刀具半径补偿功能应用中的常见错误及对策_池金环
- 格式:pdf
- 大小:147.52 KB
- 文档页数:4

数控刀具补偿的有关问题探究在数据加工中,由于道具的半径不同,会产生一定的误差,所以就需要刀具补偿功能。
合理的对刀具补偿进行灵活运用这就就可以根据实际运用中的不同刀具的尺寸,来调整自己对应的坐标移动量,大大提高了数据加工的质量,也简化了编程的难度。
本篇文章旨在通过讨论数据刀具补偿在实际应用中存在的问题并提出相应解决办法。
标签:数控;刀具补偿;解决办法0 引言刀具补偿已被广泛应用于数据加工中,与此同时,在实际工作中也存在很多的问题,也存在很大的探索空间。
提高工作效率,提升产品质量是数控加工的目标所在,刀具补偿在应用中避免了种种问题,为这一目标奠定了基础。
1 数控刀具的特点1.1 切削性能稳定一般情况下生产都是以刀具的耐用程度来判断刀具的优劣。
这里面说的刀具耐用程度就是刀具的切削性。
对于相同的零件来说,因为刀具的使用材料不可能是完全相同的,并且有另外的不确定外部因素,就更难保证刀具的耐用程度。
在数控应用中,应该有相应的标准来体现切削性,研究表明,当耐用程度的随机变量处于正态分布时,刀具只有百分之五十的可靠性。
1.2 可靠排屑刀具的好坏还取决于排屑控制。
在数控起床上都装置着很多的刀具,因此排屑量也是很大的。
比如在切削金属时,就要保证排屑没有缠在刀具上。
为了保证工作人员的安全,在工作中要保证切削不要四处飞溅,从而对零件造成伤害,进一步影响工作,也加大了清理工作。
因此,可以相应选择合适刀具,或采用间隙切削效果。
1.3 高精度数控应用中,对刀具的尺寸要求是很高的,也对应不同的尺寸形状大小,数控刀具在这方面具有较高的精度。
同时,还可以调整相应的补偿值。
2 刀具半径补偿概述顾名思义,刀具半径补偿能够自动判断刀具中心轨迹,对刀具半径补偿值的控制就能进一步确定刀具的尺寸。
在编程过程中不用再重新计算各个点的坐标具体值,这就避免了刀具的直径变化时,还需要重新编程计算坐标。
刀具半径补偿大大减少了编程工作量。
3 刀具长度补偿概述刀具长度补偿只与Z坐标有关系,另外两个坐标上的编程不用再做出改变。
刀具半径补偿在CNC编程中的错误及正确应用发表时间:2019-07-02T10:05:50.383Z 来源:《河南电力》2018年23期作者:李荣辉[导读] 随着数控技术的不断发展,数控机床越来越广泛地运用到各类机械制造行业。
(广东长盈精密技术有限公司广东东莞 523000)摘要:在CNC编程中,合理地引入刀具半径补偿,可以使刀具轮廓轨迹的处理变得更简单。
但是,由于使用刀具半径补偿要遵循很多相应法则,因此造成一些编程员刻意避开使用刀具半径补偿。
本文将从以下几个方面对刀具半径补偿在实际应用中出现的错误加以分析,并给出一些有益的建议,希望能够提供解决此类问题的一些基本方法和思路。
关键词:刀具半径补偿;编程;应用随着数控技术的不断发展,数控机床越来越广泛地运用到各类机械制造行业。
数控机床的运行必须按事先编制好的加工程序运行。
因此,程序编制的质量直接影响到加工零件的质量要求。
零件程序的编制,除根据零件图的形状、尺寸、材料及技术要求确定加工工艺过程、工艺参数、切削用量及位移数据外,还应考虑各基点的计算繁易以及数控系统的功能,尤其对数控铣床、加工中心等使用带有半径的刀具的机床,为简化计算,其编程往往要以刀具中心为编程轨迹,但计算各轨迹基点又会带来大量的、复杂的计算过程.为解决这问题,数控机床大多备有刀具半径补偿功能,以减轻计算难度.但是,刀具半径补偿在使用方面有着许多特殊的要求,本文总结多年来的实际经验,从以下几个方面进行简单分析。
一、刀具半径补偿含义数控机床在加工过程中,它所控制的是刀具中心的轨迹,为了方便起见,用户总是按零件轮廓编制加工程序,因而为了加工所需的零件轮廓,在进行内轮廓加工时,刀具中心必须向零件的内侧偏移一个刀具半径值;在进行外轮廓加工时,刀具中心必须向零件的外侧偏移一个刀具半径值。
