焊接工艺卡
- 格式:doc
- 大小:70.50 KB
- 文档页数:2
焊接工艺卡
NFHG-HJ-AE-0001单位名称:使用工程名称:
焊接部位:底板焊接方法:手工焊
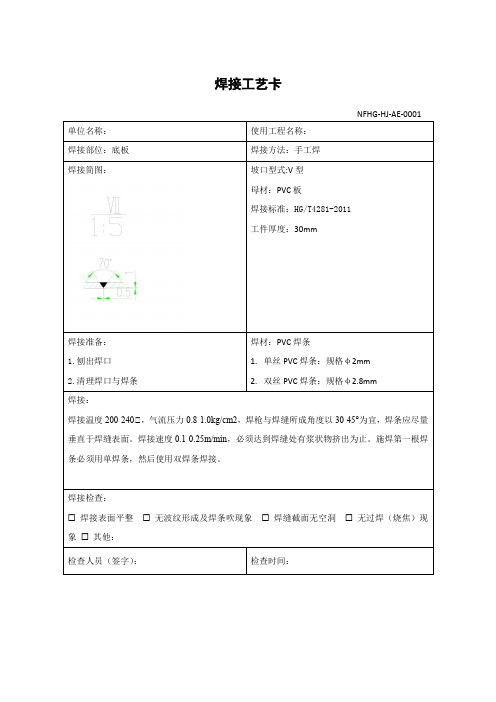
焊接简图:坡口型式:V型
母材:PVC板
焊接标准:HG/T4281-2011
工件厚度:30mm
焊接准备:
1.刨出焊口
2.清理焊口与焊条焊材:PVC焊条
1.单丝PVC焊条:规格φ2mm
2.双丝PVC焊条:规格φ2.8mm
焊接:
焊接温度200-240℃,气流压力0.8-1.0kg/cm2,焊枪与焊缝所成角度以30-45°为宜,焊条应尽量垂直于焊缝表面。
焊接速度0.1-0.25m/min,必须达到焊缝处有浆状物挤出为止。
施焊第一根焊条必须用单焊条,然后使用双焊条焊接。
焊接检查:
☐焊接表面平整☐无波纹形成及焊条吹现象☐焊缝截面无空洞☐无过焊(烧焦)现象☐其他:
检查人员(签字):检查时间:
焊接工艺卡焊接简图:。

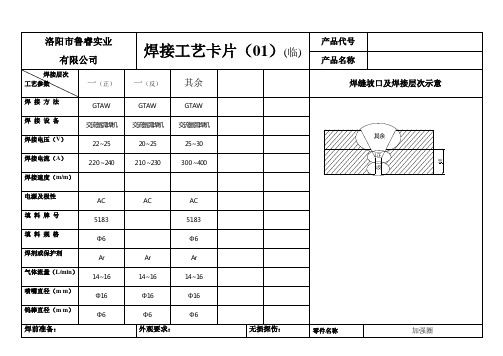
焊接工艺卡接头简图:焊接工艺程序焊接工艺卡编号J20180011.清理坡口2.定位焊按焊接工艺3.外观检查按规定% Ⅱ(按设计要求,如设计未说明依据相关规范标准执行)图号接头名称管道接头接头编号焊接工艺评定报告编号Y2016007焊工持证项目GTAW-FeⅡ-6G-3/108-Fefs-02/10/12SMAW-FeⅡ-6G(K)-9/108-Fef3j检验序号本厂监检单位第三方或用户母材代号20G厚度mm~10焊接方法或焊接工艺GTAW 焊缝金属厚度mm≤10其余焊接位置6G层-道焊接方法填充金属焊接电流电弧电压,V焊接速度,cm∕min线能量kj∕cm施焊技术摆动牌号直径极性电流(A)预热温度(℃)常温根部GTAW ER50-6 直流正接100~120 11~12 7~9 / 道间温度(℃)/ 其余GTAW ER50-6 直流正接110~130 12~13 6~8 / 焊后热处理/后热钨极直径喷嘴直径脉冲频率脉宽比(%)气体成分Ar 气体流量正面8-10L/min背面编制项光元日期审核王雅玮日期批准高栋日期焊接工艺卡接头简图:焊接工艺程序焊接工艺卡编号J20180021.清理坡口2.定位焊按焊接工艺3.外观检查按规定% Ⅱ(按设计要求,如设计未说明依据相关规范标准执行)图号接头名称管道接头接头编号焊接工艺评定报告编号Y2016008焊工持证项目GTAW-FeⅡ-6G-3/108-Fefs-02/10/12SMAW-FeⅡ-6G(K)-9/108-Fef3j检验序号本厂监检单位第三方或用户母材代号20G厚度mm12~24焊接方法或焊接工艺GTAW 焊缝金属厚度mm≤6 SMAW ≤18焊接位置6G层-道焊接方法填充金属焊接电流电弧电压,V焊接速度,cm∕min线能量kj∕cm施焊技术摆动牌号直径极性电流(A)预热温度(℃)常温 1 GTAW ER50-6 直流正接110~130 11~12 6~8 / 道间温度(℃)/ 2~3 SMAW ER5015 直流反接100~120 24~26 8~10 / 焊后热处理/ 4~5 SMAW ER5015 直流反接110~130 25~27 6~8 / 后热钨极直径铈钨Ф喷嘴直径12脉冲频率脉宽比(%)气体成分Ar 气体流量正面8-10L/min背面编制项光元日期审核王雅玮日期批准高栋日期焊接工艺卡接头简图:焊接工艺程序焊接工艺卡编号J20180031.清理坡口2.定位焊按焊接工艺3.