车床加工大导程螺纹的工装设计与推广
- 格式:pdf
- 大小:361.05 KB
- 文档页数:1



大导程螺母车削装置的设计马晓军;王晓刚;闫克泉;陈海玲【摘要】设计了一种大导程螺母车削装置.有效解决了传统加工方式中刀杆振动、让刀等问题,提高了螺母的加工精度.【期刊名称】《制造技术与机床》【年(卷),期】2013(000)010【总页数】3页(P69-71)【关键词】大导程螺母;车削装置【作者】马晓军;王晓刚;闫克泉;陈海玲【作者单位】山东普利森集团有限公司,山东德州253076;山东普利森集团有限公司,山东德州253076;山东普利森集团有限公司,山东德州253076;山东普利森集团有限公司,山东德州253076【正文语种】中文【中图分类】TH122多年来,大导程螺纹加工一直是机械加工领域的一个难点,尤其是大导程内螺纹的加工。
文献[1-3]报道了螺纹加工常用的工艺方法;20世纪80年代末,北京机床研究所展开过大导程滚珠丝杠副“七五”攻关项目的研究[4];文献[5]报道了螺旋升角大于9°的大导程滚珠螺母内滚道的成型方法,以滚珠螺母32 mm×6 mm,长度L=50 mm为例确定了加工工艺;文献[6]报道了大导程滚珠螺母磨削工艺,以通孔直径53 mm的螺母为例确定工艺参数;文献[7]报道了高速硬体旋风铣削在滚珠螺母滚道加工中的应用,加工的螺母长度达200 mm。
这些加工方法有效解决了较小规格的螺母内螺纹的成型工艺,但对于较大规格的螺母内螺纹成型具有一定的难度。
文献[8]设计了一种大螺距螺纹加工专用机床,可加工梯形外螺纹规格Tr300×12-1 000 mm;文献[9]报道了用于加工管径φ200~550 mm的多头、变螺距精密螺纹专用数控车床,用于加工外螺纹;文献[10]在数控立车上加工了Tr400×160(P40)mm左旋内螺纹。
目前,关于更大规格内螺纹成型方法没有相关报道。
某厂提供的大导程螺母,螺纹中径φ680~860 mm,长度1 500~1 700 mm,导程464~600 mm。

螺纹加工工艺的优化设计与实施螺纹加工工艺的优化设计与实施螺纹加工是一种常见的机械加工工艺,用于加工各种螺纹形状的工件。
螺纹加工的优化设计与实施能够提高加工效率、降低成本,并确保螺纹的质量和精度。
下面将按照逐步思考的方式来介绍螺纹加工工艺的优化设计与实施。
第一步:确定螺纹的要求在进行螺纹加工之前,首先需要确定螺纹的要求,包括螺纹的形状、尺寸、精度等。
这可以通过工程图纸或产品设计要求来确定。
螺纹的要求将决定后续的加工工艺和方法。
第二步:选择合适的加工工艺根据螺纹的要求,选择合适的加工工艺。
常见的螺纹加工方法包括车削、铣削、插齿和滚齿等。
根据不同的材料和螺纹形状,选择最合适的加工方法可以提高加工效率和加工质量。
第三步:设计合理的切削参数确定加工方法后,需要设计合理的切削参数。
切削参数包括切削速度、进给速度、切削深度等。
合理的切削参数可以提高加工效率,减少切削力和切削热,延长刀具寿命,并确保螺纹质量和精度。
第四步:选择适当的切削工具根据加工方法和切削参数,选择适当的切削工具。
切削工具的选择应考虑刀具材料、刀具形状、刀具耐磨性等因素。
正确选择切削工具可以提高加工质量和效率,并减少切削力和切削热。
第五步:优化加工工艺在实施螺纹加工之前,可以通过模拟和试验等手段来优化加工工艺。
模拟可以通过计算机辅助设计与制造(CAD/CAM)软件进行,而试验可以通过加工样件进行。
通过优化加工工艺,可以进一步提高加工效率和加工质量。
第六步:实施螺纹加工在完成以上步骤后,可以开始实施螺纹加工。
在实施过程中,需要注意切削润滑、冷却和切屑清理等工作。
正确的操作和维护可以确保螺纹的质量和精度,并保护加工设备和工具。
总结:螺纹加工工艺的优化设计与实施是一个逐步思考的过程。
通过确定螺纹的要求、选择合适的加工工艺、设计合理的切削参数、选择适当的切削工具、优化加工工艺以及实施螺纹加工,可以提高加工效率、降低成本,并确保螺纹的质量和精度。