如图3-25所示。
这种根据按零件轮廓编制的程序和预先设定的偏置参数,数控装置能实时自动生成刀具中心轨迹的功能称为刀具半径补偿功能。

题目浅析数控铣削中刀具的半径补偿功能摘要:在数控铣床中用手动程序加工工件时,刀具半径补偿功能在工件轮廓铣削中的应用,可以大大简化程序,在数控铣削中表现出较大的优越性,本文介绍了刀具半径补偿功能在铣削中的原理、应用方法并浅分析相关注意事项。
关键词:数控铣削;刀具;半径补偿在数控铣削中,不同的加工内容通常是铣削面由刀具中心的运动轨迹编程,铣削槽通常由关键槽的中心线编程,孔的加工是通过根据孔的中心点计算坐标来编程的,由于使用刀具半径补偿功能对程序进行编程似乎很复杂,因此数控铣削将工件的轮廓曲线描述为刀具中心的运动轨迹,以简化程序,从而允许数控系统在铣削过程中处理刀具的中心偏移,并需要刀具半径补偿功能。
1刀具半径补偿概述在数控铣削中,数控系统根据刀具半径补偿指令和偏移量自动调整刀具相对于工件轮廓的移动方向以及刀具中心相对于编程轮廓的偏移。
刀具半径补偿功能指令为G41\G42\G40。
G41:刀具半径左补指令,即在铣削过程中,刀具沿工件轮廓曲线左侧进给。
从进给运动方向看,刀具中心相对轮廓曲线向左偏移;G42:刀具半径向右补偿指令,即在铣削过程中,刀具沿工件轮廓曲线右侧进给。
从进给运动方向来看,刀具中心相对于轮廓曲线向右偏移。
使用G41或G42 的刀具补偿模式必须在正式铣削前建立,并在切削前做好准备; G40:取消刀具半径补偿指令,即刀具中心不对编程轮廓产生方向偏移,刀具中心与编程轮廓重合,削进给完成后才能进行补偿,刀具离开工件。
2刀具补偿的分类刀具补偿分为两种:刀具半径补偿、刀具长度补偿。
2.1刀具半径补偿CNC 程序基于零件加工轮廓创建。
由于刀具具有一定的半径,因此刀具点执行的路径不等于所需零件的实际轮廓,但必须偏移工件轮廓的刀具半径值,称为刀具半径补偿指令。
刀具半径左补偿:G41 G00/. G01 X_Y_Z_ _D_ _F_。
刀具半径右补偿:G42 G00/G01X_Y_Z_D_F_。
取消刀具半径补偿:G40 G00/G01X_Y_Z_。

数控铣床中刀具半径补偿的应用摘要:随着我国社会主义市场经济的发展,综合国力得到提升,我国的数控机床技术也得到了一定程度的推动,在数控铣床当中刀具中心与切割工件无法有效结合。
在实际的加工过程当中,刀具半径补偿的应用能够使得复杂的工作程序简化,促进工作效率。
本文针对数控铣床当中的刀具半径补偿的应用进行相应的分析,并针对相应的问题提出合理化建议。
前言在数控铣床的操作过程中,由于工件与刀具之间存在一定的轨迹差异,这使得在编程过程中应该注意刀心轨迹,增加了实际的编程难度。
刀具半径补偿的应用在很大程度上缓解了编程难度,提升了工作效率。
1.刀具半径补偿的用法和注意的问题刀具半径补偿的应用,是数控铣床的一大变革,提升了数控铣床的工作效率,并且简化了手工编程的繁琐程度,在一定的程度上创新了数控铣床的加工的模式。
在实际的数控铣床操作过程中应该注意编程的格式问题和有关使用过程的注意事项。
1.1编程格式数控铣床具有手工编程和自动编程功能,每一个编程方式控制的效果都不相同,要根据相应的铣削要求进行编程格式的调整。
其中数控铣床当中的铣削刀具半径补偿分为左补偿和右补偿两种模式,并且应该根据要求代码进行工具的选择。
据有关标准要求,道具中心沿着前进的方向进行运动,贴近零件的右边轮廓称之为刀具半径补偿的右补偿,当刀具沿着前进的方向进行运动的过程中,贴近轮廓的左边称之为刀具半径补偿的左补偿。
其中左补偿用G41定义,右补偿用G42定义,在不需要进行半径补偿时用G40进行取消补偿工作。
