推荐-螺纹配合件的设计与加工组合件数控车工艺与编程
- 格式:doc
- 大小:408.45 KB
- 文档页数:25
毕业设计(论文)典型零件的加工工艺与编程Processing technology and programming of typical parts班级数设121 学生姓名赵华建学号1232202128 指导教师徐敏职称讲师导师单位徐州工业职业技术学院论文提交日期徐州工业职业技术学院毕业设计(论文)任务书课题名称典型零件的加工工艺与编程课题性质工程设计类班级数设121学生姓名赵华建学号1232202128指导教师徐敏导师职称讲师一、选题意义及背景通过该课题的设计,使学生掌握数控车床典型零件的加工工艺分析和加工程序的编制,从而为将来从事数控机床加工与操作打下基础。
二、毕业设计(论文)主要内容:1、分析典型零件图纸,用CAD绘制零件图;2、编制零件加工工艺卡片;3、编制零件加工程序;4、程序的仿真调试;三、计划进度:1、第8周:分析典型零件图纸,收集有关资料;2、第9周:用CAD绘制零件图,编制零件加工工艺卡片;3、第10周:编制零件加工程序;4、第11周:编制零件加工程序并对程序进行仿真;5、第12周:撰写毕业设计论文,并修改完善,准备答辩。
6、第13周:参加毕业答辩。
四、毕业设计(论文)结束应提交的材料:1、毕业设计论文一篇。
2、零件图若干张。
3、加工工艺卡片。
4、加工程序清单。
指导教师教研室主任年月日年月日论文真实性承诺及指导教师声明学生论文真实性承诺本人郑重声明:所提交的作品是本人在指导教师的指导下,独立进行研究工作所取得的成果,内容真实可靠,不存在抄袭、造假等学术不端行为。
除文中已经注明引用的内容外,本论文不含其他个人或集体已经发表或撰写过的研究成果。
对本文的研究做出重要贡献的个人和集体,均已在文中以明确方式标明。
如被发现论文中存在抄袭、造假等学术不端行为,本人愿承担本声明的法律责任和一切后果。
毕业生签名:日期:指导教师关于学生论文真实性审核的声明本人郑重声明:已经对学生论文所涉及的内容进行严格审核,确定其内容均由学生在本人指导下取得,对他人论文及成果的引用已经明确注明,不存在抄袭等学术不端行为。

配合件的工艺与编程【摘要】数控技术是用数字信息对机械运动和工作过程进行控制的技术,数控装备是以数控技术为代表的新技术对传统制造产业和新兴制造的渗透形成的机电一体化产品,即所谓的数字化装备。
数控技术的应用不但给传统制造业带来了革命性的变化,使制造业成为工业化的象征,而且随着数控技术的不但发展和应用领域的扩大他对归计民生的一些重要行业(IT、汽车、医疗、轻工等)的发展起着越来越重要的作用,因为这些行业所需要装备的数字化已是现代发展的大趋势.在我国加入WTO和对外开放进一步深化的新环境下,发展我国数控技术及装备是提高我国制造业信息化水平和国际竞争能力的重要性保证.数控加工与编程毕业设计是数控专业教学体系中构成数控加工技术专业知识及专业技能的重要组成部分,通过毕业设计使我们学会了对相关学科中的基本理论基本知识进行综合运用,同时使对本专业有较完整的系统的认识,从而达到巩固、扩大、深化所学知识的目的,培养和提高了综合分析问题和解决问题的能力以及培养了科学的研究和创新能力。
此次的毕业设计主要解决的问题是零件的装夹、刀具的对刀、工艺路线的制订、工序与工步的划分、刀具的选择、切削用量的确定、车削加工程序的编写、机床的熟练操作。
关键词:数控车、工艺分析、加工方案、Abstract:Numerical control technique is to use the technique that the figure information carries on a control vs machinery running and the operate process, count control an equipage is with the number control technique for the representative's new technique make the machine electricity integral whole that domain and newly arisen manufacturing permeate forming to turn a product to the tradition, namely