层流冷却系统流量标定与板形控制
- 格式:pdf
- 大小:333.88 KB
- 文档页数:4


论层流冷却不均对板形的影响作者:王洪立摘要:本文结合950生产实际,对层流冷却不均对板形的影响,提出了分析,研究。
并结合生产实际提出相应的观点和见解。
关键词:冷却不均原因、控制措施。
引言:层流冷却位于精轧出口和卷取入口之间的输出辊道上,用于热轧带钢卷取温度控制,是热轧带钢生产中不可缺少的一部分,他的作用是将进入层流冷却控制区的热轧带钢,按照予定的产品工艺要求,将其冷却到目标的卷取温度,以期使带钢获得理想的金相组织和产品性能。
成品质量的好坏,进而影响其产品在市场上的竞争力。
1、950生产工艺流程:连铸板坯→加热炉→粗除鳞→→粗轧机组→热卷箱→飞剪→精轧除鳞→精轧机组→层流冷却→卷取→检验、打捆→入库。
2、层流冷却系统主要参数:上部集管:120根,分成12组,前面1至10组为粗调,11和12组为精调,上集管为U形式;冷却水压:0.1kg\cm2,流量135M3\min;下总部集管:240根,分成60段,冷却水压:0.2kg\cm2,流量58M3\min;侧喷:分9段,在辊道两侧呈成对称分称,为气喷;侧喷总气量:16.5NM3\min,压力5kg\cm2;最高水温:40度。
3、层流冷却方式:根据不同钢种的工艺要求,系统提供多种冷却方式供选择,包括:全长冷却、头部不冷、尾部不冷、前向冷却、后向冷却、头部微冷、尾部微冷、稀疏冷却、非对称冷却等。
4、层流冷却的优点:是冷却速度快,调整容易,便于计算机控制,而且可以根据工艺的要求,采用不同的冷却方式。
5、层流冷却的缺点:水量消耗大,冬季在厂房内产生大量蒸气,影响操作视线,锈蚀厂房金属结构。
6、对层流冷却的要求:(1)上下冷却管在高速冷却时,每段集管的水量,水压能保持稳定;(2)上下集管全开的流量与全闭时从旁通阀溢出的流量应相等;(3)从集管流出的冷却水先要复盖带钢的表面,经短时热交换后,再用侧喷装置吹动带钢面的水向一定方向流动:(4)辊道冷却水、侧喷水、气的压力,流量要稳定,以减少其对卷取温度控制的于拢;(5)层流冷却水的水温要相对稳定;(6)卷取温度控制的可调整段,要有粗调精调的区分;(7)层流冷却能力应满足全总新产品的工艺的要求。
对称型板式换热器由板片两面波纹几何结构相同的板片组成,形成冷热流道流通截面积相等的板式换热器。
非对称型板式换热器根据冷热流体的传热特性和压力降要求,改变板片两面波形几何结构,形成冷热流道流通截面积不等的板式换热器,宽流道一侧的角孑L直径较大。
非对称型板式换热器的传热系数下降微小,且压力降大幅减小。
冷热介质流量比较大时,采用非对称型单流程比采用对称型单流程的换热器可减少板片面积15%一3O%。
当冷热介质流量比较大时,可在大流量一侧换热器进出口之问设旁通管,减少进入换热器流量,降低阻力。
为便于调节,在旁通管上应安装调节阀。
该方式应采用逆流布置,使冷介质出换热器的温度较高,保证换热器出口合流后的冷介质温度能达到设计要求。
设换热器旁通管可保证换热器有较高的传热系数,降低换热器阻力,但调节略繁。
换热器正常工作压力根据软水系统闭路循环的特点,换热器正常工作压力最小值应为软水系统循环水泵出口压力与高炉高位膨胀水箱水位高度之和。
冷却水进、出换热器温度根据夏季冷却水供水温度及冷却塔工作能力,冷却水进换热器温度宜小于32℃,出换热器温度宜小于37℃。
进出口管径进出口管径的大小以介质在管道内的流动速度小于3m/S为宜来确定,最大流速宜小于4m/s。
板式换热器的冷却水和被冷却水在波纹板的两侧对流,波纹采用人字形波纹,这些传热板的波纹斜交,即在相邻的传热板上具有倾斜角相同而方向不同的波纹。
沿流动方向横截面积是恒定的,但是由于流动方向不断变化致使流道形状改变,而引起湍流。