车床钻孔攻螺纹加工方法及工装设计车床钻孔攻螺纹加工方法及工装设计沈阳工学院机械与运载学院(辽宁110005) 教传艳吴敬摘要:设计简单工装,将钻头或丝锥安装在三爪自定心卡盘上,零件安装在工装上,刀具不停转动,零件借助工装进行进给运动,构成切削模式,完成钻孔及攻螺纹加工,加工效率大为提高。
车床加工时,零件连续转动,相对其他机床加工效率较高。
但是对于零件较小、数量较多的情况,反复在卡盘上安装与拆卸零件,辅助时间较长,相对效率下降。
为缩短辅助时间、提高加工效率,研究设计将刀具安装在卡盘上连续转动,零件仅作进给运动,更换零件时,刀具可以继续转动,且更换零件简单方便、时间短。
某公司加工一批六角螺母零件,规格M20,需要钻孔、攻螺纹,采用将钻头或丝锥安装在卡盘上进行切削运动,零件安装在刀架上进行进给运动的方法,取得了较好的效果。
1. 螺母结构分析及加工特点该螺母材料是45钢,毛坯为冷锻坯料,内孔留2mm加工余量,外六方轮廓尺寸基本均匀,无需加工。
加工时需要先去除内孔2mm余量,然后用丝锥攻螺纹完成。
用车床加工螺母丝扣是将单个螺母卡在三爪自定心卡盘上,然后用车刀加工内孔及丝扣,或将钻头、丝锥安装在车床尾座上,用钻头钻孔,用丝锥加工丝扣。
采用上述两种方法,都是将单个螺母毛坯安装在卡盘上,螺母转动,车刀或钻头(丝锥)作进给运动,反复操作,耗时耗力,加工效率低。
为提高加工速度,研究决定设计简单工装,将钻头或丝锥安装在三爪自定心卡盘上,作回转运动,而待加工螺母安装在工装上,作进给运动,构成加工模式。
2. 钻孔方式及工装的设计使用依据钻头或丝锥旋转、螺母进行进给运动的思路,将钻头或丝锥安装在三爪自定心卡盘上,设计简易工装,待加工螺母安装在工装里,将工装安装在刀架上,由刀架进行轴向移动,实现进给运动。
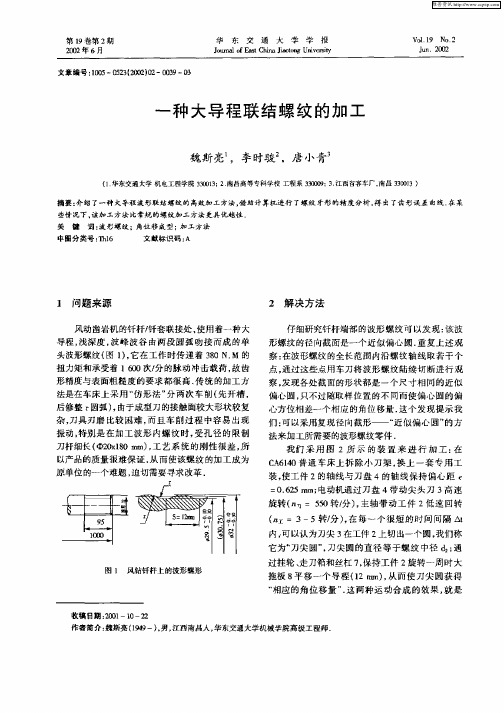
钻孔方式和工装设计如图1所示。
图1 钻孔方式及工装设计简图1.车床卡盘 2.钻头 3.支撑弯板 4.刀架5.联接板6.联接螺栓7.紧定螺栓8.待加工螺母9.底板10.前端板11.钻套12.上盖板安装螺母的工装由支撑弯板3、联接板5、联接螺栓6、定位螺栓7、钻套11、上盖板12、前端板10和底板9等组成。
广东省技师(高级技师)资格申请评审论文论文题目: 数控车床运用宏程序加工大导程变螺距螺纹姓名: 魏树明技术工种名称: 数控车工拟申报职业资格: 高级技师申报时间: 2013年12月单位(全称): 广东省轻工业高级技工学校广东省轻工业高级技工学校数控车床运用宏程序加工大导程变螺距螺纹广东省轻工业高级技工学校魏树明摘要:现今中档经济型数控车床还用得比较广泛,比如广州数控GSK980TDa车床。
大导程异形螺纹的加工是数控车削的一个难点,由于没有标准的螺纹切削指令,且有些螺纹导程大,切削深度较深,切削抗力较大,而且精度要求较高,如果用简单的指令很难加工出来。
针对异形螺纹加工繁琐的特点,提出数控车削加工中使用宏程序加工。
设计梯形螺纹通用宏程序模板。
解决通用数控机床加工该零件的典型问题。
关键词:经济型数控车床、大导程异形螺纹、宏程序前言:螺纹车削加工是现代制造业中自动化程度最高的生产任务之一,也是数控车削工艺路线制定、刀具选择、切削用量选用、程序设计等综合难度较大的操作之一。
有些螺纹有定心度,且螺纹牙大,用于精度高的进给装置。
数控车床传统加工方法很难完成,针对这些典型零件运用宏程序来加工就简单很多。
用户宏程序是提高数控机床性能的一种特殊功能。
使用中,通常把能完成某一功能的一系列指令像子程序一样存入存储器,然后用一个总指令代表它们,使用时只需给出这个总指令指令就能执行其功能。
用户宏程序的最大特点是可以对变量进行运算,使程序应用更加灵活、方便。
虽然子程序对编制相同加工操作的程序非常有用,但用户宏程序由于允许使用变量算术和逻辑运算及条件转移,使得编制相同加工操作的程序更方便、更容易。
用户宏程序有A、B两类,GSK980TDa数控车床中,使用的是 B 类宏程序。