1.2注意事项1.2.1在刀具半径补偿的过程中,使用刀具补偿应该注意在之前刀具半径补偿取消的时候才能进行刀具半径补偿的操作。
1.2.2在进行刀具半径补偿的过程中应该注意在同一平面进行补偿操作。
在相应的补偿平面应该有相应的控制。
对零件进行刀具补偿的过程中,应该以G17控制XY补偿平面,以G18控制YZ补偿平面,以G19控制Xz补偿平面。
通过相应的指令进行操控。
研究与分析数控系统刀具半径补偿不当算法的研究Ξ唐学飞,周建来(连云港化工高等专科学校机械系,江苏连云港 222001)摘 要:以HC NC21H A(华中I型)数控铣床为例,由实际加工问题出发,指出了国内一些数控系统在进行C功能刀具半径补偿时,对缩短型转接所作的不当处理,并给出了解决这一问题的一些方案。
关键词:数控系统;刀具半径补偿;算法中图分类号:TG6159 文献标识码:A 文章编号:100724414(2001)0420001203 先进数控机床的全部或大部分数控功能都是由其系统软件实现的,而刀具半径补偿功能是数控系统的一个基本功能,因而刀具半径补偿功能的好坏对数控机床的质量非常重要。
根据刀具半径补偿时程序段间的转接方法的不同,可以将刀具半径补偿分为两种,一种是B功能刀具半径补偿,另一种是C功能刀具半径补偿。
较高档的数控系统(包括华中I型数控系统)都采用C功能刀具半径补偿,就是根据与实际轮廓完全一样的轨迹编程,直接计算出刀具中心轨迹交点的坐标值,然后再对原来的编程轨迹作伸长或缩短的修正[1]。
本文作者以华中I型数控铣床为例,提出了国内一些数控机床的系统软件在进行C功能刀具半径补偿中对转接处的不当的处理,从而导致加工误差加大,甚至出现数控超程、程序不能正常运行的问题。
分析导致这一问题的内在原因,并给出了解决方案。
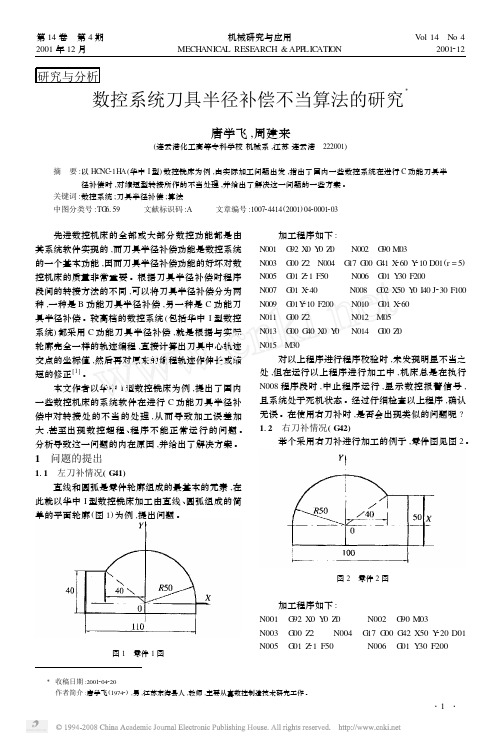
1 问题的提出111 左刀补情况(G41)直线和圆弧是零件轮廓组成的最基本的元素,在此就以华中I型数控铣床加工由直线、圆弧组成的简单的平面轮廓(图1)为例,提出问题。
图1 零件1图加工程序如下:N001 G92X0Y0Z0 N002 G90M03N003 G00Z2N004 G17G00G41X260Y210D01(r=5) N005 G01Z21F50 N006 G01Y30F200N007 G01X240 N008 G02X50Y0I40J230F100 N009 G01Y210F200 N010 G01X60N011 G00Z2 N012 M05N013 G00G40X0Y0N014 G00Z0N015 M30对以上程序进行程序校验时,未发现明显不当之处,但在运行以上程序进行加工中,机床总是在执行N008程序段时,中止程序运行,显示数控报警信号,且系统处于死机状态。
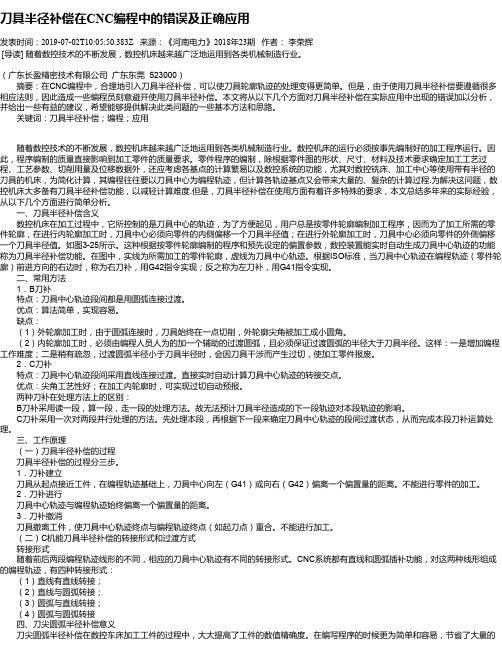
言1.刀具半径补偿的基本概念图1 加工中的刀具半径补偿2.在轮廓加工过程中,由于刀具总有一定的半径(如铣刀半径或线切割机的钼丝半径等),刀具中心的运动轨迹与所需加工零件的实际轮廓并不重合。
如在图1中,粗实线为所需加工的零件轮廓,点划线为刀具中心轨迹。
由图可见在进行内轮廓加工时,刀具中心偏离零件的内轮廓表面一个刀具半径值。
在进行外轮廓加工时,刀具中心又偏离零件的外轮廓表面一个刀具半径值。
这种偏移,称为刀具半径补偿。
3.采用刀具半径补偿的作用和意义数控机床一般都具备刀具半径补偿的功能。
在加工中,使用数控系统的刀具半径补偿功能,就能避开数控编程过程中的繁琐计算,而只需计算出刀具中心轨迹的起始点坐标值就可。
同时,利用刀具半径补偿功能,还可以实现同一程序的粗、精加工以及同一程序的阴阳模具加工等功能。