外观检查按规定% Ⅱ(按设计要求,如设计未说明依据相关规范标准执行)图号接头名称管道接头接头编号焊接工艺评定报告编号Y2016009焊工持证项目GTAW-FeⅢ-6G-3/159-Fefs-02/11/12SMAW-FeⅢ-6G(K)-9/159-Fef3j检验序号本厂监检单位第三方或用户母材代号12Cr1MoVG厚度mm~8焊接方法或焊接工艺GTAW 焊缝金属厚度mm≤8焊接位置6G层-道焊接方法填充金属焊接电流电弧电压,V焊接速度,cm∕min线能量kj∕cm施焊技术摆动牌号直径极性电流(A)预热温度(℃)常温 1 GTAW ER55-B2-MnV 直流正接90~110 11~12 7~9 / 道间温度(℃)/ 2 GTAW ER55-B2-MnV 直流正接100~120 12~13 6~8 / 焊后热处理/后热钨极直径铈钨Ф喷嘴直径12脉冲频率脉宽比(%)气体成分Ar 气体流量正面8-10L/min背面编制项光元日期审核王雅玮日期批准高栋日期焊接工艺卡接头简图:焊接工艺程序焊接工艺卡编号J20180041.清理坡口图号2.定位焊按焊接工艺3.外观检查按规定% Ⅱ(按设计要求,如设计未说明依据相关规范标准执行)接头名称管道接头接头编号焊接工艺评定报告编号Y2016010焊工持证项目GTAW-FeⅢ-6G-3/159-Fefs-02/11/12SMAW-FeⅢ-6G(K)-9/159-Fef3j检验序号本厂监检单位第三方或用户母材代号12Cr1MoVG厚度mm7~14焊接方法或焊接工艺GTAW 焊缝金属厚度mm≤6 SMAW ≤8焊接位置6G层-道焊接方法填充金属焊接电流电弧电压V焊接速度cm∕min线能量kj∕cm施焊技术摆动牌号直径极性电流(A)预热温度(℃)250℃(200℃) 1 GTAW TIG-R31 直流正接110~130 11~12 6~8 / 道间温度(℃)≥200℃(250℃) 2 SMAW R317 直流反接100~120 25~26 8~10 / 焊后热处理/后热钨极直径铈钨Ф喷嘴直径12脉冲频率脉宽比(%)气体成分Ar 气体流量正面8-10L/min背面编制项光元日期审核王雅玮日期批准高栋日期焊接工艺卡接头简图:焊接工艺程序焊接工艺卡编号J20180051.清理坡口2.定位焊按焊接工艺图号接头名称管道接头3.外观检查按规定% Ⅱ(按设计要求,如设计未说明依据相关规范标准执行)接头编号焊接工艺评定报告编号Y2016011焊工持证项目GTAW-FeⅢ-6G-3/159-Fefs-02/11/12 SMAW-FeⅢ-6G(K)-9/159-Fef3j检验序号本厂监检单位第三方或用户母材代号12Cr1MoVG厚度mm16~44焊接方法或焊接工艺GTAW焊缝金属厚度mm≤6 SMAW ≤38焊接位置6G层-道焊接方法填充金属焊接电流电弧电压V焊接速度cm∕min线能量kj∕cm施焊技术摆动牌号直径极性电流(A)预热温度(℃)250(200) 1 GTAW TIG-R31 直流正接120~140 11~12 6~8 / 道间温度(℃)≥200(250) 2 SMAW R317 直流反接110~120 25~26 6~8 / 焊后热处理720~750℃ 3 SMAW R317 直流反接140~160 28~30 8~12 / 后热钨极直径铈钨Ф喷嘴直径12脉冲频率脉宽比(%)气体成分Ar 气体流量正面8-10L/min背面编制项光元日期审核王雅玮日期批准高栋日期。

焊接工艺卡标准范文一、背景介绍焊接工艺卡是制定焊接工艺的重要文件,它规定了焊接工艺参数和操作要求,能够指导焊接操作人员正确进行焊接工作。
本文将以标准格式给出焊接工艺卡的范文。
二、焊接工艺卡的格式焊接工艺卡应按照以下格式编写:1. 标题:焊接工艺卡2. 项目编号:(填写具体的项目编号)3. 项目名称:(填写具体的项目名称)4. 编制单位:(填写具体的编制单位)5. 审核单位:(填写具体的审核单位)6. 有效期限:(填写具体的有效期限)三、焊接工艺卡内容范文下面是一个焊接工艺卡的内容范例:项目编号:XXX项目名称:XXX焊接工艺卡编制单位:XXX公司审核单位:XXX公司有效期限:20XX年至20XX年焊接工艺参数:1. 焊接方法:氩弧焊2. 电流:100A3. 电压:20V4. 焊接速度:10cm/min5. 焊接材料:焊条(牌号:XXX)6. 补偿电流:无操作要求:1. 准备工作:将焊接材料准备妥当,清理焊接表面,确保无杂质和油污。
2. 焊接设备:根据规定使用氩弧焊机进行焊接。
3. 焊接位置:根据实际需要确定焊接位置。
4. 焊接接头:将需要焊接的两个接头正确对准。