下面我就以GSK980TDa数控车床为例,介绍如何用B宏程序对异形螺纹工件进行编程加工。
正文:一、宏变量变量可以指令程序中的地址值。
变量值可以由程序指令赋值或直接用键盘设定。
大导程螺纹
大导程螺纹是一种特殊的螺纹形式,其导程值相对较大。
导程是指螺纹线在螺旋体上沿着轴线方向移动的距离。
大导程螺纹的导程值通常大于普通螺纹的导程值。
大导程螺纹具有以下特点:
1. 高效:由于导程值大,大导程螺纹每旋转一周,移动的距离更远,因此在螺纹连接件中具有更快的装卸速度和高效的传递力;
2. 承载能力强:大导程螺纹由于移动距离大,使得在给定长度内有更多的螺纹线,从而增加了力的传递面积,提高了螺纹连接件的承载能力;
3. 使用范围广:大导程螺纹广泛应用于机械设备、汽车、船舶等领域,特别是在需要快速拧紧和解开的场景中,如高速列车的轮轴连接。
然而,大导程螺纹也存在一些缺点,例如需要更大的扭矩才能拧紧,易于产生摩擦和卡紧等问题。
因此,在选择使用大导程螺纹时,需要充分考虑其适用场景和特殊需求。
螺纹的车削工艺分析加工螺纹的加工有很多种:直进法、斜进法、左右切削法、车直槽法、分层法等等[1]。
由于螺纹较之三角螺纹,其螺距和牙型都大,而且精度高,牙型两侧面表面粗糙度值较小,致使螺纹车削时,吃刀深,走刀快,切削余量大,切削抗力大。
再[1]加工许多学校的数控车床刚性较差,这就导致了螺纹的车削加工难度较大,在数控车工技能培训中难于掌握,容易产生“扎刀”和“爆刀”现象,进而对此产生紧张和畏惧的心理。
在多年的数车工实习教学中,通过不断的摸索、总结、完善,对于螺纹的车削也有了一定的认知,我认为利用宏程序进行分层切削,可以很好地解决出现的问题。
“分层法”车削螺纹实际上是直进法和左右切削法的综合应用。
在车削较大螺距的螺纹时,“分层法”通常不是一次性就把槽切削出来,而是把牙槽分成若干层,每层深度根据实际情况而定。
转化成若干个较浅的槽来进行切削,可以降低车削难度。
每一层的切削都采用左右交替车削的方法,背吃刀量很小,刀具只需沿左右牙型线切削,螺纹车刀始终只有一个侧刃参加切削(如图2),从而使排屑比较顺利,刀尖的受力和受热情况有所改善,因此能加工出较高质量的螺纹,且容易掌握,程序简短,容易操作。
图2 分层切削法3 宏程序分层加工大螺距螺纹 3.2 程序以Fanuc 0i mateTC系统为例,图1所示螺纹的加工程序如下: O0001;T0101 M03 S300;换螺纹刀,主轴转速300r/min G00 X38 Z5;快速走到起刀点 M08;开冷却#101=36;螺纹公称直径 #102=0;右边借刀量初始值#103=-1.876;左边借刀量初始值(tg15*3.5*2或0.938*2) #104=0.2;每次吃刀深度,初始值N1 IF [#101 LT 29] GOTO2;加工到小径尺寸循环结束 G0 Z[5+#102] ;快速走到右边加工起刀点 G 92 X[#101] Z-30 F6;右边加工一刀 G0 Z[5+#103] ;快速走到左边加工起刀点 G92 X[#101] Z-30 F 6;左边加工一刀 #101=#101-#104;改变螺纹加工直径#102=#102-0.134*#104;计算因改变切深后右边借刀量(tg15/2=0.134) #103=#103+0.134*#104;计算因改变切深后左边借刀量(tg15/2=0.134) IF[#101 LT 34] THEN #104=0.15;小于34时每次吃刀深度为0.15 IF[#101 LT 32] THEN #104=0.1;小于32时每次吃刀深度为0.10 IF[#101 LT 30] THEN #104=0. 05;小于30时每次吃刀深度为0.05 GOTO 1;N2 G92 X29 Z-30 F6;在底径处精加工两刀 G92 X29 Z-30 F6;G00 X100 Z100 M09;刀架快速退回,关闭冷却 M05;主轴停M30;程序结束。