一般传热板的波纹深度为3~5mm,湍流区流速约为0.1~1.0m/s,波纹板很薄,厚度为0.6~1mm,相邻板间要有许多接触点,以承受正常的运行压力,相邻的板有相反方向的人字形沟槽,两种沟槽的交叉点就形成接触点,这样还可消除振动,并且在促进湍流和热交换的同时,消除了由于疲劳裂缝引起的内部泄漏。
人字形波纹板湍流度较高,高湍流还能充分发挥清洗作用,可以特别有效的将沉积污垢减至最小,但是波纹板的接触点较多,当液体水质差,含有悬浮的固体颗粒、杂物和水草等时,由于板间隙很窄,所以要尽可能地保证将所有2mm以上颗粒在进入换热器以前,都要过滤掉,假如滤网不能有效地发挥作用,就容易发生堵塞。
层流冷却装置冷却能力的确定张芳芳;李丙亮【摘要】以某试验轧机的控制冷却设备为研究对象,通过控制阀门的开口度绘制开口度-流量曲线,通过采取增加反馈控制、保证水箱的水位稳定和气源稳定、集管单向打开等措施,提高阀门开口度稳定性.分析认为,在集管开口度30%~ 80%范围内,开口度-流量曲线成线性变化,冷却装置的最大水流密度在1 200 L/(m2·min)以上,可以满足不同冷却速度的要求.【期刊名称】《山东冶金》【年(卷),期】2018(040)004【总页数】3页(P37-39)【关键词】层流冷却;冷却能力;流量标定;开口度-流量曲线;最大水流密度【作者】张芳芳;李丙亮【作者单位】山东工业职业学院,山东淄博256414;山东工业职业学院,山东淄博256414【正文语种】中文【中图分类】TH8141 前言近年来,控轧控冷技术广泛用于开发不同组织结构的高强钢[1],且不同的冷却速度对于所获得的组织性能也有不同影响。
试验轧机对钢厂开发新品种起到至关重要的作用,试验轧机的控制冷却系统采用的冷却方式为集管层流冷却,开发的主要产品是船板、工程机构钢、锅炉板、容器板等。
本研究以某试验轧机的控制冷却设备为研究对象,以其层流冷却系统为研究背景,介绍流量标定的原理和方法,并根据现场测量数据,分析调节阀开口度与流量曲线特性,综合分析该设备的冷却能力。
2 流量标定板带冷却过程中,在钢种、板厚以及轧制规程都相同的情况下,冷却速率的不同可引起组织性能的较大差别,其实质是通过对相变产物和夹杂物存在形式及分布特征的影响来起作用。
而冷却速度受到很多因素的影响,如:冷却水流量、开冷温度、终冷温度、环境温度、辊道速度、钢板厚度、冷却水压力等等,而冷却水流量控制是控制钢板终冷温度精度的重要手段,也便于调节。
2.1 开口度-流量曲线绘制水流量稳定是控制终冷温度精度的重要因素,因此流量计数值的准确对于控制冷却起到了至关重要的作用,在调节阀门开口度之前,先要标定电磁流量计。
层流冷却的策略和控制模型引言层流冷却是一种常见的工业过程,其通过控制气流的流动来改善设备的冷却效果。
本论文详细研究了层流冷却的策略和控制模型,并提出了一种新的控制算法,旨在提高冷却效率和节省能源。
1. 层流冷却原理层流冷却原理是基于物体表面传热的热传导方式,通过在物体表面形成一层冷却空气来降低其温度。
在层流冷却中,气流按照一定的导流方式在物体表面流动,并带走物体表面的热量,从而达到冷却的目的。
层流冷却可以分为水平层流和垂直层流两种方式,根据不同的应用场景选择适合的冷却方式。
2. 层流冷却的策略层流冷却的策略主要包括导流策略、气流控制策略和冷却介质选择策略。
2.1 导流策略导流策略是层流冷却中最关键的策略之一。
它通过设计物体表面的导流板或导流槽,将气流引导到物体表面,并形成层流区域。
导流板的形状、角度和布置方式都会对冷却效果产生重要影响。
为了提高冷却效果,导流板可以采用垂直、斜向或水平等不同方向的安装方式。
2.2 气流控制策略气流控制策略是为了保持层流的稳定和均匀性。
在层流冷却过程中,气流的速度、压力和体积流量需要进行恰当的调控。
通过采用不同的控制手段,如引入调速阀、调节导流板角度或使用多重导流板等方法,可以有效控制气流的流速和流向,从而保持层流的冷却效果。