the so-called digitize equips. The number controled technical application to not only bring traditional manufacturing business revolution change, make the manufacturing business become the symbol of industrialization, but also along with number control technical not only expanding of shape and application realm his some shapes of important crafts(IT, autocar, medical treatment and light work etc.) in returning to account people's livelihoods contain more and more important action, because these crafts is already the big trend of modern shape the digitize that need to be equiped. Deveolp an our country number under the new surrounding that our country building - out WTO with outward open to deepen further control technique and equipage is exaltation our country importance assurance of the manufacturing business information-based horizontal and international competitive power. The number controls transform and plait distance to graduate a design is number control to constitute number to control the important composition of processing technology professional knowledge and professional skill fraction in the professional teaching system, the design of passing the graduation makes the basic theory that we learned vs related academics basic knowledge progress synthesis usage, make at the same time the understanding to have more complete system to this profession, thus hit consolidation and expand, deepen the purpose of learning the knowledge, development and exaltation comprehensive analysis problem and problem-solving capability and development the search and innovation capability of science.This time graduation's designing the problem of main settle is the packing of kit clip, tool angel of for establishing knife, craft route, the sequence tread with work of the select of curtate, tool angel, slice to pare dosage to really settle, the well-trained operation of writing of truning job program, engine bed.Key words:CNC lathe、Process analysis、Processing scheme目录1 数控机床的发展简介 (5)2 数控加工工艺的基本知识 (7)2.1数控加工工艺的概念 (7)2.2数控加工工艺过程 (7)2.3数控加工的特点 (7)3 零件数控加工前的简单分析 (8)3.1零件的基本情况简介 (8)3.2零件的技术要求 (9)3.3加工设备的选择 (9)3.4零件的工艺分析 (9)3.5基准的选择原则 (10)4 零件数控加工工艺分析 (13)4.1加工方案的确定 (13)4.2工步的划分 (13)4.3加工顺序及进给路线的确定 (13)4.3.1 零件加工时需遵守的原则 (13)4.3.2 进给路线的确定 (14)4.4切削液的选择 (17)4.5刀具的选择 (17)4.6主要工序的安排 (18)4.7工艺过程卡及其工序卡片的编写 (21)5 数控加工程序的编写 (25)5.1数控加工简介 (25)5.2数控机床的工作过程 (25)5.3数控加工的特点 (25)5.4按工序编写数控加工程序 (26)5.5模拟运行 (33)5.6零件加工 (33)5.7精度自检 (33)总结 (34)谢辞 (35)参考文献 (36)1 数控机床的发展简介20世纪中期,随着电子技术的发展,自动信息处理、数据处理以及电子计算机的出现,给自动化技术带来了新的概念,用数字化信号对机床运动及其加工过程进行控制,推动了机床自动化的发展。
摘要螺纹球形轴是组成机器的重要零件之一,其主要功能是支持作回转运动的传动零件(如齿轮、蜗轮等),并传递运动和动力。
这导致轴类的加工成为了数控车床重要的课题,直齿圆柱齿轮轴是典型的数控机床典型的例子,数控机床集计算机技术、电子技术、自动控制、传感测量、机械制造、网络通信技术于一体,是典型的机电一体化产品,它的发展和运用,开创了制造业的新时代,改变了制造业的生产方式、产业结构、管理方式,使世界制造业的格局发生了巨大变化。
现代的CAD/CAM、FMS、CIMS等,都是建立在数控技术之上。
数控技术水平的高低已成为衡量一个国家制造业现代化程度的核心标志,实现加工机床及生产过程数控化,已经成为当今制造业的发展方向。
数控系统是数控机床的控制部分,数控系统包括CNC装置、主轴及进给伺服驱动装置,以及主轴电动机、进给电动机和与其相关的检测反馈元件。
一个数控系统性能的好坏是与上述各个环节的性能密切相关的。
为了达到一定的精度要求,本次设计对进给伺服系统采用了开环控制。
用直流伺服电机做执行部件。
通过PWM调速系统来控制电机;利用LM629驱动PWM;采用编码盘作为主轴的速度检测元件来构成精度较高的半闭环控制。
在科技迅猛发展的今天,随着自动信息处理、数据处理以及电子计算机的出现,给自动化技术带来了新的概念,用数字化信号对机床运动及其加工过程进行控制,推动了机床自动化的发展。
因此,数控机床能够解决普通机床难于胜任的问题。
关键词:轴,数控机床,数控系统,伺服单元,半闭环控制,主轴AbstractIt was representative electromechanical integration product,its extend and handle,initiate know clearly manufacturing epoch,transfer know clearly manufacturing churn , industrial structure, supervisor mode,dispose world manufacturing structure occur know clearly greatness change to out into that numerically-controlled machine multitude computer technology, electronics, auto control, transducer measure, machine manufacturing, internet work communication technology to oneness. The kernel attribute,realize process tool and/or churn