键词】机械;软件;分析当今世界上,在制造业的各个领域中,随着CAD、CAM、CAE技术的蓬勃发展和广泛应用,已经在各个方面取得了巨大成功。
无论在设计中的高精度复杂计算、制造中的精密加工、产品设计的平面和空间制图以及被广泛用于渲染的模拟效果仿真和三维动画等方面都显示出计算机及软件的非凡能力和表现手法,完成了以前人工无法做到或做好的工作,创造了前所未有的加工品质和设计效率。
它的运用,大大地缩短了产品的开发周期。
在机械行业中,有非常丰富的软件,它们的使用减少了繁重的手工劳动,完成了原来无法进行或只有极少数人能够做的工作,因此,它的普及和推广必将极大地推动我国机械行业的发展。
1.综述机械行业软件中应用的内容主要涉及绘图设计、加工制造、力学分析等许多方面,各个方面都有不少的软件,现将部分常用的软件列表如下。
2.设计类软件一个机械工程项目中,机械设计是整个工作的重要组成部分,在上个世纪九十年代,这类工作主要由人工完成,既繁琐复杂又不准确。
九十年代以后,个人电脑的广泛使用加上相应软件的出现,这个问题已得到解决。
不少运算速度快、准确性好、操作方便和效果直观的软件已得到采用。
其中CAXA电子图板和AuotCAD主要应用于二维绘图, AuotCAD也有部分三维功能。
而MDT、SolidWorks、SolidEdge和CAXA 实体设计主要应用于三维设计,是三维计算机辅助设计软件,它们集参数实体造型、曲面造型、装配造型、二维与三维双向联绘图等于一体,可以方便地完成各种零件和组件的设计。
克林根贝格制摆线锥齿轮齿面形成过程的数学模型摘要:本文根据克林根贝格制摆线锥齿轮齿面形成过程,并利用矢量回转及坐标变换矩阵公式,建立切入运动和展成运动的过程模型,是研究通用数控机床进行摆线锥齿轮铣齿加工的基础;展成齿廓渐开线的过程可描述为无数相对瞬时齿面包络的过程,此过程模型的建立,是研究数控机床加工摆线齿锥齿轮的基础。
关键词:克林根贝尔格制,摆线齿锥齿轮,齿面形成方程1. 概述AMK系列克林根贝尔格螺旋锥齿轮铣齿机的加工过程,主要依靠摇台、刀盘、工件的相对运动,形成齿长方向外摆线和齿廓渐开线,所以克林根贝尔格摆线齿锥齿轮的加工过程共由齿向展成和齿廓展成两种运动合成。
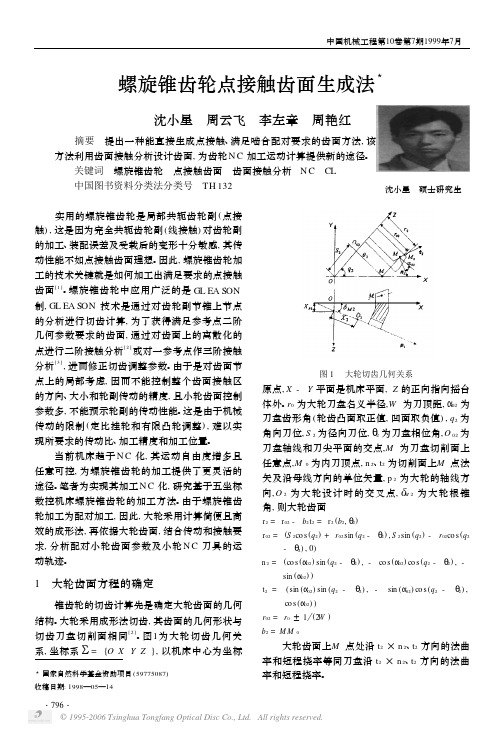
2.坐标系的建立图1 铣齿坐标系机床坐标系设定为:面对摇台,取右手固定直角坐标系,相应的标架为,为摇台中心,为分度平面与摇台面平行,参考点在轴上,取右手动坐标系与摇台固联,相应的标架为,初始位置与相同。
刀盘中心设为,有向转角设为,逆时针旋转时加工左旋齿轮,为负值,顺时针旋转时加工右旋齿轮,为正值。
摇台针旋转时,产形轮齿线相对于摇台中心有向转角设为,设为旋转定位点,当时,切齿处于切入运动,逆时针旋转加工右旋齿轮,为负值,顺时针旋转加工左旋齿轮,为正值。
工件坐标系设定为:取右手固定坐标系,相应标架为,与共面,与夹角为,取右手动坐标系与工件固联,相应的标架为,初始位置与相同,当时,切齿处于切入运动,绕自身轴线有向转角设为,逆时针旋转加工右旋齿轮,为正值,顺时针旋转加工左旋齿轮,为负值;展成运动时附加有向转角为,逆时针旋转加工右旋齿轮,为负值,顺时针旋转加工左旋齿轮,为正值。
3.克林根贝尔格锥齿轮切入运动过程模型3.1.切入右旋齿轮凸齿面的过程模型3.3.切入左旋齿轮凸齿面的过程模型同理,工件坐标系内左旋凸面的齿面方程为:3.4.切入左旋齿轮凹齿面的过程模型在工件坐标系内左旋凹面的齿面方程为:4.克林根贝尔格锥齿轮展成运动过程模型4.1.右旋凸面展成运动的过程模型可得第次展成旋转定位点,在工件上瞬时形成的凸面切削面为:4.2. 右旋凹面展成运动的过程模型第次展成旋转定位点,在工件上瞬时形成的凹面切削面为:4.3.左旋凸面展成运动的过程模型第次展成旋转定位点,在工件上瞬时形成的凸面切削面为:4.4.左旋凹面展成运动的过程模型第次展成旋转定位点,在工件上瞬时形成的凹面切削面为:5.小结作为高速、重载、高精度机械传动的基础零件,螺旋锥齿轮的理论研究和技术创新是一个国家制造业发展水平的重要标志,是齿轮生产中的关键技术和制高点。