4.刀具半径补偿指令的使用方式根据ISO 标准规定,当刀具中心轨迹在编程轨迹前进方向的左边时,称为左刀补,用G41表示;刀具中心轨迹在编程轨迹前进方向的右边时,称为右刀补,用G42表示;注销刀具半径补偿时用G40表示。
2 刀具半径补偿过程1.刀具半径补偿建立:当输入BS缓冲器的程序段包含有G41/G42命令时,系统认为此时已进入刀补建立状态。
当以下条件成立时,加工中心以移动坐标轴的形式开始补偿动作。
1.有G41或G42被指定;2.在补偿平面内有轴的移动;3.指定了一个补偿号或已经指定一个补偿号但不能是D00;4.偏置(补偿)平面被指定或已经被指定;5.G00或G01模式有效。
2.补偿模式:在刀具补偿进行期间,刀具中心轨迹始终偏离编程轨迹一个刀具半径值的距离。
此时半径补偿在G00、G01、G02、G03情况下均有效。
3.取消补偿:使用G40指令消去程序段偏置值,使刀具撤离工件,回到起始位置,从而使刀具中心与偏程轨迹重合。
当以下两种情况之一发生时加工中心补偿模式被取消。
①给出G40同时要有补偿平面内坐标轴移动。
②刀具补偿号为D00。
数控车床加工中刀具半径补偿的应用作者:彭群来源:《科技与创新》2016年第19期摘要:刀具半径补偿在数控车床加工中发挥着极其重要的作用,不仅对保证零件轮廓的准确性和加工精度至关重要,还可以提高生产效率,降低技术人员的劳动强度。
简要探讨了数控车床加工中刀具半径补偿的应用,详细介绍和分析了有关刀具半径补偿各类型的应用,以期为其更好的应用提供参考。
关键词:刀具半径补偿;数控车床加工;编程;环形槽中图分类号:TG659 文献标识码:A DOI:10.15913/ki.kjycx.2016.19.098刀具半径补偿是数控车床上的重要组成部份,合理使用刀具半径补偿功能在数控加工中有非常重要的作用。
所谓“刀具半径补偿”,就是指在数控车床加工的过程中,为了方便起见,用户总是按零件轮廓编制加工程序。
为了加工所需的零件轮廓,在加工内轮廓时,刀具中心必须向零件的内侧偏移一个刀具半径值;在加工外轮廓时,刀具中心必须向零件的外侧偏移一个刀具半径值。
刀具半径补偿在数控车床的应用,在极大地方便了零件加工程序编制的同时,还能提高生产效率,降低技术人员的劳动强度。
本文简要探讨了数控车床加工中刀具半径补偿的应用,以期为其更好地应用提供参考和借鉴。
1 刀具半径补偿值的应用分析在带有环形槽零件的编程加工中,如果槽两边的曲线形状有差异,就应对它们进行编程加工。
一般来说,环形槽的宽带是比较小的,因此,在编程加工中,刀具半径的补偿顺序和加工起始点的位置确定都应与一般凹槽的编程加工有所不同。
以编程方式加工一般凹槽时,应先进给下刀,再在直线移动的过程中为道具建立相应的半径补充,接着再进入工件轮廓加工中第1个程序段,然后再对轮廓逐段加工,直至轮廓加工完毕。
最后,在直线的逐渐移动过程中,慢慢有效取消刀具半径的补偿,抬刀后即可完成整个加工过程。
通常情况下,环形槽的宽带都比较小,而对其进行编程加工时,铣刀会在一定程度上受到其直径的限制(槽宽通常仅比铣刀大1~2 mm)。
数控铣削加工中刀具半径补偿问题探讨摘要:使用立铣刀在数控铣床或数控加工中心上加工工件时,可以清楚看出刀具中心的运动轨迹与工件已加工轮廓不重合,在加工中就会产生很大的加工误差。
因此,实际加工时必须合理建立和灵活运用刀具补偿指令。
本文就数控铣床加工中如何应用刀具半径补偿作一些探讨。
关键词:刀具半径补偿刀具补偿指令加工误差1 数控铣床刀具补偿原理刀具半径补偿即根据按零件轮廓编制的程序和预先设定的偏置参数,实时自动生成刀具中心轨迹的功能成为刀具半径补偿功能。
用铣刀铣削工件的轮廓时,刀具中心的运动轨迹并不是加工工件的实际轮廓。
加工内轮廓时,刀具中心要向工件的内侧偏移一个距离;而加工外轮廓时,同样刀具中心也要向工件的外侧偏移一个距离。
