热轧厂层流冷却装置改造中的设备设计
- 格式:pdf
- 大小:532.07 KB
- 文档页数:4

内蒙古科技大学过程控制课程设计论文题目:热轧带钢层流冷却控制系统设计学生姓名:***学号:**********专业:测控技术与仪器班级:2008-1指导教师:李刚老师2011年 08月31日层流冷却作为控制轧制和控制冷却技术的一个组成部分,直接影响带钢的组织和性能,所以层流冷却过程成为热轧厂生产过程中非常重要的环节。
卷取温度控制精度是保证板带质量和板型良好的关键因素。
从具体实现过程可以看出层流冷却控制过程是一个以预设定计算和前馈修正计算为主,反馈控制为辅的复杂控制系统。
层流温度控制是根据精轧出口的速度, 厚度和精轧终轧温度以及要求的卷取温度对热输出辊道上下的层流冷却装置开启集管段进行设定和控制, 以保证带钢进入卷取机前的实际温度在要求卷取温度及其精度的范围内。
为保证获得具有良好综合机械性能的热轧带钢,必须使其迅速冷却到所需要的卷取温度。
带钢冷却具有变形强化和相变强化的综合作用,既能提高带钢强度,又能改善带钢的韧性和塑性。
热轧带钢的温度控制,一方面为了改善钢材的组织状态,提高带钢综合力学性能;另一方面可防止因不均匀变形造成的带钢扭曲和弯曲变形,还可以减少带钢表面氧化铁皮的生成。
关键词:前馈;反馈;自适应;层流冷却;卷取温度;热轧带钢摘要........................................................... - 1 - 第一章引言........................................ 错误!未定义书签。
第二章热轧带钢层流冷却系统的控制目标和任务..................... - 4 -2.1 热轧带钢层流冷却系统的控制目标.......................... - 4 -2.2 层流冷却系统的控制原理.................................. - 4 -2.2.1 层流的概念......................................... - 4 -2.2.2 对层流的数学描述................................... - 5 -2.2.3层流冷却的基本原理................................. - 5 -2.2.4 层流冷却现场结构模型............................... - 5 -2.3 层流冷却的控制难点:.................................... - 6 - 第三章层流冷却控制系统结构........................ 错误!未定义书签。
6层流冷却工艺技术操作规程6.1 范围本标准规定了重庆钢铁股份有限公司(下称公司)热轧板带厂层流冷却的工艺流程、工艺条件及操作注意事项等内容。
6.2引用标准重钢热轧板带厂生产线生产工艺要求重钢热轧板带厂生产线按炉送钢管理制度重钢热轧板带厂产品质量管理制度要求等。
6.3工艺流程6.4工艺说明6.4.1工艺概述冷却装置为低压管式层流冷却。
布置在输出辊道的上方和下方。
分为粗调区和精调区。
上喷单元悬挂在辊道的上方,摆动式喷头框架位于传动侧。
摆动式喷头框架可用液压缸向上翻转最大70 度,不影响辊道检修和处理堆钢。
下喷单元安装在辊道架上。
流量可通过手动阀来预调节。
各个喷头的流量是否相同由装在上集管上的显示管的水位指示。
冷却区段总计20区,其中分为3个快冷Ⅰ段、12个粗调段、2个快冷Ⅱ段、3个精调段;每个区段设有一个翻转液压缸,可以将设置于辊道上方的上喷单元的框架向上方摆动打开,让出辊道上方的空间,方便辊道检修和处理废钢;下喷单元安装在辊道架上。