2.3 冷却介质选择策略冷却介质的选择直接影响层流冷却的效果和成本。
一般来说,传统的冷却介质如水或冷却剂比较常见,但随着环保意识的增强,新型的冷却介质如气体或液体二氧化碳等也逐渐得到应用。
选择合适的冷却介质需要综合考虑物体表面特性、冷却要求和成本因素。
3. 控制模型基于以上层流冷却策略,我们提出了一种新的控制模型,以提高冷却效率和节省能源。
3.1 模型建立我们基于传热学原理和导流板导流效果的分析,建立了层流冷却的数学模型。
该模型考虑了导流板形状、角度、物体表面温度等因素,并通过控制导流板的调角和冷却介质流量来实现冷却效果的优化。
3.2 模型仿真我们利用数值仿真方法对提出的控制模型进行了验证。
层流冷却系统流量标定与板形控制唐运章(中厚板卷厂)摘 要:讨论中厚板冷却系统流量标定问题,开发一种新型流量控制技术,通过标定调节阀在不同开口度下集管流量值,利用三次方方程回归出流量-调节阀开口度设定曲线;生产中根据流量开口度曲线进行水比的调整,提高冷却系统流量控制精度以及控冷后板形。
关键词:中厚板 层流冷却 流量标定 控冷板形F low Ca libra t ion of Lam ina r C ooli n g Syste m and Pr of ile C on trolTan g Y unzhang(W i de P l a te/C oil P l a n t)Ab stra ct:The pape r dis cusses fl o w cali brati on of lam ina r cooli ng syste m.A new ty pe of fl ow control technique has been deve l oped.The accuracy of flo w contr o l and profile afte r controlled cooling can be i mproved by calibrating fl o w value of header p i pe that control valve is a t diffe rent o pening,regre ssing fl ow with cube,se tti ng curve with opening degree and adjusting wa ter rate ba s ed on the curve in produc ti on.Keywor ds:heavy p late;lam inar cooli ng;flo w calibration;controlled cooling p r ofile前言中厚板卷厂控制冷却系统采用的冷却方式为集管层流冷却,产品大纲主要是船板、工程结构钢、锅炉板、熔器板、部分管线X42-X65。
安徽工业大学毕业设计(论文)任务书课题名称层流冷却的策略和控制模型学院电气信息学院专业班级电子信息工程081班姓名刘林学号089064193毕业设计(论文)的主要内容:(1)根据课题内容,查阅搜索相关文献资料,并翻译不少于5000字的相关英文文献资料。
(2)了解带钢热连轧的生产工艺,理解层流冷却系统的整体架构。
(3)掌握层流冷却中用到的控制模型的原理。
(4)掌握层流冷却中用到的控制策略的原理。
(5)对完成的工作进行总结,按格式撰写毕业设计论文,准时参加答辩。
起止时间:2012年2月25日至2012年6月5日共16周指导教师签字系主任签字院长签字摘要在带钢热连轧工艺中,卷取温度对带钢的金相组织影响很大,是决定成品带钢加工性能、力学性能和物理性能的重要工艺参数之一。
为了保证带钢成品性能指标,同时使带钢顺利卷取并保持良好卷形,必须使带钢卷取温度控制在合理范围内。
而热连轧带钢的实际卷取温度能否控制在要求的范围内 ,则主要取决于精轧机架后层流冷却控制系统。