由于数控系统控制的是刀心轨迹,因此编程时要根据零件轮廓尺寸计算出刀心轨迹。
注意到零件轮廓可能需要粗铣、半精铣和精铣三个工步,由于每个工步加工余量不同,因此它们都有相应的刀心轨迹。
另外刀具磨损后,也需要重新计算刀心轨迹,这样势必增加编程的复杂性。
为了解决这个问题,数控系统中专门设计了若干存储单元,存放各个工步的加工余量及刀具磨损量。
数控编程时,只需依照刀具半径值编写公称刀心轨迹。
加工余量和刀具磨损引起的刀心轨迹变化,由系统自动计算,进而生成数控程序。
进一步地,如果将刀具半径值也寄存在存储单元中,就可使编程工作简化成只按零件尺寸编程。
这样既简化了编程计算,又增加了程序的可读性。
根据ISO标准,沿刀具运动方向看,当刀具中心在工件轮廓右侧时,称为右刀补,用G42表示,反之称为左刀补,用G41表示。
加工中心、数控铣床的数控系统,刀具补偿功能包括刀具半径补偿、长度补偿等刀具补偿功能。
(1)刀具半径补偿(C4l、C42、G40)刀具的半径值预先存人存储器Dxx中,xx为存储器号。
执行刀具半径补偿后,数控系统自动计算,并使刀具按照计算结果自动补偿。
使用中需注意:建立、取消刀补时,即使用G41、G42、G40指令的程序段必须使用G00或G01指令,不得使用G02或G03,当刀具半径补偿取负值时,C4l和C42的功能互换。
摘要本文主要是关于数控铣削加工中刀具半径补偿问题的探讨。
刀具半径补偿是数控铣削加工中的常用功能,本文就数控铣削加工中刀具半径补偿的建立和取消、刀具半径补偿量的指定和计算方法、刀具半径补偿功能的应用等进行了介绍。
在数控铣床上进行工件轮廓的数控铣削加工时,由于存在刀具半径,使得刀具中心轨迹与工件轮廓(即编程轨迹)不重合。
如果数控系统不具备刀具半径自动补偿功能,则只能按刀心轨迹,即在编程时给出刀具的中心轨迹点划线轨迹。
在轮廓加工过程中,由于刀具总有一定的半径(如铣刀半径或线切割机的钼丝半径等),刀具中心的运动轨迹与所需加工零件的实际轮廓并不重合。
刀具半径补偿中出现的过切现象(即干涉)指的是在零件加工过程中,刀具按照程序设定的轨迹运动,由于使用了刀具补偿功能,在执行某些指令时,出现或可能出现刀具过渡切削零件的现象。
关键词:数控铣削;刀具半径补偿;探讨目录第一章刀具半径补偿功能的简介 (1)1.1一般编程方法 (1)第二章刀具半径补偿的编程方法和指令格式 (3)第三章刀具半径补偿计算 (4)3.1.刀具半径补偿原理 (4)3.2刀具半径补偿的相关问题 (5)第四章刀具半径补偿过程中应注意的问题 (11)4.1刀具半径补偿过程中的过切现象及其解决方法 (11)第五章刀具半径补偿功能的应用 (13)第六章结束语 (16)参考文献 (17)致谢 (18)第一章刀具半径补偿功能的简介在轮廓加工过程中,由于刀具总有一定的半径(如铣刀半径或线切割机的钼丝半径等),刀具中心的运动轨迹与所需加工零件的实际轮廓并不重合。
如在图1中,粗实线为所需加工的零件轮廓,点划线为刀具中心轨迹。
由图可见在进行内轮廓加工时,刀具中心偏离零件的内轮廓表面一个刀具半径值。
在进行外轮廓加工时,刀具中心又偏离零件的外轮廓表面一个刀具半径值。
这种偏移,称为刀具半径补偿。
1.1一般编程方法无论是车削还是铣削,在对轮廓加工时,用刀具半径补偿功能可以简化编程。
———————————————收稿日期:2012-10-22刀具半径补偿功能应用中的常见错误及对策池金环1,许超1,李军营2(1.天津机电职业技术学院 机械系,天津 300131;2.天津工程机械研究院,天津 300384) 摘要:刀具半径补偿是机械零件数控加工中的常用指令,也是实际应用中容易出错的功能之一。
结合实际加工中的常见错误,详细分析了刀具半径补偿功能在实际应用中的常见问题及解决办法,为提高对刀具半径补偿的理解及指令的执行提供了依据,同时也为刀补的正确应用提供了多种方法,使刀具半径补偿功能在加工中心中得到更好的发挥。