流量可以在一定范围内通过手动阀来调节。
各个喷头的流量是否相同由装在上集管上的测量标杆的水位指示。
6.4.2 输出辊道的控制控制方式:●输出辊道主要是速度控制,同时处理事故时可以反转。
●输出辊道的速度应与带钢运行速度同步,以免打滑划伤带钢表面。
●输出辊道要有与精轧轧制末机架和卷取机同时相匹配的升降速功能。
带钢头部从精轧末机架出来时,输出辊道速度以比精轧末机架出口速度超前15~25%运行;带钢尾部从精轧末机架出来时,输出辊道比精轧末机架出口速度滞后15~25%运行。
●当辊道上同时存在两根带钢时,每组辊道应以不同速度运行(超前或滞后)。
输出辊道可分组单动,也可与1#,2#卷取机入口前辊道联动。
●辊道外冷水控制:分8组冷却,用电磁阀控制冷却水自动启闭。
辊道检查、调整标准:●不能有破裂、掉肉的辊子;●辊面不能有尖锐的硬质粘结物;●不能有卡死的辊子、反转的辊子;●不允许相邻两根辊子成为惰辊,整个辊道惰辊不能超过3根;●辊子运行平稳、无震动和无异常噪声;●辊子冷却情况良好。
层流冷却是热轧车间不可或缺的重要设备之一,在轧钢过程中它能把带钢的温度从终轧温度冷却到卷取温度。
如果对层流冷却的控制失败,会造成财产安全等重大事故。
所以说对层流冷却的自动化控制必须做到精确、及时、安全可靠。
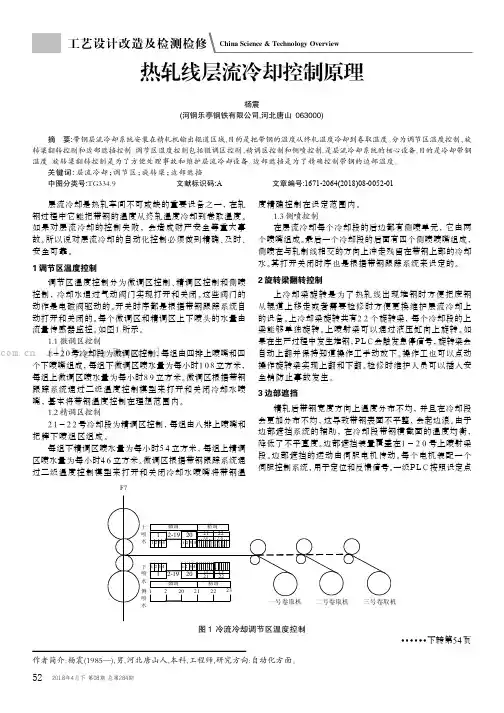
1 调节区温度控制调节区温度控制分为微调区控制、精调区控制和侧喷控制,冷却水通过气动阀门实现打开和关闭。
这些阀门的动作是电磁阀驱动的。
开关时序都是根据带钢跟踪系统自动打开和关闭的。
每个微调区和精调区上下喷头的水量由流量传感器监控。
如图1所示。
1.1 微调区控制1-20号冷却段为微调区控制,每组由四排上喷嘴和四个下喷嘴组成,每组下微调区喷水量为每小时108立方米,每组上微调区喷水量为每小时89立方米。
微调区根据带钢跟踪系统通过二级温度控制模型来打开和关闭冷却水喷嘴,基本将带钢温度控制在理想范围内。
1.2 精调区控制21-22号冷却段为精调区控制,每组由八排上喷嘴和把牌下喷组区组成。
每组下精调区喷水量为每小时54立方米,每组上精调区喷水量为每小时46立方米。
微调区根据带钢跟踪系统通过二级温度控制模型来打开和关闭冷却水喷嘴将带钢温度精确控制在设定范围内。
1.3 侧喷控制在层流冷却每个冷却段的后边都有侧喷单元,它由两个喷嘴组成。
最后一个冷却段的后面有四个侧喷喷嘴组成,侧喷在与轧制线相交的方向上冲走残留在带钢上部的冷却水。
其打开关闭时序也是根据带钢跟踪系统来设定的。
2 旋转梁翻转控制上冷却梁旋转是为了热轧线出现堆钢时方便把废钢从辊道上移走或者需要检修时方便更换维护层流冷却上的设备。
上冷却梁旋转共有22个旋转梁,每个冷却段的上梁能够单独旋转。
上喷射梁可以通过液压缸向上旋转。
如果在生产过程中发生堆钢,PL C 会触发急停信号,旋转梁会自动上翻并保持知道操作工手动放下。
操作工也可以点动操作旋转梁实现上翻和下翻。
检修时维护人员可以插入安全销防止事故发生。
3 边部遮挡精轧后带钢宽度方向上温度分布不均,并且在冷却段会更加分布不均,这导致带钢表面不平整,会起边浪。


案例4 新钢1580mm热连轧层流冷却控制技术1 技术简介新钢热轧薄板工程即将进入设备安装阶段,相关的各项技术准备工作已陆续展开。
热连轧是融各项高新技术于一体的生产过程,其中层流冷却控制是其关键技术之一。
热轧带钢卷取温度是影响成品带钢性能的重要工艺参数,其范围必须满足一定的工艺要求,过高或过低都将给带钢的组织和性能带来不良影响,而卷取温度的控制和控制精度正是通过层流冷却设备及层流冷却控制技术实现的。