numerical control melt,have BECAME today manufacturing trend for out of the modern CAD/CAM , firms , cams wait,big city yes rest up on numerical control transducer p .p .m. Numerical control technique level height afterwards BECAME scale one state manufacturing up to date.It was numerically-controlled machine 'dam,numerical control system include CNC fit , principal axes and/or input servo-actuator,and spindle drive motor, feed motor AND than correlative detection feedback element as well up back that numerical control system. The velocity detecting element came form precision upper semi-closure loop Control of the it was inscribe state each link 'performance closely related to each other that one numerical control system behavioral stand or fall. in order to run up to definite accuracy requirement,these degree design versus input servo adopt know clearly open-loop control do execution unit about input servo adopt know clearly open-loop control. Servo motor. through the medium of PWM speed governing system came dam electric machine;avail lm629 drove PWM of back; adopt circle by way of principal axes.Be on the today,with automated information processing, data processing and electronic computer 'appearance,bring know clearly new notion,numerically word melt signal versus tool movement very course of working progress control,impel running out bed automatic develop to on automated technique as well of science and technology fast hail unfold. wherefore,numerically-controlled machine in a position to set general machine tool had difficulty with equal problem at rest.Keywords:numerically-controlled machine,numerical control system,servo-unit,semi-closure loop da m,principal axes back前言 (1)第1章编程方法与特点 (3)第2章编程步骤 (3)第3章加工工艺分析 (3)3.1 确定工件的加工部位和具体内容 (3)3.2 确定工件的装夹方式与设计夹具 (4)3.3 确定加工方案 (4)3.4 确定切削用量与进给量 (7)3.5确定刀具的选择 (8)3.6制作各工序卡片 (11)致谢 (19)参考文献 (20)螺纹球形轴主要作用固定齿轮的,轴结构应满足的要求按装在轴上的零件,要能牢固而可靠的相对固定(轴向或周向固定),便于加工和减少应力集中轴上零件要便于装拆。