关键词:半径补偿;轮廓加工;数控编程中图分类号:TG659 文献标识码:A 文章编号:1006-0316 (2013) 03-0070-04刀具半径补偿功能是数控加工中最重要的参数设置,也是数控编程中较难掌握的内容之一。
在实际加工中,如果参数设置不当,经常会出现报警。
正确合理使用刀具半径补偿的功能可以简化编程,便于控制机械零件精度,也能更充分地发挥数控机床的效率。
1 刀具半径补偿功能铣削工件轮廓时,由于刀具半径的存在,刀具中心轨迹与工件轮廓总有一个偏移量,但是编程人员不必根据刀具半径人工计算刀具中心的运动轨迹,而是直接按零件图纸的轮廓进行轨迹编程。
假设刀具中心运动轨迹是沿工件轮廓运动的,而实际的刀具运动轨迹与工件轮廓有一个偏移量。
利用刀具半径补偿功能可以方便地实现这一转变,加工中心可以自动判别补偿的方向和补偿值的大小,自动计算出实际刀具中心轨迹,并按刀心轨迹运动[1]。
刀具半径补偿的过程共分三步[2],即刀补建立、刀补进行和刀补取消。
2 应用中常见错误及解决方法2.1 零件加工中常见错误在实际加工中,刀具半径补偿常见错误有以下几个方面:(1)编程时在建立刀具半径补偿后忘记取消刀具半径补偿。
(2)加工中心所用刀具半径与机床刀补表所输入值不一致。
(3)采用G01指令建立和取消刀补时先建立刀补后立即下刀,从而导致出错。
(4)左补偿与右补偿指令使用错误,导致外轮廓与内轮廓加工效果相反。
(5)在带有自动换刀装置的加工中心加工时,程序中的D 代码后数字没有与多个刀具的刀补寄存器号相对应,从而导致欠切或过切、甚至撞刀。
(6)刀具半径补偿的建立和取消时,其移动指令用G02和G03,系统报警并显示“刀补建立出错”。
2.2 常见错误的示例及解决方法(1)G41(径向刀补、刀具左偏)和G42(径向刀补、刀具右偏)都是模态代码,在程序中连续有效,用G40撤销刀补。
刀具半径补偿的建立是一个从无到有的渐变过程(图1),从起点处开始刀具渐渐向预定的方向偏移,到达该直线轨迹段的终点处时,刀具中心相对于终点产生一刀补值大小的法向偏移。
刀补撤销为刀具中心从最后一个偏置点向退刀点运动直至与编程轨迹重合的过程。
撤销半径补偿非常重要,加工完后若不撤销刀补,刀具中心始终与轮廓要求轨迹偏置一段距离,后续加工将会出错,可能导致零件报废。
从左向右或从右向左切换补偿方向时,要经过取消刀补后再切换。
图1 建立和取消刀补(2)加工前在加工中心的刀具表里半径参数处输入所用刀具的半径值,编程时用零件图的轮廓坐标作为编程轨迹,数控系统自动计算偏置半径的刀具中心轨迹。
如果因为换刀或其它原因导致实际所用刀具半径与参数表里输入数值不符,会出现如图2所示情况:①若参数表的半径补偿值R '大于刀具半径R ,则实际加工轮廓比零件要求轮廓大了(R '-R );②若参数表的半径补偿值R '小于刀具半径R ,则实际加工轮廓比零件要求轮廓小了(R -R ')。
图2 刀具半径大小与补偿值比较(3)当程序进入刀补进行阶段后,只能预先读入两段程序[3](程序段见O5163中N5、N6段),由于两端都只有Z 轴的移动,而Z 轴不是刀补平面的轴,刀具确定不了前进方向而直接移动到A 点,如图3所示。
O5163N1 G00 G54 G90 X10 Y35 N2 M03 S800 N3 G00 G43 H01 Z20 N4 G01 G42 D01 X0 Y23.816 N5 G01 Z5 F100 N6 Z-4 N7 X-13.75 N8 X-27.5 Y0 ……解决此问题的方法是在使用G01指令建立和取消刀补时建立刀补后的两段程序内应该有X 轴或Y 轴的移动。
修改后的程序如O5164,轨迹如图4所示。