2 层流冷却系统组成以新钢1580热连轧为例,其层流冷却设备包括19个主冷却段和3个微调冷却段,其中每个主冷却段包括4个控制单元组(上下喷一一对应),总计下喷a1-a76共76个控制单元,总计上喷b1-b76 共76个控制单元。
每个微调冷却段包括8个控制单元组(上下喷一一对应),总计下喷a77-a100 共24个控制单元,总计上喷b77-b100 共24个控制单元。
每个控制单元由一个电磁阀驱动一个气动碟阀来控制冷却水的打开与关闭。
各冷却段之间及整个冷却段前后各有一组侧喷控制单元(共23个控制单元),侧喷水的打开与关闭原理同上、下喷一样由一个电磁阀驱动一个碟阀来控制,其工艺布置如图1所示。
图1 新钢1580热连轧层流冷却工艺流程图3 层流冷却控制目标根据实测的板带终轧温度、速度、厚度和满足工艺要求的冷却曲线控制轧后钢材的冷却工艺参数(开冷温度、终冷温度、冷却速率),确定相应的喷水区长度(阀门开启个数)和喷水模式,使卷取温度尽可能地接近工艺确定的目标卷取温度,获得理想的组织结构, 以提高和改善钢材的综合力学性能。
层流冷却过程的控制量为:喷水阀门的开闭数量及位置、喷水模式等[1]。
层流冷却区的控制目标是把终轧温度为800~900 ℃的钢板按一定冷却制度迅速冷却到500~700 ℃的卷取温度,控制精度要求为±20 ℃。
4 层流冷却控制系统的结构层流冷却系统采用二级计算机控制。
一级计算机是基础自动化级, 二级计算机是过程控制级。
首钢1580热轧层流冷却区功能说明轧制技术及连轧自动化国家重点实验室(东北大学)目录1 层流冷却区概述 (4)2 层流冷却系统设计工艺技术参数 (7)3 层流冷却区域设备组成与技术参数 (9)3.1 层流冷却集管装置 (9)3.1.1 层流冷却集管装置的功能 (9)3.1.2 层流冷却集管装置的技术参数 (9)3.1.3 层流冷却集管装置的开闭控制 (11)3.1.4 层流冷却区域带钢微跟踪控制 (14)3.1.5 层流冷却区域出口温度反馈控制 (15)3.1.6 层流冷却区域精轧机抛钢后的冷却水前馈控制 (20)3.1.7 层流冷却集管装置的操作 (22)3.1.8 层流冷却集管装置的状态显示 (24)3.2 层流冷却侧喷装置 (25)3.2.1 层流冷却侧喷装置的功能 (25)3.2.2 层流冷却侧喷装置的技术参数 (25)3.2.3 层流冷却侧喷装置的开闭控制 (25)3.2.4 层流冷却侧喷装置的操作 (26)3.2.5 层流冷却侧喷装置的状态显示 (26)3.3 层流冷却压缩空气吹扫装置 (26)3.3.1 层流冷却压缩空气吹扫装置的功能 (26)3.3.2 层流冷却压缩空气吹扫装置的技术参数 (26)3.3.3 层流冷却压缩空气吹扫装置的开闭控制 (27)3.3.4 层流冷却压缩空气吹扫装置的操作 (27)3.3.5 层流冷却压缩空气吹扫装置的状态显示 (27)3.4 层流冷却上集管倾翻装置 (27)3.4.1 层流冷却上集管倾翻装置的功能 (27)3.4.2 层流冷却上集管倾翻装置的技术参数 (27)3.4.3 层流冷却上集管倾翻装置的控制 (27)3.4.4 层流冷却上集管倾翻装置的操作 (28)3.5 层流冷却边部遮蔽装置 (28)3.5.1 层流冷却边部遮蔽装置的功能 (28)3.5.2 层流冷却边部遮蔽装置的技术参数 (29)3.5.3 层流冷却边部遮蔽装置的控制 (29)3.5.4 层流冷却边部遮蔽装置的操作 (29)3.5.5 层流冷却边部遮蔽装置的状态显示 (29)3.6 热输入辊道冷却装置 (29)3.6.1 