刀具半径补偿功能的应用
- 格式:pptx
- 大小:503.47 KB
- 文档页数:38
加工中心刀具半径补偿编程举例在数控加工领域中,加工中心是一种重要的设备,它能够高效地完成各种零件的加工任务。
而刀具半径补偿编程则是加工中心中常用的编程技术之一,它可以帮助操作者实现更加精准的切削加工效果。
下面将通过一个举例来说明加工中心刀具半径补偿编程的应用。
假设我们需要加工一个圆形孔,直径为10mm,而刀具的半径为5mm。
首先,在进行刀具半径补偿编程之前,我们需要准备好工件和刀具,并将它们安装在加工中心上。
接下来,我们进入编程界面,在进行刀具半径补偿编程之前,首先需要设置刀具半径补偿的模式。
在加工中心上,常用的刀具半径补偿模式有G41和G42。
G41代表左刀具半径补偿,即刀具路径在实际轮廓的左侧,而G42代表右刀具半径补偿,即刀具路径在实际轮廓的右侧。
根据加工需求,我们选择合适的刀具半径补偿模式。
然后,我们需要定义刀具半径补偿的具体数值。
在加工中心编程中,刀具半径补偿的数值以D开头进行定义。
例如,D10代表刀具半径补偿为10mm,D-5代表刀具半径补偿为-5mm。
根据实际情况,我们设置刀具半径补偿为5mm。
接下来,我们需要定义刀具路径。
在加工中心编程中,刀具路径通常使用G01指令进行定义。
例如,G01X100Y100表示刀具沿X轴和Y轴移动到坐标(100,100)的位置。
根据圆形孔的要求,我们定义刀具路径为G01X0Y0。
最后,我们需要进行圆形孔的切削加工。
在加工中心编程中,切削加工通常使用G02和G03指令进行定义。
G02表示顺时针切削,G03表示逆时针切削。
根据圆形孔的要求,我们定义切削加工的指令为G02X0Y0I-5J0,其中I和J表示切削圆的圆心坐标相对于起点坐标的偏移量。
通过以上的编程步骤,我们成功地完成了加工中心刀具半径补偿编程举例。
在实际操作过程中,我们可以根据不同的加工需要进行相应的调整和改进。
刀具半径补偿编程的应用可以帮助我们实现更加精准和高效的切削加工效果,提高加工质量和生产效率。
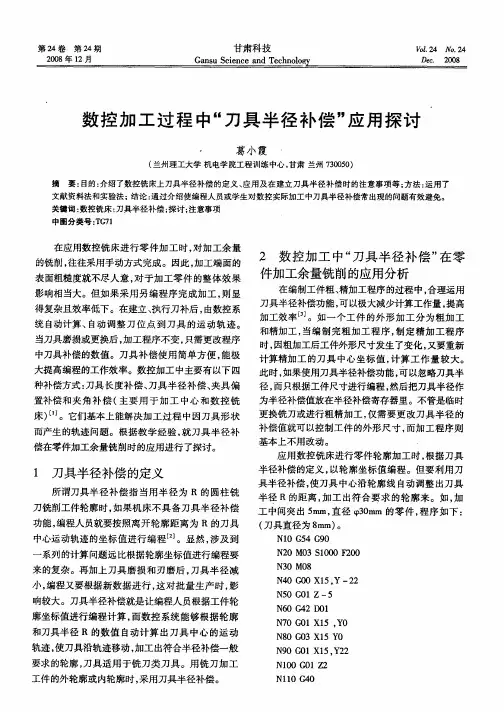
数控车床加工中刀具半径补偿的应用【摘要】刀具半径补偿在数控车床加工中有着及其重要的作用,不仅对保证零件轮廓的准确性及加工精度至关重要,还可以提高生产效率,降低技术人员的劳动强度。
本文就数控车床加工中刀具半径补偿的应用进行了探讨,详细介绍和分析了有关刀具半径补偿各类型的应用,以期能为更好的对其进行应用提供参考借鉴。
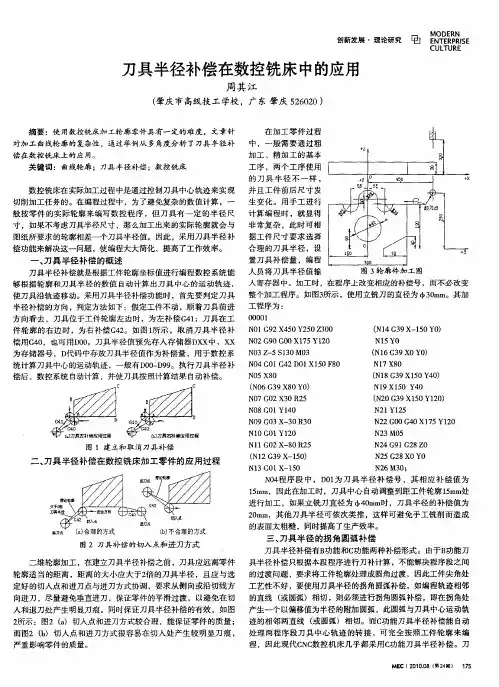
【关键词】刀具半径补偿;数控车床加工;应用刀具半径补偿是数控车床上重要的组成部份,合理使用刀具半径补偿功能在数控加工中有着非常重要的作用。