O5164N1 G00 G54 G90 X10 Y35 N2 M03 S800 N3 G00 G43 H01 Z20N4 G01 Z5 F100N5 G01 G42 D01 X0 Y23.816 N6 X-13.75 N7 Z-4 N8 X-27.5 Y0 ……图3 下刀错误 图4 正确下刀(4)刀具半径补偿偏向的判断方法是从刀具中心向进刀方向看,刀具在工件左侧运行为左补偿,在工件右侧运行为右补偿[4]。
当加工同一尺寸的封闭轮廓时,如果左右补偿使用相反,就会出现如图5、图6所示的加工效果。
左、右补偿指令如下:左补偿指令:G01G41D01X27Y0G03X27Y0I-27右补偿指令:G01G42D01X27Y0G03 X27 Y0 I-27图5 左补(5)在带有自动换刀装置的加工中心加工时,程序中的D代码后数字必须与刀具的刀补寄存器号相对应。
在实际加工中,尤其是数控铣床,经常发生在刀具更换后而程序中D代码后的数字没有及时更改,这样有可能会发生过切或欠切、甚至撞刀等严重后果。
(6)刀具半径补偿的建立时,G41和G42只能在G00或G01状态下编入,不能与G02和G03等其他指令结合编入。
刀补取消时也只能在G01或G00状态下,而不能用G02或G03等,如果输入其他指令,系统报警并显示“刀补建立出错”。
3 刀补功能的应用以零件内轮廓(图7)的加工为例,零件内腔深4 mm,刀具为直径Φ10的立铣刀。
图7 轮廓编程实例可直接根据零件轮廓尺寸编程,不必计算刀具的中心轨迹[5]。
采用刀具半径补偿指令进行编程,其程序如O0416所示。
O0516N1 G00G54G90X0Y35N2 M03S800N3 G00G43H01Z5N4 G01Z-4F100N5 M08N6 G01G42D01X0Y23.816 (建立右刀补)N7 X-13.75N8 X-27.5 Y0N9 X-13.75 Y-23.816N10 X13.75N11 X27.5 Y0N12 X13.75 Y23.816N13 X0N14 G40 X0 Y35 (取消刀补)N15 G00 Z20N16 G00 X0Y0N17 G01 Z-4 F60N18 G01 G42 D01 X20 Y0 (建立右刀补)N19 G02 I-20N20 G01 X10 Y0N21 G02 I-10N22 G01 G40 X0 Y0 (取消刀补)N23 G00 X9.125 Y15.805N24 G01 G41 D01 X15.125 (建立左刀补)N25 G03 I-6N26 G01 G40 X0Y0 (取消刀补)N27 G00 X-9.125 Y15.805N28 G01 G41 D01 X-3.125 Y15.805(建立左刀补)N29 G03 I-6N30 G01 G40 X0Y0 (取消刀补)N31 G00 X-18.25 Y0N32 G01 G41 D01 X-12.25 Y0 (建立左刀补)N33 G03 I-6N34 G01 G40 X0Y0 (取消刀补)N35 G00 X-9.125 Y-15.805N36 G01 G41D01 X-3.125 Y-15.805 (建立左刀补)N37 G03 I-6N38 G01 G40 X0 Y0 (取消刀补)N39 G00 X9.125 Y-15.805N40 G01 G41 D01X15.125 Y-15.805 (建立左刀补)N41 G03 I-6N42 G01 G40 X0 Y0 (取消刀补)N43 G00 X18.25 Y0N44 G01 G41 D01 X24.25 Y0 (建立左刀补)N45 G03 I-6N46 G01 G40 X0 Y0 (取消刀补)N47 G00 Z20N48 M09 M05N49 M304 小结刀具半径补偿指令在数控编程时的正确应用,可以简化编程,刀具因磨损、重磨、换刀而引起直径改变后,不需要修改程序,只要改变刀具参数的半径值就可以继续完成加工。