热输入辊道冷却装置的功能 (29)3.6.2 热输入辊道冷却装置的技术参数 (29)3.6.3 热输入辊道冷却装置的开闭控制 (30)3.6.4 热输入辊道冷却装置的操作 (30)3.7 层流冷却区域仿真功能 (30)3.8 层流冷却过程计算机控制 (30)3.8.1 层流冷却过程计算机控制功能 (30)3.8.2 层流冷却过程计算机控制设定参数 (31)3.8.3 层流冷却过程计算机控制投入方法 (31)3.8.4 层流冷却过程计算机控制的操作 (31)3.8.5 层流冷却过程计算机控制的状态显示 (31)1层流冷却区概述层流冷却设备安装在精轧机F7机架出口至1号地下卷取机之间,主要由层流冷却集管装置(包括层流冷却精冷上集管装置、层流冷却精冷下集管装置、层流冷却微冷上集管装置及层流冷却微冷下集管装置)、层流冷却侧喷装置、层流冷却压缩空气吹扫装置、层流冷却上集管倾翻装置、层流冷却边部遮蔽装置及热输入辊道冷却装置组成。
· 16 · 钢 铁 技 术 2004年第1期 ·冶金设备·热轧厂层流冷却装置改造中的设备设计陆大成潘光明(中冶赛迪公司设备设计室, 重庆400013)【摘 要】针对热轧厂层流冷却在带钢热轧生产线上的重要作用,根据层流冷却的工作原理,对热轧生产线层流冷却装置的结构、集管布置技术要求进行了深入的论述和探讨。
并结合某热轧厂的设备设计工作对层流冷却系统的层流模型进行了理论计算,同时通过对原有层流冷却系统的改造,取得了满意的效果。
这对以后热轧层流冷却系统的设计及改造具有很好的指导意义。
【关键词】热轧带钢轧机 层流冷却 计算机控制1 概述层流冷却装置是热轧带钢生产的关键设备,它的作用是为了获得合适的带钢卷取温度和控制带钢最终的机械性能。
层流冷却的能力、冷却强度、冷却速度、终冷温度的控制精度都直接影响到最终产品的质量和性能。
要想得到机械性能良好的带钢,必须使带钢在热输出辊道上高速运行的过程中由终轧温度900°C左右迅速冷却到卷取温度550°C至600°C。
而带钢上的一点在热输出辊道上运行的时间只有10 s~50 s左右,只有安装层流冷却装置才能实现上述要求。
因此,对层流冷却设备的研究与应用已成了热带钢连轧机中的必要环节,在国内外冶金领域被普遍重视。
2 层流冷却工作原理带钢层流冷却装置基本工作原理是使带钢表面上覆盖一层最佳厚度的水量,利用热交换原理使带钢冷却到卷取温度。
所采用的具体方式是使低压力、大水量的冷却水平稳地流向带钢表面,冲破热带钢表面的蒸汽膜,随后紧紧地贴附在带钢表面而不飞溅。
这些柱状水流接触带钢表面后有一定的方向性,当冷却水吸收一定热量而随带钢前进一段距离后,侧喷嘴喷出的高压水使冷却水不断更新,从而带走了大量的热量。
下部冷却是采用喷射的形式并与上部冷却相对应同步进行。
为了使用最佳供水量和提高冷却精度,在国内外普遍采用了计算机控制的层流冷却设备,以满足轧制速度日益提高、产量大幅增加的需要,同时也保证了产品的质量。
在使用层流冷却装置进行温度控制的过程中,影响温降的因素很多,所以要求层流冷却装置的上、下喷水段及喷水冷却组的水量和水压相对稳定,供水总管的压力与流量也要相对稳定。
其次,要求侧喷水、辊道的冷却水等的水压和流量也要相对稳定。
这样才能尽可能减少层流冷却的变化因素。
为了保证水压的稳定,现在热轧厂广泛采用的是机旁高位水箱型式,采用这种方式可以在层流冷却集管频繁开闭和供水水源压力波动的情况下稳定集管压力。
水量的大小根据轧制的钢种、带钢厚度、轧制速度以及卷取温度控制要求采用计算机来精确控制。
3 主要工艺参数某热轧厂带钢层流冷却装置布置在F6机架与现有卷取机之间,冷却段长度为 62.4 m,由12段组成,前9组为粗冷段,后3组为精冷段,层流冷却系统布置如图1所示。