5. 焊接过程:在预设电流和电压的情况下,保持恒定的焊接速度进行焊接。
6. 焊接质量检查:完成焊接后,对焊缝进行质量检查,确保无焊疤和气孔。
四、总结焊接工艺卡是进行焊接工作的重要指导文件,它规定了焊接工艺的参数和操作要求。
本文给出了焊接工艺卡的标准范文,希望能对焊接工作者编制焊接工艺卡提供参考和指导。
注:文章中所涉及的具体项目名称、公司名称和参数仅为范例,实际应根据具体情况进行修改。

焊接工艺卡模板(用于金属管道)
1. 概述
本文档为焊接工艺卡的模板,适用于金属管道的焊接工艺。
焊接工艺卡是记录和指导焊接过程的重要文档,用于确保焊接质量和安全性。
2. 焊接工艺卡信息
2.1 管道信息
- 管道材质:
- 管道直径:
- 管道厚度:
- 焊接位置:
- 管道编号:
2.2 焊接材料
- 焊条/电极:
- 气体保护剂:
- 辅助材料:
2.3 焊接工艺参数- 焊接电流:
- 焊接电压:
- 焊接速度:
- 焊接温度:
- 焊接时间:
2.4 焊接设备
- 焊接机型:
- 焊接枪型号:
- 备用设备:
2.5 焊接人员
- 焊接操作员:
- 监督员/质检员:
3. 焊接工艺步骤1. 准备工作:
- 清洁管道表面
- 安装焊接设备
- 准备焊接材料
2. 焊接步骤:
- 确定焊接位置和方法- 开始预热
- 进行焊接
- 控制焊接参数
- 完成焊接
3. 后续工作:
- 进行焊缝检查
- 清理焊接区域
- 记录焊接参数和结果
4. 安全措施
- 确保焊接区域通风良好- 戴好个人防护装备
- 确保焊接设备正常运行- 遵守焊接操作规程
5. 质量控制
- 进行焊缝检查和尺寸测量
- 检查焊接质量符合规范和要求
- 记录焊接质量结果和问题
以上是焊接工艺卡模板的内容。
根据具体情况填写相应信息,确保焊接过程与质量可控可追溯。

焊接工艺卡标准模板关键信息项:焊接工艺卡编号: ____________________________产品名称: ______________________________图号: ______________________________材料牌号及规格: ______________________________焊接方法: ______________________________焊接材料型号及规格: ______________________________焊接位置: ______________________________焊接电流: ______________________________焊接电压: ______________________________焊接速度: ______________________________气体流量: ______________________________预热温度: ______________________________层间温度: ______________________________后热温度及时间: ______________________________焊前准备: ______________________________焊接顺序: ______________________________检验标准: ______________________________备注: ______________________________1、目的11 明确焊接工艺参数确保焊接质量满足设计和使用要求111 规范焊接操作流程保证生产安全提高工作效率2、适用范围21 适用于本公司所有需要进行焊接的产品包括但不限于钢结构件机械设备零部件管道等211 确保焊接工艺卡中所列各项参数适用于具体产品并符合相关国家标准或行业标准3、引用文件31 GB/T 5117 钢焊条311 GB/T 8110 气体保护电弧焊用碳钢低合金钢焊丝312 GB/T 3669 钨极惰性气体保护焊用焊丝4、定义与缩略语41 定义411 焊接工艺卡: 记录焊接作业所需各项技术参数及操作要求的文件412 焊接位置: 根据焊缝相对于焊工的位置将焊接分为平焊立焊横焊仰焊等几种方式413 