实践证明,刀具半径补偿功能在机械零件加工中有非常明显的优点,灵活运用刀具半径补偿,可以大大提高机械产品的生产效率。
参考文献:[1]陈小怡. 数控加工工艺与编程[M]. 北京:清华大学出版社,2009.[2]稽宁. 数控加工编程与操作[M]. 北京:高等教育出版社,2010.[3]顾晔,楼章华. 数控加工编程与操作[M]. 北京:人民邮电出版社,2009.[4]于风丽. 数控加工中刀具半径补偿的应用研究[J]. 机械设计与制造,2011(7):183-185.[5]周天武,杨慧丽. 型腔加工中刀具半径补偿功能运用的常见错误及对策[J]. 机械工程师,2011(9):83-84.[6]单东伟. 数控车床加工中的刀具补偿应用[J]. 机械,2011,38(S1):95-96,101.[7]王甫. 刀具半径补偿在数控铣削加工中的作用[J]. 机械,2010,37(4):59-60,79.(上接第51页)的数量很少,而进行了超声波冲击的焊缝位错的密度大大提高,位错线相互缠结塞积,晶粒组织明显细化。
晶粒细化有助于提高焊接接头的疲劳强度,结合超声波产生的巨大的循环振动力与位错湮灭和增殖机制,可以解释冲击后焊缝的位错密度增大的原因。
3 结论本文研究了基于位错的超声波消除铝合金焊接残余应力的微观机理。
在此基础上进行了实验验证。
通过对实验数据和现象的分析,可以看出,通过冲击探头向材料表面输入高频的巨大的循环振动力,导致晶粒内部发生位错运动,产生大量新位错,位错密度大大增加,使材料表面晶粒均匀细化,残余应力的峰值降低,平均降低量83.93 MPa,平均消除率48.08%,残余应力得到释放。
从而验证了应用位错理论研究超声波消除焊接残余应力的准确性。
参考文献:[1]哈宽富. 金属力学性质的微观理论[M]. 北京:科学出版社,1983.[2]Hirth J P,Lothe J. Theory of dislocations (2nd edn) [M]. New York:John-wiley,1982.[3]郭可信. 金相学史话(6):电子显微镜在材料科学中的应用[J].材料科学与工程,2002(1):5-10.[4]F. R. N. Nabarro. Dislocations in a simple cubic lattice[J]. Proc. Phys. Soc. London,1947,59:256-272.[5]O. M. Braun,Y. S. Kivshar. Nonlinear dynamics of the Frenkel-Kontorova model[J].Phys. Rep.,1998,306:1-108. [6]R. E. Peierls. The size of a dislocation [J]. Proc. Phys. Soc. London,1940,52:34-37.[7]王少峰,刘瑞萍. BCC晶体中<100>{010}和1/2<111>{110}位错的芯结构及滑动机制研究[D]. 重庆:重庆大学,2010.[8]焦馥杰,茅鹏,沈瑜书. 振动时效机理研究[J]. 焊接学报,1992(3):171-174.[9]Daw son R,Moffat D G. V ibrato ry st ress relief: A fundamental study of its effect iveness[J]. Joural of Engineering M aterials and Technology,1980(4):245-248.[10]郑雪. 超声波消除铝合金焊接残余应力微观机理的研究[D].长春:长春工业大学,2012.[11]崔高健. 超声波消除铝合金焊接件残余应力的机理研究[J]. 机械,2009,36(1):75-78.。