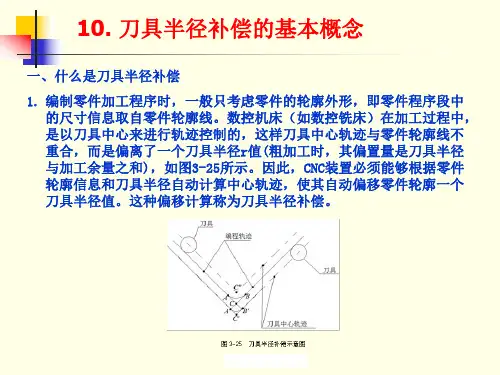
所谓的刀具半径补偿,就是指在数控车床加工过程中,为了方便起见,用户总是按零件轮廓编制加工程序,因而为了加工所需的零件轮廓,在进行内轮廓加工时,刀具中心必须向零件的内侧偏移一个刀具半径值;在进行外轮廓加工时,刀具中心必须向零件的外侧偏移一个刀具半径值。
通过刀具半径补偿在数控车床的应用,在极大方便零件加工程序编制的同时,还能提高生产效率,降低技术人员的劳动强度。
本文就数控车床加工中刀具半径补偿的应用进行了探讨,以期能为更好的对其进行应用提供参考借鉴。
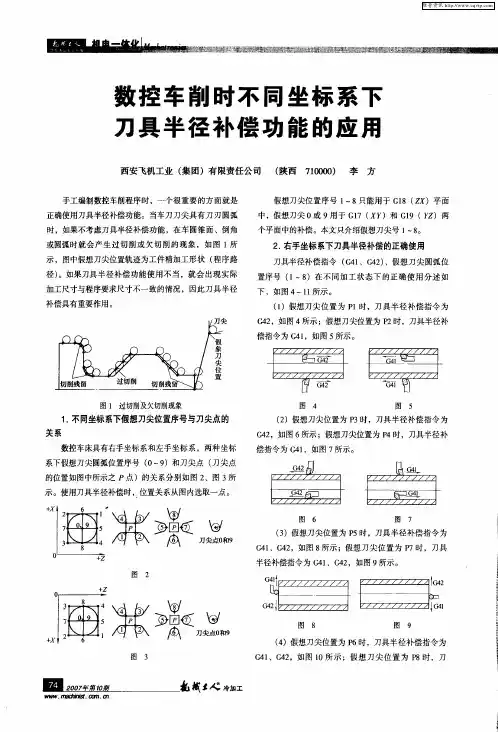
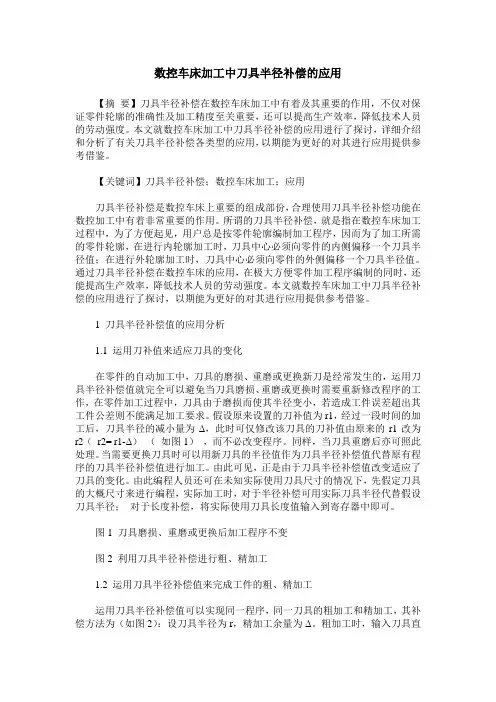
1 刀具半径补偿值的应用分析1.1 运用刀补值来适应刀具的变化在零件的自动加工中,刀具的磨损、重磨或更换新刀是经常发生的,运用刀具半径补偿值就完全可以避免当刀具磨损、重磨或更换时需要重新修改程序的工作,在零件加工过程中,刀具由于磨损而使其半径变小,若造成工件误差超出其工件公差则不能满足加工要求。
假设原来设置的刀补值为r1,经过一段时间的加工后,刀具半径的减小量为Δ,此时可仅修改该刀具的刀补值由原来的r1改为r2(r2= r1-Δ)(如图1),而不必改变程序。
同样,当刀具重磨后亦可照此处理。
当需要更换刀具时可以用新刀具的半径值作为刀具半径补偿值代替原有程序的刀具半径补偿值进行加工。
由此可见,正是由于刀具半径补偿值改变适应了刀具的变化。
由此编程人员还可在未知实际使用刀具尺寸的情况下,先假定刀具的大概尺寸来进行编程,实际加工时,对于半径补偿可用实际刀具半径代替假设刀具半径;对于长度补偿,将实际使用刀具长度值输入到寄存器中即可。
刀具半径补偿的定义嘿,朋友们!今天咱来聊聊刀具半径补偿呀。
你说这刀具半径补偿就像是给刀具找了个特别的“小助手”。
咱平常生活里也有类似的事儿呀,就好比你要去一个地方,你得知道路怎么走吧,还得考虑路上有没有啥障碍物要避开。
刀具半径补偿也是这个道理呀!它就是为了让刀具在加工的时候能更精准地按照我们想要的路径走。
你想想看,如果没有这个刀具半径补偿,那刀具加工出来的东西不就可能这儿多一点,那儿少一点,变得奇奇怪怪的啦?就像你走路不看路,一会儿撞这儿,一会儿碰那儿,那能行嘛!刀具在加工的时候,它可不会自己去调整呀,这就得靠我们给它设置好这个半径补偿。
这就像是给刀具戴了一副合适的“眼镜”,让它能看清路,准确地干活儿。
而且啊,这个刀具半径补偿还挺灵活的呢!它可以根据不同的情况进行调整。
比如说加工不同的材料,或者使用不同的刀具,都可以通过调整半径补偿来达到最好的效果。