焊接材料: 包括焊条焊丝焊剂等用于填充金属间隙形成焊缝的材料5、工艺要求51 焊前准备511 清理母材表面去除油污锈迹氧化皮等杂质512 检查焊接设备确保其处于良好工作状态513 准备好所需焊接材料并按要求烘干处理514 对需要预热的焊件进行预热处理并控制预热温度在规定范围内515 按照图纸和技术文件要求确定焊接顺序516 对于多层多道焊应控制每层每道焊接后的层间温度517 对于需要后热处理的焊件应在焊接完成后立即进行后热处理并控制后热温度及保温时间6、操作步骤61 装配定位611 将零件按图纸要求装配固定防止焊接过程中发生位移变形612 使用定位焊固定零件位置但定位焊长度间距及厚度需符合相关标准要求7、检验方法71 外观检查711 在自然光线下目测焊缝外观是否光滑平整无裂纹气孔夹渣等缺陷712 使用焊缝规测量焊缝尺寸是否符合图纸要求713 对于重要部位还需使用放大镜进行更细致地检查714 若发现外观不合格则需返修直至合格为止715 无损检测716 根据产品特点选择合适的方法如磁粉探伤渗透探伤超声波探伤射线探伤等717 按照相应标准评定检测结果判断焊缝内部是否存在缺陷718 若发现内部缺陷则需采取补焊或其他措施消除缺陷并重新进行无损检测直至合格为止8、注意事项81 焊接环境811 确保焊接区域通风良好防止有害气体积聚812 控制焊接环境温度湿度避免对焊接质量产生不利影响813 在室外作业时应采取防风防雨措施814 劳动保护815 焊工应穿戴专用防护用品如防护服防护眼镜面罩手套等816 避免长时间连续作业定期休息防止疲劳过度817 焊接完成后应及时清理现场防止火灾事故发生818 对于易燃易爆物品应远离焊接区域存放819 焊接参数调整820 在实际操作中若发现原定焊接参数无法满足质量要求时可适当调整但需记录调整前后参数对比效果以供后续参考821 记录保存822 填写完整焊接工艺卡并将原件存档备查823 对于重要项目还应制作焊接工艺评定报告详细记录试验过程结果分析结论建议等内容824 定期对焊接工艺卡进行评审修订确保其始终符合最新标准要求。
焊接工艺卡1. 引言焊接工艺卡是一种重要的技术文档,用于记录焊接工艺的基本信息、步骤、参数和相关要求。
它对于焊接过程的规范和控制具有重要意义。
本文将介绍焊接工艺卡的内容和编写要点。
2. 焊接工艺卡的内容焊接工艺卡包括以下内容:2.1 项目描述在项目描述中,应明确说明所要焊接的对象,例如是金属构件、管道还是其他类型的材料。
2.2 焊接材料该部分列出了焊接所使用的材料,包括母材、焊条/焊丝等信息。
对于不同类型的焊接,所使用的焊接材料也有所不同。
因此,在焊接工艺卡中要准确记录所用材料的规格、型号和品牌。
2.3 焊接设备焊接设备是焊接过程中必不可少的工具。
需要在焊接工艺卡中详细描述所使用的焊接设备,包括焊机、焊接枪、气体罐等。
同时,需要记录设备的型号、品牌和技术参数,以确保设备的正常运行和焊接质量的稳定性。
2.4 焊接工艺参数焊接工艺参数是焊接过程中需要进行调控的参数。
在焊接工艺卡中要记录焊接电流、电压、速度、预热温度、焊层厚度等重要参数。
这些参数的选择和控制对于焊缝质量和焊接强度的影响非常大,因此需要在焊接工艺卡中详细记录。
2.5 焊接步骤焊接步骤是按照焊接顺序描述的工艺过程。
需要详细记录每个焊接步骤的操作要求,包括焊接位置、焊接方式、焊接速度等。
这些步骤的准确执行能够保证焊接质量和工作安全。
2.6 质量要求质量要求是焊接过程中需要满足的要求。
包括焊缝的外观质量、尺寸偏差、焊缝强度等方面。
应参照相关标准和规范,明确质量要求,并在焊接工艺卡中进行记录。
2.7 检测和验收检测和验收是确保焊接质量合格的重要环节。
在焊接工艺卡中需要明确检测方法、检测标准和验收标准,并记录检测结果。
这样可以方便质量检验人员对焊缝进行评估和验收。
3. 焊接工艺卡的编写要点3.1 明确表达在编写焊接工艺卡时,应使用简洁明了的语言,确保表达准确。
尽量避免使用术语过多或者晦涩难懂的表达方式,使工艺卡易于理解和操作。
3.2 细节完备焊接工艺卡需要提供详细的信息,确保焊接过程的准确性和稳定性。