本文以某大型钢铁集团的带钢热连轧生产线为基础,设计了一套具有实际应用意义的层流冷却控制策略和控制模型。
同时,设计并绘制了基于西门子WinCC 的层流冷却控制画面。
所有这些实现了对整个系统的全自动控制。
模拟测试结果表明,这些控制策略和控制模型功能完善、性能稳定、控制精度高。
关键字:带钢热连轧层流冷却卷取温度控制控制策略控制模型AbstractBeing one of the important craft parameters, coiling temperature decides the machining performance, the mechanical performance and the physical performance of finished strip product, and has influence on strip’s metallographic phase. In order to get high-quality product and good coil shape, the strip coiling temperature must be controlled at a proper range.Whether the actual coiling temperature of hot rolling strip can be controlled within the required range mainly depends on the laminar cooling control system after the finishing stands.In the paper, a set of control strategies and control models of the laminar cooling control system with practical application significance for a hot strip rolling production line of a large iron and steel enterprise is designed. At the same time, the control pictures for laminar cooling are designed and drawn with the software WinCC of Siemens. All of these achieve the automatic control of the whole system. Simulation test results show that the control strategies and control models have perfect function, stable performance and high control accuracy.Key Words: strip steel hot strip laminar cooling coiling temperature control control strategy control model目录摘要 (II)Abstract .............................................................................................................................................. I II 目录 .. (IV)1绪论 (1)1.1 研究背景及意义 (1)1.2 研究现状 (2)1.3 章节安排 (3)2层流冷却系统简介 (5)2.1层流冷却系统设备布置 (5)2.2层流冷却系统的基本结构 (6)2.3本章小结 (9)3层流冷却的控制模型 (10)3.1温降模型 (10)3.1.1空冷区温降模型 (10)3.1.2水冷区温降模型 (10)3.2卷取温度预报模型 (11)3.2.1传统卷取温度预报模型 (11)3.2.2基于遗传神经网络的卷取温度预报模型 (12)3.3 预设定模型 (16)3.4前馈控制模型 (18)3.5反馈控制模型 (19)3.6自学习模型 (20)3.6.1短期自学习 (20)3.6.2长期自学习 (21)3.7数据库模型 (22)3.8本章小结 (22)4层流冷却的控制策略 (24)4.1冷却策略 (24)4.1.1上下开阀的起始位置 (24)4.1.2冷却方向 (24)4.1.3集管稀疏模式 (25)4.1.4头尾特殊处理 (25)4.1.5临界温度的确定 (25)4.2带钢分段控制 (26)4.3冷却区分段控制 (26)4.4冷却速度控制 (26)4.5侧喷和吹扫控制 (28)4.6上下集管水比的配置 (28)4.7本章小结 (28)5实验部分 (29)结论 (37)参考文献 (38)致谢 (39)1 绪论钢铁是现代社会最重要的原材料,其产量和质量是一个国家发达程度和经济实力的重要标志。
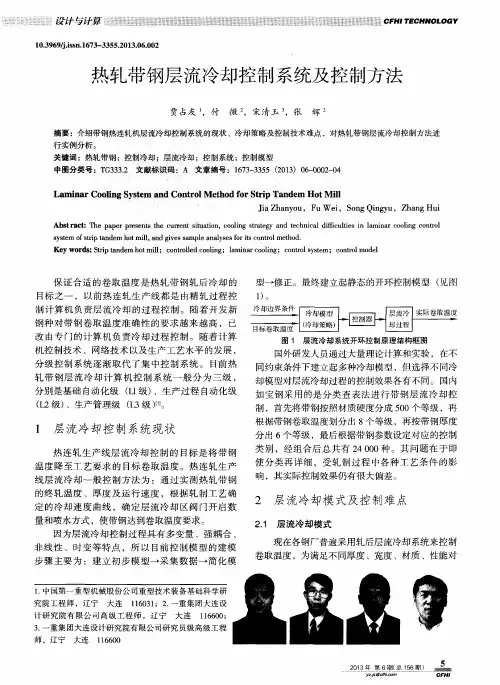
热轧带钢层流冷却的控制层流冷却是控制带钢卷取温度,提高热轧带钢性能的一种重要技术,已经在热轧带钢的生产中得到广泛应用。
热轧带钢冷却技术的发展分为两个方面,一方面是工艺技术的发展,主要体现在各种冷却装置和冷却工艺的进步;另一方面是控制技术的发展,主要体现在控制策略、控制系统的进步。
层流冷却的控制,必须根据生产工艺的要求,采用不同的冷却模式,满足不同产品的要求。
要求系统控制稳定、水耗量低,实现带钢冷却温度高精度控制。
层流冷却系统控制的基本原理主要是根据原始数据输入,计算带钢终轧温度、目标卷取温度,设定带钢冷却所需的空冷段长度和水冷段的长度。
根据实测值调节冷却集管的开闭数量,调节水量和控制冷却温度精度。
其中,通过分析研究,计算层流冷却水量调节与带钢温降是建立带钢冷却系统控制模型的关键环节。
近年来热轧带钢层流冷却系统普遍采用了冷却路径控制,可以实现前部快冷、后部快冷、稀疏冷却、间断式冷却等多种控制冷却模式。
为了加强对带钢相变过程的控制,可以在输出辊道的前部或者后部采用超快速冷却装置。
目前,该项技术已经应用于热轧带钢和中厚板的轧后快速冷却,如:Arcelor/Carlam,NKK/福山,TKS等热连轧机组,对于3~4mm厚度的钢板超快速冷却装置的冷却速度可以达到每秒400℃以上。
比利时科克利尔和日本的NKK通过应用超快速冷却技术,对热轧带钢轧后冷却过程进行精确控制,分别成功开发了700MPa级和800MPa级高强度汽车用热轧带钢,用于制造汽车车轮轮毂。
热轧带钢层流冷却系统有的采用边部遮蔽技术,以实现带钢横向温度分布的高均匀控制,这一技术对于高强钢的横向组织均匀性具有重要的意义。
此外,一种叫做“双调节段的温度前馈控制”的新方式近来引起注意。
以往国内大部分钢铁企业在层流冷却控制上采取的是温度前馈加温度反馈的控制方式。
为了提高控制精度,常规控制系统的设计中引入反馈控制,以弥补前馈控制的不足。
这种反馈补偿,就是在带钢段到达卷取区高温计处时,根据实际落到带钢上的水量来计算温度变化,利用测量的卷取温度和预报的卷取温度的差别确认和修正参数。
改善层流冷却提高板材质量在炉卷轧线生产过程中,通常采用优化层流冷却技术和改善供水操作的方式,控制和提高最终产品的综合力学性能和板材板形。
层流快速冷却技术应用日益普遍,成为各种轧钢生产线的必备控冷环节。
层流冷却技术的优点是:在其冷却过程中,从上下喷嘴流出的冷却水速度比较慢,能够形成平滑、连贯的水流,直接落到快速移动的钢材表面,形成冷却均匀的水面。