·年产量:243.75万t;·小时产量:530 t;·最高轧机速度:11 m/s(最高卷取速度为15 m/s);·最大卷重:23 t;·卷对卷最短间歇时间:15 s;·终轧温度范围:820°C~950°C;2004年第1期 钢 铁 技 术 · 17 · ·卷取温度范围:520°C~750°C;·有效冷却宽度:1300 mm;·上部冷却水对带钢表面的冲击压力:0.085 MPa,下部冷却水对带钢表面的冲击压力:0.060 MPa; ·侧喷水压力:1.2 MPa。
图1 层流冷却系统布置图根据上述工艺参数,利用仿真软件对不同钢种和规格带钢的层流冷却用水量进行了仿真计算,综合考虑仿真计算结果及现场实际情况,最终确定层流冷却瞬时最大用水量为6500 m 3/h;补水量为m 3/h;侧喷最大用水量为65 m 3稳定,供水,水箱容积共计143 m 3。
4 设备组成及结构下喷射集管装置、侧喷装置几部分组成。
1)上部层流冷却装置,共有12水。
1~9组为粗冷段,10~12组每根集管喷水量45.36 m 3水量22.7 m 3冷却水量为3250 m 3/h。
每根层流集管用一个阀组来控制,每个阀组包括一个手动阀门和一个气动阀门。
冷却过程中根据带钢终轧温度和卷取温度大小及不同钢种的冷却过程,通过计算机控制每根层流集管上的气动阀门来实现给水或关闭。
上部层流冷却装置中全部冷却水均由机旁高位水箱供给,见图2。
每组冷却装置以组为单元,安装在一个整体框架上,每个框架通过一个液压缸驱动,可以使每组上部层流冷却装置整体向机旁水箱侧倾翻75°,以便于检修和事故处理。
上部层流冷却装置各组由液压缸倾翻时,各回转部位均设计有带回转接头的管座。
这是用来连接管架框架与供水管路的,是为了满足倾翻框架的需要而设计的,见图2。
上喷集管上每根鹅颈管的底部都装有节流孔板,如图3所示。
2)下喷射集管装置,共有12个冷却组,分别布置在热输出辊道下方,每根喷射集管安装在两个辊道之间的辊缝处,提供带钢下表面冷却水。
1~9组为粗冷段,10~12组为精冷段,每根喷射集管为一个控制单元,每个控制单元用一个阀组来控制,每个阀组包括一个手动阀门和一个气动阀门,用来控制管路开、闭与喷水。
根据冷却工艺的具体要求,可以与相应上喷冷却组同步喷出冷却水,也可以单独控制给水。
其结构及布置见图2。
粗调组每根喷射集管喷水量22.7 m 3/h;精调组每根喷射集管喷水量22.7 m 3/h;下喷射集管装置最大的总供应冷却水量为3250 m 3/h。
机旁高位水箱94.68m62.4m 7.5m20.43mDC1DC2DC31 2 3 4567891011127.4m7.5m EDT 5.2m1 658.1m11.85m· 18 · 钢 铁 技 术 2004年第1期 3)侧喷装置,在上部层流冷却装置每个冷却段之间安装有一组侧喷装置,共有13个侧喷装置。
侧喷的目的是为了提高每组上部层流集管的冷却效率,将带钢上表面的冷却水截挡在指定的区域内。
当冷却水吸收一定热量之后,用1.2 MPa 的压力水吹掉带钢上表面上积聚的高温水,同时新流下的低温冷却水又布满带钢表面,侧喷装置是层流冷却装置不可缺少的组成部分。
在层流冷却系统的入口和出口分别安装压缩空气吹扫装置,用来吹扫带钢上表面上的渣质与雾气,保证热金属检测器(HMD)和红外测温仪的可靠运行。
整个侧喷装置最大喷水量为65 m 3/h,水温在40°C 以下。
在侧喷装置中,每个侧喷嘴的供水管路中均安有一个手动阀门和一个气动阀门,这也是用来控制侧喷各管路供水的。