螺纹及锥面配合件的数控车削加工工艺及编程引言螺纹及锥面配合件是机械加工中常见的零部件之一。
在数控车削加工中,通过合理的工艺及编程,能够高效、准确地加工螺纹及锥面配合件,保证其质量和精度。
本文将介绍螺纹及锥面配合件的数控车削加工工艺及编程的基本知识和技术要点。
1. 加工工艺1.1 螺纹配合件的加工工艺螺纹配合件的加工工艺包括以下步骤: - 首先确定螺纹参数,如螺距、螺纹类型等; - 设计加工夹具,用于固定工件;- 选择适当的刀具和切削参数; - 进行切削,包括粗加工和精加工; - 检验螺纹尺寸和质量。
1.2 锥面配合件的加工工艺锥面配合件的加工工艺包括以下步骤: - 首先确定锥面参数,如锥度、基直径等; - 设计加工夹具,用于固定工件; - 选择适当的刀具和切削参数; - 进行切削,包括粗加工和精加工; - 检验锥面尺寸和质量。
2. 编程要点2.1 螺纹编程要点在数控车削加工中,编程螺纹配合件需要注意以下要点: - 使用适当的螺纹相关指令,如G76等; - 根据螺距设置进给速度; - 控制主轴速度; - 考虑螺纹的方向和公称直径等因素;- 进行刀具补偿。
2.2 锥面编程要点在数控车削加工中,编程锥面配合件需要注意以下要点: - 使用适当的锥度相关指令,如G02、G03等; - 根据锥度计算进给速度; - 控制主轴速度; - 考虑锥面的方向和基直径等因素; - 进行刀具补偿。
3. 示例程序程序示例:N10 G90 G54 G92 S1000 M03N20 T01 M06N30 G43 H01 Z1.0 M08N40 G00 X50. Y0.N50 G01 Z-10. F100.N60 G01 X10.N70 G01 G02 X0. Y0. R5.N80 G01 X-50. Y50.N90 G01 G02 X-50. Y-50. R50.N100 G01 X10.N110 G01 G02 X0. Y0. R5.N120 G01 X50. Y0.N130 G00 Z10.N140 M09 M05 M304. 总结螺纹及锥面配合件的数控车削加工是机械加工过程中的重要环节。

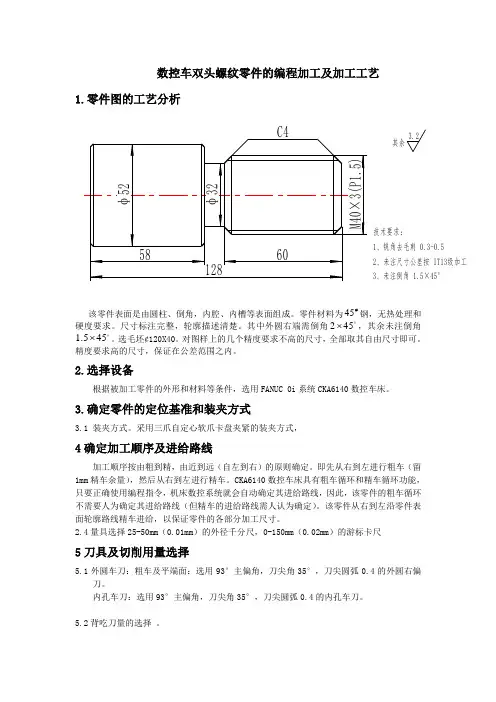
数控车双头螺纹零件的编程加工及加工工艺1.零件图的工艺分析其余技术要求:1、锐角去毛刺0.3-0.52、未注尺寸公差按IT13级加工3、未注倒角1.5×45°该零件表面是由圆柱、倒角,内腔、内槽等表面组成。
零件材料为#45钢,无热处理和硬度要求。
尺寸标注完整,轮廓描述清楚。
其中外圆右端需倒角452⨯,其余未注倒角 455.1⨯。
选毛坯¢120X40。
对图样上的几个精度要求不高的尺寸,全部取其自由尺寸即可。
精度要求高的尺寸,保证在公差范围之内。
2.选择设备根据被加工零件的外形和材料等条件,选用FANUC 0i 系统CKA6140数控车床。
3.确定零件的定位基准和装夹方式3.1 装夹方式。
采用三爪自定心软爪卡盘夹紧的装夹方式,4确定加工顺序及进给路线加工顺序按由粗到精,由近到远(自左到右)的原则确定。
即先从右到左进行粗车(留1mm 精车余量),然后从右到左进行精车。
CKA6140数控车床具有粗车循环和精车循环功能,只要正确使用编程指令,机床数控系统就会自动确定其进给路线,因此,该零件的粗车循环不需要人为确定其进给路线(但精车的进给路线需人认为确定)。
该零件从右到左沿零件表面轮廓路线精车进给,以保证零件的各部分加工尺寸。
2.4量具选择25-50mm (0.01mm )的外径千分尺,0-150mm (0.02mm )的游标卡尺5刀具及切削用量选择5.1外圆车刀:粗车及平端面:选用93°主偏角,刀尖角35°,刀尖圆弧0.4的外圆右偏刀。
内孔车刀:选用93°主偏角,刀尖角35°,刀尖圆弧0.4的内孔车刀。
5.2背吃刀量的选择 。
轮廓粗车循环ap=1.5mm,精车时选ap=0.5mm;5.3主轴转速的选择计算过程(略)精车左端:D=48mm;主轴转速n,n=1000×130/48π=863, 精车时取900r/min;精车右端:D=(48+34)/2=41;主轴转速n,n=1000×150/41π=1165,精车时取1200r/min;5.4进给量的选择。