然而,生产线的不同工艺参数和设备布置参数会影响冷却能力,冷却水温控制和水质不同也影响到板材质量。
因此,探讨各种因素对层流冷却技术的影响具有重要意义。
层流冷却影响钢板性能的原因在轧制后的层流冷却过程中,钢材的传热主要是空冷和水冷两部分。
空冷中钢材向周围环境散发热量,主要以辐射传热为主。
水冷即为中低温度的冷却水与高温的钢材开始接触时,直接碰撞引起迅速的热传递,随后在钢材表面形成蒸汽层,蒸汽层阻碍导热,属于膜态沸腾传热。
当蒸汽层不再稳定地附着在钢材表面时,钢材表面重新与冷却水再接触,再次产生强烈的热传递,属于核态沸腾传热。
在钢板冷却过程中奥氏体发生分解,相变潜热释放。
高强度钢板的控冷板形问题由钢板在冷却过程中钢板横向温度均匀性和厚度方向温度均匀性决定。
温度不均匀导致相变过程不一致,冷却过程中残余应力过大,矫直温度低,钢板强度提高,使得热矫直机无法矫直,或矫直后钢板温度仍然不一致,在冷床上冷却至温度均匀时产生残余应力。
可以说,冷却造成的板形问题主要是以下3种不均匀冷却导致:一是横向冷却不均匀性。
针对原有的上集管流量在横向上均匀分布的布置方式不利于钢板的均匀冷却的问题,为保证横向均匀冷却,通常将集管流量在横向上采用不均匀的流量设计或调节、边部遮挡、侧喷等措施。
尽管这样的设计会对温度的横向均匀性有改善,但仍有部分边部遮挡不能正常投入运行,温度均匀性的问题仍然存在。
二是厚度方向冷却的不对称性。
为保证厚度方向冷却对称,冷却过程中上下表面得到相同的冷却效果,应在冷缩过程中以及冷却的相变过程中,保证钢板变形对称,这样冷却后钢板的板形才不会发生变化。
层流冷却系统流量标定与板形控制唐运章(中厚板卷厂)摘 要:讨论中厚板冷却系统流量标定问题,开发一种新型流量控制技术,通过标定调节阀在不同开口度下集管流量值,利用三次方方程回归出流量-调节阀开口度设定曲线;生产中根据流量开口度曲线进行水比的调整,提高冷却系统流量控制精度以及控冷后板形。
关键词:中厚板 层流冷却 流量标定 控冷板形Flow Ca li bra ti on of Lam i n ar Cooli n g System and Prof ile Con trolTang Y unzhang(W i de Pl a te/Co il Pl an t)Abstract:The paper discusses fl ow calibrati on of la m inar cooling syste m.A ne w type of fl ow contr ol technique has been devel oped.The accuracy of fl ow contr ol and p r ofile after contr olled cooling can be i m p r oved by calibrating fl ow value of header p i pe that contr ol valve is at different opening,regressing fl ow with cube,setting curve with opening degree and adjusting water rate based on the curve in p r oducti on.Keywords:heavy p late;lam inar cooling;fl ow calibrati on;contr olled cooling p r ofile前言中厚板卷厂控制冷却系统采用的冷却方式为集管层流冷却,产品大纲主要是船板、工程结构钢、锅炉板、熔器板、部分管线X42-X65。
近年来,控轧控冷(T MCP工艺)技术广泛应用,开发出不同组织结构的高强钢;但是,由于冷却不均带来的板形问题,对产品的质量产生了一些负面影响。