图3 上喷集管断面图5 层流冷却水力学计算某热轧厂层流冷却水的流经过程为,水厂输送来的冷却水经厂外高位调量水箱、进入厂内主管道、支管和快速启闭蝶阀进入机旁高位水箱,压力稳定的冷却水流出机旁高位水箱经快速启闭蝶阀进入上、下集管,然后流出鹅颈管,实现对带钢的冷却。
流经集管的水量大小在安装时靠调节一个手动阀门的开口度来确定;压力靠机旁高位水箱来稳定。
上集管出水口到带钢表面的距离为1720 mm,下喷射集管装置的下集管出水口到带钢下表面距离为 150 mm。
通过以下计算可以看出我们设计的层流冷却装置冷却水处于层流状态,满足实际工况要求。
1)上集管计算:根据圆形管道的层流判别公式:Re=v×d/ν<Re k式中:V―鹅颈管出水的流速;d―鹅颈管直径;ν=0.73×10–6;Re k -临界雷诺数,在带钢层流冷却系统中,其冷却水通过圆形鹅颈管的临界雷诺数,Re k ≤ 30000。
通过计算,Re<30000,在本层流冷却系统中,冷却水处于层流状态,能满足实际工况要求。
这里只说明了在这种流速下冷却水处于层流状态,并没有说明这种结构、工况下冷却水在出水口处能达到这个流速。
冷却水从上集管流出来后,作初速度为出口速1.72 m 后的速度可以1+P 1/γ+V 12/2g=Z 2+P 2/γ+V 22/2g+h w 1=0,Z 2=0,P 2=0。
1-h w =(V 22-V 12)/2g (1)又根据动量方程:∑F=ρQ (V 2-V 1) (2) ”h ”:∑F×h=ρQ (V 2-V 1)×h (3)通过(1)、(3)式可以推出速度V 2: V 2=(2 ρQh/m)-V 1 (4) 式中Q-流量;m-流出水的质量;h-冷却水下降的距离;V 1-出口速度;V 2-冷却水接触带钢表面的速度。
根据连续性方程可以求出层流水与带钢接触时冷却水柱的直径 d 为: A 1×V 1=A 2×V 2A 2=(A 1×V 1)/V 2 (5)d 2=A 2/0.785(转40页)· 40 · 钢 铁 技 术 2004年第1期式中计算的关联度为平权关联度,即各关联系数的平均值。
考虑了权重后的关联度依次为 0.70;0.59;0.83。
显然,竞争力由强至弱的顺序为C公司;W公司;B公司。
显然,上述判断工程公司竞争力的九个因素是互相关联也都是非常重要的指标。
它们是工程公司提高市场竞争力的着眼点。
不管是可以度量还是不可以度量的指标,都是引导我们发展的路标,其最终目的是不断提高我们的竞争力,将对手甩在后面。
从竞争力结构分析来看,开发核心竞争力与有效的管理是分不开的。
管理模式在一定程度上决定了核心竞争力的性质。
因此,工程公司应该用积极的管理作为理性培育核心竞争力的有效手段。
(收稿日期:2003-09-09)~·~·~·~·~·~·~·~·~~·~·~·~~·~·~·~~·~·~·~~·~·~·~·~(接18页)根据圆形管道的层流判别公式,我们可以知道冷却水在与带钢接触时的液流状态是否在层流区域内。
Re=v×d/ν < Re k≤ 30000通过计算,冷却水在与带钢接触时的液流状态是在层流区域内。
提高冷却效率的重要条件之一是冷却水必须具备足够的动能来冲破带钢表面的水蒸汽膜,实现强化冷却。
另一方面其动能又不能过大(速度大了达不到层流条件会转变为紊流),以免冷却水打在带钢表面反弹起来,降低冷却效果。
从实践中我们知道,兼顾层流状态和必要的动能两个因素,一般取上集管出口到带钢表面的距离为1720 mm左右比较适当。
2)下集管计算:根据圆形管道的层流判别公式:Re=v×d/ν< Re k式中:V―下喷管出水的流速;d―下喷管直径;ν=0.73×10–6;Re k-临界雷诺数,在带钢层流冷却系统中,冷却水通过圆形鹅颈管的临界雷诺数,Re k≤ 30000。