(19)中华人民共和国国家知识产权局(12)发明专利申请(10)申请公布号 (43)申请公布日 (21)申请号 201910217747.5(22)申请日 2019.03.21(71)申请人 中南大学地址 湖南省长沙市岳麓区麓山南路932号中南大学新校区机电工程学院(72)发明人 唐进元 宋碧芸 周元生 王圣晖 (74)专利代理机构 长沙永星专利商标事务所(普通合伙) 43001代理人 邓淑红(51)Int.Cl.G06T 17/00(2006.01)G06F 17/50(2006.01)(54)发明名称螺旋锥齿轮三维建模方法(57)摘要本发明公开了一种螺旋锥齿轮三维建模方法,包括以下步骤:步骤一、确立螺旋锥齿轮二维齿坯图;步骤二、对二维齿坯图中的齿面区域进行离散,生成若干均匀分布的样本点;步骤三、根据齿面点映射关系和螺旋锥齿轮齿面的显式表达,求得各样本点对应的真实齿面点;步骤四、将二维齿坯和真实齿面点导入三维建模软件,将二维齿坯绕齿轮轴线旋转生成三维齿坯,将各真实齿面点连线生成单个齿面;步骤五、以齿轮轴线为基准对单个齿面进行环形阵列,得到所有齿面,并与三维齿坯进行修剪即完成建模。
利用齿面的显示表达,快速优化求解齿面点,简化计算过程;并且求得的解无论是否为完全精确解,一定会是真实齿面上的一个点,不会影响到最终的齿面建模精度。
权利要求书1页 说明书4页 附图3页CN 109887079 A 2019.06.14C N 109887079A1.一种螺旋锥齿轮三维建模方法,其特征在于,该方法包括以下步骤:步骤一、确立螺旋锥齿轮二维齿坯图;步骤二、对二维齿坯图中的齿面区域进行离散,生成若干均匀分布的样本点;步骤三、根据齿面点映射关系和螺旋锥齿轮齿面的显式表达,求得各样本点对应的真实齿面点;步骤四、将二维齿坯和各真实齿面点导入三维建模软件,将二维齿坯绕齿轮轴线旋转生成三维齿坯,将各真实齿面点连线生成单个齿面;步骤五、以齿轮轴线为基准对单个齿面进行环形阵列,得到所有齿面,并与三维齿坯进行修剪即完成建模。
MASTA 培训手册:螺旋锥齿轮和准双曲面齿轮设计、校核和优化MASTA 5.4版商业机密目录1介绍 (3)2在MASTA设计中添加螺旋锥/准双曲面齿轮副 (4)2.1在设计中添加一个螺旋锥齿轮副 (4)2.2在设计中定位螺旋锥齿轮副 (4)2.2.1方向 (5)2.2.2转角 (7)3把Gleason尺寸参数表输入到一个螺旋锥齿轮副设计 (9)3.1定义节锥 (9)3.2定义齿形属性 (11)3.3定义面锥和根锥 (13)3.4定义螺旋角 (14)3.5定义齿厚 (14)3.6定义旋向 (17)3.7刀尖圆角半径 (17)3.8重合度 (17)3.9几何系数 (18)4在MASTA中设计一个螺旋锥齿轮副 (19)4.1齿轮速比和节锥尺寸 (19)4.2选择螺旋角 (21)4.3压力角 (21)4.4大轮刀盘半径 (22)4.5定义齿形属性 (22)4.5.1AGMA和齿顶高/齿高系数定义 (22)4.5.2Gleason系数定义 (23)4.6齿形收缩 (24)4.7定义齿厚 (24)4.7.1齿厚定义的方法 (24)4.7.2侧隙 (25)4.8定义旋向 (26)5把Gleason尺寸参数表输入到一个准双曲面齿轮副设计 (27)5.1定义节锥 (28)5.2定义齿形属性比例、面和根锥角 (32)5.2.1定义齿厚 (33)5.3定义旋向 (34)5.4刀尖圆角半径 (34)5.5重合度 (35)5.6几何系数 (35)6螺旋锥齿轮和准双曲面齿轮材料 (36)6.1锥齿轮材料数据库窗口 (36)6.2默认锥齿轮材料 (37)6.3自定义锥齿轮材料 (39)7螺旋锥齿轮校核 (41)7.1接触校核 (42)7.2弯曲校核 (47)8螺旋锥/准双曲面齿轮宏观参数优化 (50)8.1载荷谱列表 (51)8.2优化目标 (51)8.3优化变量 (52)8.3.1螺旋锥齿轮优化变量 (52)8.3.2准双曲面齿轮优化变量 (53)8.4其它设置 (53)8.5优化结果和结果选项卡 (54)8.6多优化运行 (55)8.7添加一个优化的设计到MASTA模型中 (56)1介绍MASTA能够建立各种类型的齿轮。