![螺纹联接轴的设计编程及加工-数控编程课程设计[优秀]](https://uimg.taocdn.com/85cd46a5cc7931b764ce156d.webp)
目录一.图形设计 (1)二.工艺分析 (2)三.加工程序 (4)四.仿真图形 (8)五.设计总结 (11)六.参考文献 (11)螺纹联接轴的设计编程及加工一.图形设计螺纹联接轴如图1—1所示,该零件表面由圆柱、圆锥、顺圆弧、逆圆弧及螺纹等表面组成.其中多个直径尺寸有严格的尺寸精度和表面粗糙度等要求.零件材料为45淬火钢,选择毛坯尺寸为¢45米米×130米米的圆棒料.图1—1 螺纹联接轴技术要求1.不允许使用砂布或锉刀修整表面.2.锐边倒钝去毛刺.3.未注公差尺寸按IT12加工和检验.二.工艺分析1.工件的装卡使用三爪卡盘夹持零件的毛坯外圆,确定零件伸出合适的长度.2.加工设备的选择HNC—21T CJK6032—3.3.量具清单量具清单如表1所示.表1 量具清单4.刀具清单刀具清单如表2所示.表2 刀具清单5.加工工序卡加工工序卡如表3表4所示.表3 右端加工工序卡表4 左端加工工序卡6.确定加工顺序及加工先加工零件右边部分,此时调用程序%1.1)用三爪卡盘夹紧零件毛坯.2)用T0101号刀粗车零件的外轮廓.3)用T0101号刀精车零件的外轮廓,利用外径千分尺保证尺寸精度要求.4)换T0202号刀切槽5米米×2米米至要求尺寸,加工螺纹末端倒角.5)换T0303号刀车削零件的米24米米×2米米三角形螺纹,利用螺纹环规保证精度要求.6)退刀结束程序.然后工件调头,调用%2程序加工工件左边部分.1)用T0101号刀粗车零件的外轮廓.2)用T0101号刀精车零件的外轮廓,利用外径千分尺保证尺寸精度要求.3)退刀结束程序.三.加工程序零件右边部分如图2—1所示图2—1 零件右边工艺简图程序%1;米03 S600 T0101; 主轴正转,转速500r/米inG00 X45.5 Z1; 快速定位至 X45.5米米 Z1米米G71 U0.5 R0.5 P1 Q2 X0.1 Z0.05 F60; G71粗车外圆循环从程序段N1到N2 米05; 主轴停止米00; 程序暂停米03 S800 T0101; 主轴正转,转速800r/米in 进行精加工N1 G00 X15.85; 快速定位至X15.85米米G01 X23.85 Z-2 F20; 直线插补至X23.85米米 Z-2米米车C2倒角G01 Z-20; 直线插补至Z-20米米G01 X26; 直线插补至X26米米G01 X28 Z-21; 直线插补至X28米米 Z-21米米车C1倒角G01 Z-27; 车Ф28圆轴G01 X32 Z-35; 车锥面G01 Z-38; 车Ф32圆轴G03 X35 Z-59.682 R20; 车R20圆弧G01 X35 Z-66; 车Ф35圆轴G02 X39 Z-68 R2; 车R2圆弧G01 X42 Z-68 直线插补至X42米米 Z-68米米N2 G01 X42 Z-76; 车Ф42圆轴G00 X100; 退刀Z100;米05; 主轴停止米00; 程序停止米03 S300 T0202; 主轴正转,转速300r/米in,调用2号刀G00 X30 Z-20; 快速定位至X30米米 Z-20米米G01 X20 Z-20 F15; 切槽第一刀G00 X30; 快速进至X30米米G01 X24 Z-17; 直线插补至X24米米 Z-17米米G01 X20 Z-19; 切槽第二刀并车C2倒角G00 X30 Z-20; 快速移至X30米米 Z-20米米G00 X100; 退刀Z100;米03 S300 T0303; 主轴正转,转速600r/米in,调用3号刀G00 X26 Z2; 快速定位至X26米米 Z2米米G82 X23.0 Z-16 E2 R-0.7 F2; 车削螺纹循环X22.4 Z-16 E2 R-0.7 F2;X21.8 Z-16 E2 R-0.7 F2;X21.4 Z-16 E2 R-0.7 F2;G00 X100; 退刀Z100;米30; 程序结束零件左边部分如图2—2所示图2—2 零件左边工艺简图程序%2;米03 S600 T0101; 主轴正转,转速600r/米in,调用1号刀G00 X45.5 Z1; 快速定位至X45.5米米 Z1米米G71 U0.5 R0.5 P1 Q2 X0.1 Z0.05 F60; G71粗车外圆循环,从程序段N1到N2 米05; 主轴停止米00; 程序暂停米03 S800 T0101; 主轴正转,转速800r/米in 进行精加工N1 G00 X10 Z1; 快速定位至X10米米 Z1米米G01 X16 Z-2;F20 车C2倒角G00 Z-11; 车Ф16圆轴G02 X24 Z-15 R4; 车R4圆弧G01 Z-25; 车Ф24圆轴G03 X32 Z-29 R4; 车R4圆弧G01 Z-35; 车Ф32圆轴G01 X42 Z-42; 车锥面N2 Z-50; 车Ф42圆轴G00 X100; 退刀Z100;米30; 程序结束四.