例如:X70级别以上管线、Q550D、Q609D级别以上结构钢等,在高速冷却速率下板形发生瓢曲,70%~80%产品需要下线后进行返矫,有10%的产品返矫也不能满足产品质量要求,只能降级处理,因此板形瓢曲已经成为利用T MCP技术进行高强钢开发的瓶颈。
本文以集管层流冷却方式为背景,根据现场测量数据,分析调节阀开口度与流量曲线特性,并针对冷却过程中引起的板形缺陷进行讨论,通过对冷却水开启方式、水比、冷却速度和矫直工艺等的调整,解决钢板在冷却后瓢曲问题。
1 层流冷却设备层流冷却系统由水箱、水管、集管、吹扫装置组成(见图1),集管共有32组,其中1~10组为粗调区、11~20组为精调区、2~32组为微调区,每组分上、下两条管路,分别用来冷却钢板的上、下表面。
每个集管上安装手动阀、电动流量调节阀和电磁开关阀。
电动流量调节阀用于集管流量的控制,电磁开关阀用于集管冷却水的开关。
图1 层流冷却系统示意图2 集管流量标定层流冷却系统其根本目的是通过控制钢板的冷却速度和冷却程度,使钢板的板形和组织性能达到设计要求。
冷却速度受到多个因素的影响,如:钢板的厚度、开冷温度、终冷温度、冷却水压、水温、流量等,而冷却水流量控制是层流冷却中最基本、最常用的手段。
流量控制主要控制阀的开口度,由于管路结构和阀体本身的结构特征,相同的开口度流量并不一定相同,因此如何保证流量的准确性成为急需解决的问题。
结合设备的特点,通过自主创新,开发了上、下集管流量标定方法,即上集管采用“接水法”,下集管采用“测量水柱高度法”。
2.1 上集管流量标定(接水法)由于上集管采用“U”集管,每个集管有365个小管,通过测量每个小管流量来计算出集管的总流量,具体方法如下。
上集管流量标定法如图2所示,所需工具包括接水管1、圆形水箱2和秒表3。
具体操作用接水管1接层流U型管1个小管的流量放入圆形水箱2内,接水开始用秒表3进行计时到结束接水。
具体计算方法如下:Q=V/T×X=S×H/T×X=3.14×(D/2)2×H/T×X式中:Q:上集管流量V:水箱中水的体积图2 上集管流量标定示意图2.2 下集管流量标定(测量水柱高度法)下集管流量标定法如图3所示,所需工具为标尺1。
具体操作把标尺1放在辊道2上,打开下集管3,从标尺1上读出水柱高度H,根据水柱高度与流量的关系,计算出流量。
具体计算方法如下:Q=S×VV=2gHS=π×(d/2)2×Y式中:V:下集管冷却水的流速g:水的质量9.8H:下集管水柱高度Q:下集管流量S:下集管所有喷嘴的面积d:下集管每个小集管的直径Y:下集管小集管数量3 集管流量控制3.1 上集管流量控制图3 下集管流量标定示意图 为了简化流量控制程序,方便操作,上集管流量固定分为50%和100%两挡,50%档流量为160m3/h,100%档流量为320m3/h。
可根据设备结构和生产需要,设1挡或多挡,流量也可根据生产需要,通过标定进行修改。
3.2 下集管流量控制在实际生产中,为保证钢板板形和组织性能,要对上、下集管的流量比进行控制,上集管流量固定的情况下,下集管流量以上集管为基准进行调整(水流量比=下集管流量/上集管流量)。
如何根据流量设定值确定调节阀的开口度,通过标定出流量调节阀在不同开口度下流量值见表1,用三次方回归得到图4曲线,称为“流量-开口度设定曲线”,利用这一曲线求出所需流量值对应的开口度设定值。
表1 流量调节阀在不同开口度下流量值调节阀开口度流量标定值(m3/h)调节阀开口度流量标定值(m3/h)调节阀开口度流量标定值(m3/h)40248.5052353.5564417.03 42265.3854363.6166429.87 44285.5256375.9168435.76 46303.9658388.7970445.42 48321.3460397.0772455.92 50337.8362408.79图4 流量-开口度设定曲线 生产过程中根据“流量-开口度设定曲线”来调整下集管的流量,达到一个合理的上、下集管流量比。