这就跟咱人似的,遇到不同的事情得用不同的办法去应对,可不能一根筋呀!你说这刀具半径补偿是不是很神奇?它让刀具变得更聪明,更能干啦!有了它,我们加工出来的东西才能更精致,更符合我们的要求呀。
所以啊,可别小瞧了这个刀具半径补偿哦,它可是在加工过程中起着至关重要的作用呢!就像一个默默付出的幕后英雄,虽然不显眼,但却不可或缺。
它就像是一个神奇的魔法,让刀具在加工的世界里如鱼得水,能创造出各种精美的作品。
没有它,那刀具就可能会迷失方向,做出一些让人不满意的东西来。
朋友们,你们现在是不是对刀具半径补偿有了更深的认识呀?是不是觉得它真的很厉害呢?反正我是这么觉得的!它让我们的加工变得更加高效、精确,让我们能创造出更多更好的东西来。
让我们一起好好珍惜这个神奇的“小助手”吧!原创不易,请尊重原创,谢谢!。
【四】刀具长度补偿和半径补偿数控加工中,刀具实际所在的位置往往和编程时刀具理论上应在的位置不同,这是我们需要重新根据刀具位置来修改程序,然而正如大家知道的,修改程序是一件多么繁杂而易错的环节,因此,刀具补偿的概念就应运而生。
所谓刀具补偿就是用来补偿刀具实际安装位置与理论编程位置之差的一种功能。
使用刀具补偿功能后,改变刀具,只需要改变刀具位置补偿值即可,而不必修改数控程序.刀具补偿中我们经常用的有长度补偿和半径补偿,一般初入数控行业的人很难熟练的使用这两种补偿,下面我们就这两种补偿方式详细讲解一下。
一、刀具长度补偿1、刀具长度补偿的概念首先我们应了解一下什么是刀具长度。
刀具长度是一个很重要的概念.我们在对一个零件编程的时候,首先要指定零件的编程中心,然后才能建立工件编程坐标系,而此坐标系只是一个工件坐标系,零点一般在工件上。
长度补偿只是和Z坐标有关,它不象X、Y 平面内的编程零点,因为刀具是由主轴锥孔定位而不改变,对于Z 坐标的零点就不一样了。
每一把刀的长度都是不同的,例如,我们要钻一个深为50mm的孔,然后攻丝深为45mm,分别用一把长为250mm的钻头和一把长为350mm的丝锥。
先用钻头钻孔深50mm,此时机床已经设定工件零点,当换上丝锥攻丝时,如果两把刀都从设定零点开始加工,丝锥因为比钻头长而攻丝过长,损坏刀具和工件。
此时如果设定刀具补偿,把丝锥和钻头的长度进行补偿,此时机床零点设定之后,即使丝锥和钻头长度不同,因补偿的存在,在调用丝锥工作时,零点Z坐标已经自动向Z+(或Z)补偿了丝锥的长度,保证了加工零点的正确。
2、刀具长度补偿指令通过执行含有G43(G44)和H指令来实现刀具长度补偿,同时我们给出一个Z坐标值,这样刀具在补偿之后移动到离工件表面距离为Z的地方。
另外一个指令G49是取消G43(G44)指令的,其实我们不必使用这个指令,因为每把刀具都有自己的长度补偿,当换刀时,利用G43(G44)H指令赋予了自己的刀长补偿而自动取消了前一把刀具的长度补偿。