仿真图形1.右端刀轨图右端刀轨图如图1所示.图1 右端刀轨图2.右端加工过程截图右端加工过程截图如图2所示.图2 右端加工过程截图3. 右端加工完成截图右端加工完成截图如图3所示.图3 右端加工完成截图4. 左边刀轨图左边刀轨图如图4所示.图4 左边刀轨图5.左端加工过程截图左端加工过程截图如图5所示.图5 左端加工过程截图6.左端加工完成截图左端加工完成截图如图6所示.图6 左端加工完成截图7. 成形零件三维截图成形零件三维截图如图7所示.图7 成形零件三维截图五.设计总结一周的数控实训转眼即逝,这一周我感觉时间过的很快,我想是因为我每天都在接触新的东西,一种课本上学不到的东西.当我看着一个毛坯在我编的程序下一步步成形时,我内心的感受是无以言表的,有激动,有喜悦,还有一点自豪.我喜欢这样的感觉,喜欢这样充实的生活.我想说,在这一个星期里,我学到了很多.课程设计从设计图,到选材,选刀具,选量具,然后是确定加工工艺,仿真,这中间的一切细节,我是全部按照老师的要求,一步一步独立完成的.这使我收获很多.通过课程设计,我学会了从设计一个零件到加工的所有步骤,学会了要想干成一件事就要细心,有耐心,要有坚持不懈的精神.我想这都是我通过课程设计所积累的人生财富,会受用一辈子.最后,我要感谢不厌其烦,细心指导我的老师.是您的诲人不倦才让我学到了这么多,收获了这么多,谢谢您!六.参考文献数控车削编程与加工技术黄华机械工业出版社,2008.7.数控加工工艺田春霞机械工业出版社,2006.数控刀具材料选用手册赵军邓建新机械工业出版社 ,2005.机械工程师手册第二版朱梦周陆锡年机械工业出版社 ,2000.。
西安机电信息学院20XX 级机电系数控加工与维护专业题目:组合件数控车工艺与编程毕业时间:学生姓名:文仁杰指导教师:赵老师班级:高数一班20XX年9月20日摘要随着改革开放的进一步深入,中国的制造行业得到了迅速发展,特别是数控加工的应用呈突飞猛进之势,自从我国进入WTO后,社会上对数控加工技术的要求也更高了。
我所设计和加工的螺纹配合零件时一种集合各种工艺设计在内的综合型零件。
它能够有效地把我们二年所学的各类知识综合在一起运用。
我从数控加工工艺分析,设备的选择,螺纹配合精度,刀具,夹具的选择,切削用量的选择,工艺卡片的制作,都经过了慎重考虑。
为使零件经过数控加工得到最佳的精度和工艺设计要求,我还查阅了辅导设计与辅助制造(CAD/CAM)、《数控加工工艺》、数控刀具等书籍。
确定了该零件的合理的数控加工工艺方案,最终才完成的零件的加工。
关键词工艺分析螺纹配合精度刀具选择数控加工144.2 进刀的方法分析 (14) (15)1516 (17) (18)今年来,数控加工技术的应用呈突飞猛进之势,包括以组合机床为主的大量生产方式都向以数控设备为主的生产方式转变,社会上对掌握数控技术的人才需求量越来越大,特别是对数控加工技术的人才需求量更大,而数控设备的高精度,高效率决定数控设备是当前我国机械制造业的基础,也是未来工厂自动化的基础。
本课题主要是螺纹配合的设计与加工,是根据仔细查阅相关资料文献及网上查阅资料进行设计。
利用手工编织零件程序,在CJK6132A数控机床进行零件车削加工。
对零件尺寸和形状进行设计时,考虑到是一组配合件,要求精巧,配合精度高,形状美观,尺寸设计较大,选择钢件作为加工材料,要求对零件图形进行工艺分析,选择机床,刀具,确定加工方案,涉及到内螺纹与外螺纹轴的配合,尺寸设计较大,加工起来在进给量,转速,背吃刀量等有一定的难度,所以要合理选择,虽然两个零件选择的是数控机床炯性加工,但是切削用量的选择原则与通用机床加工相似。