4 影响板形的因素及板形控制采用控轧控冷工艺生产的钢板,由于存在轧制过程的内应力、冷却过程中的热胀冷缩和相变都会对板形有影响,其中冷却过程中的热胀冷缩和相变作用最明显。
4.1 轧制过程内应力的影响轧制板形是基础,轧制板形不好,要想得到好的成品板形难度非常大。
轧制板形中浪或边浪造成冷却过程中冷却不均匀,导致热胀冷缩和相变也不均匀,如:轧辊末期生产管线钢,板形就会很差,钢板的不平度增加。
可采取的措施:①降低终轧道次压下率、轧制速度等方法优化轧制规程;操作人员根据板形情况合理使用弯辊,板形双边浪适当增加弯辊,中浪减少弯辊,即采用“微中浪轧制技术”,由于钢板边部温度比中间温度低,中间过延伸可以弥补温度造成中间和边部的长度差。
②根据生产计划和现场板形制定合理的换辊周期;根据支承辊吨位配制合理的工作辊辊型,提高轧制板形。
4.2 冷却设备的影响层流冷却设备(侧喷、流量)是获得良好板形的保证,层流集管不出水,集管流量不相同,侧喷压力不够、侧喷角度不对等都会导致钢板冷却不均匀造成钢板瓢曲。
可采取的措施:定期对层流设备进行检查,确保设备处于正常工作状态。
检查的项目有:①侧喷角度适中,即侧喷水不能打在钢板边部造成边部过冷瓢曲;②侧喷压力在10公斤以上,侧喷压力越大,有利于层流水与钢板冷却热交换,冷却越均匀;③上、下层流集管畅通情况,保证水量均匀。
4.3 冷却过程中热胀冷缩的影响对于返红温度600度以上的,主要是热胀冷缩起主导作用,以相变为辅(代表钢种有:船板、A709、S355等),但加合金(钒、硅、铌、锰等)、淬透性好的钢,相变温度相应会高一些。
根据钢板出层流的板形,出层流板形“中间拱”说明钢板下表冷速快上表冷速慢,为改善板形应适当减少水比,相反“中间凹”应适当增加水比。
4.4 冷却过程中相变的影响对于返红温度600度以下的,主要是相变起主导作用,以热胀冷缩为辅(代表钢种有:管线、Q550、Q690、N610等)。
根据出层流板形、矫前板形、矫后板形跟踪来判断比水的调整方向:1)钢板中间拱,说明上表相变比下表快,因为微合金钢水冷到600℃以下组织为珠光体、贝氏体和马氏体,随着温度的下降,马氏体量>贝氏体量>珠光体量,其体积变化为马氏体体积>贝氏体体积>珠光体体积,为改善板形,应适当增加水比。
2)钢板中间凹可适当减少水比。
因为钢板下表面冷速比上表面冷速大,下表发生相变速度快及相变组织量多,体积增大。
3)薄规格钢板矫后上冷床出现边浪,主要是边部过冷应适当减少水比。
4)厚规格板,剪切后长度方向两头翘。
适当减少水比,因为下表冷速快,相变速度也比上表快。
相反长度方向两头拱应适当加大水比。
5)钢板出层流头部叩头,可以适当加一组下水;翘头可减少一组下水。
主要利用马氏体、贝氏体和珠光体相变体积变化来控制钢板头部形状。
6)卷轧板由于采用边卷取边轧制的工艺,钢板头、尾和中间温差小,可以通过调整钢板在层流中的冷却速度,保证钢板的板形和终冷温度。
平轧板由于钢板头尾比本体温底低,可采用头尾缓冷工艺。
7)对于厚规格高强度钢板头部翘曲,矫直机很难一道次矫平,通过摸索采用“静压法”,就是钢板头尾在矫直机内静压3~5秒钟后再进行矫直,有效解决钢板头尾不平度的问题。
5 结语通过对层流冷却系统的集管流量标定、根据“流量-开口度设定曲线”实现集管流量可调,同时结合现场板形控制经验,钢板飘曲率由80%下降到15%以下,瓢曲的钢板一次返矫合格率达到95%。
由于系统的冷却能力和控制精度都能满足工艺要求,对钢板的组织性能控制和新品开发发挥了重要作用,成为中厚板卷厂提高产品质量,降低成本的关键因素。
南钢通过控轧控冷工艺成功开发了X65、X70、X80、NR360、Q550、Q690、N610E等一系列贝氏体和马氏体钢。