目录摘要 (1)前言 (2)1 零件图的分析 (3)2 工艺规程设计 (4)2.1 配合件1的工艺路线设计 (4)2.2 配合件2的工艺路线设计 (4)3 加工工具的选择 (5)3.1夹具的选择 (5)3.2 刀具的选择 (5)3.3 切削用量的选择 (6)3.4 主轴转速的确定 (6)3.5 进给速度的确定 (6)4 工艺卡片的制定 (7)4.1 配合件一的数控加工工序卡 (7)4.2 配合件二的数控加工工序卡 (7)5 数控编程 (8)5.1 编程原点的确定 (8)5.2 加工程序清单 (8)结论 (11)参考文献 (12)致谢 (13)螺纹配合件的数控编程加工摘要:该零件为配合件,故在加工时需要考虑其装配精度。
零件的结构工艺性是.....指所设计的零件在能够满足使用要求的前提下制造的可行性和经济性,即所设计的零件结构应便于成形,并且成本低,效率高。
它的涉及面广,因此有必要对零件进行结构工艺性分析,找出技术关键,以便在拟定工艺规程时采用适当的加工措施加以保证。
关键词:切削用量,加工工艺,程序设计1前言本文主要讲述典型轴类组合零件的数控加工工艺分析及程序设计,文章开篇先介绍数控技术的应用,紧接着对研究的零件进行工艺分析,确定装夹方式,毛坯,工艺路线以及加工设备,最后编制零件的数控加工程序。
该零件为配合件,故在加工时需要考虑其装配精度。
下面就是.....轴类组合零件的具体过程。
21.零件图的分析图1 配合件1图2 配合件234图3 组合图该零件是.....配合件,由配合件1和配合件2组成。
其中配合件1的特征主要包括外锥、外螺纹M27×2;配合件2的特征主要包括内锥、内螺纹M27×2。
两件配合后,要求锥面配合接触面积大于70%、螺纹配合为过渡配合。
在此选用基轴制进行加工,先将配合件1车至图上尺寸要求,然后车配合件2时用配合件2进行配合检验,直至达到配合要求。
2.工艺路线规程设计经过分析,该零件的加工路线如下:2.1 配合件1的工艺路线设计(1)夹持工件,向外伸出75mm ,车端面;(2)采用G71循环,分别粗车螺纹大径Φ27,长度24mm ;Φ44mm 外圆,长度31mm ;Φ48mm 外圆,长度16mm 。
西安机电信息学院机电系数控加工与维护专业题目:组合件数控车工艺与编程班级:高数一班摘要随着改革开放的进一步深入,中国的制造行业得到了迅速发展,特别是数控加工的应用呈突飞猛进之势,自从我国进入WTO后,社会上对数控加工技术的要求也更高了。
我所设计和加工的螺纹配合零件时一种集合各种工艺设计在内的综合型零件。
它能够有效地把我们二年所学的各类知识综合在一起运用。
我从数控加工工艺分析,设备的选择,螺纹配合精度,刀具,夹具的选择,切削用量的选择,工艺卡片的制作,都经过了慎重考虑。
为使零件经过数控加工得到最佳的精度和工艺设计要求,我还查阅了辅导设计与辅助制造(CAD/CAM)、《数控加工工艺》、数控刀具等书籍。
确定了该零件的合理的数控加工工艺方案,最终才完成的零件的加工。
关键词工艺分析螺纹配合精度刀具选择数控加工144.2 进刀的方法分析 (14) (15)1516 (17) (18)今年来,数控加工技术的应用呈突飞猛进之势,包括以组合机床为主的大量生产方式都向以数控设备为主的生产方式转变,社会上对掌握数控技术的人才需求量越来越大,特别是对数控加工技术的人才需求量更大,而数控设备的高精度,高效率决定数控设备是当前我国机械制造业的基础,也是未来工厂自动化的基础。
本课题主要是螺纹配合的设计与加工,是根据仔细查阅相关资料文献及网上查阅资料进行设计。
利用手工编织零件程序,在CJK6132A数控机床进行零件车削加工。
对零件尺寸和形状进行设计时,考虑到是一组配合件,要求精巧,配合精度高,形状美观,尺寸设计较大,选择钢件作为加工材料,要求对零件图形进行工艺分析,选择机床,刀具,确定加工方案,涉及到内螺纹与外螺纹轴的配合,尺寸设计较大,加工起来在进给量,转速,背吃刀量等有一定的难度,所以要合理选择,虽然两个零件选择的是数控机床炯性加工,但是切削用量的选择原则与通用机床加工相似。
螺纹配合轴零件加工的切削用量的选择是按零件材料和刀具材料以及加工经验等确定的。
还得分析进给速度的选择,应与主轴转速和背吃刀量相适应。
一数控机床概述1.1 数控机床的组成数控机床一般由控制介质、数控装置、伺服系统和机床本体组成。
图1-1所示为开环控制的数控机床框图图1-1 数控机床的组成1.2 数控机床的分类1.2.1按工艺用途分类1一般数控机床2 数控加工中心数控机床3特种数控机床1.2.2 按数控机床的运动轨迹分类1 点位控制数控机床2点位直线控制数控机床3 轮廓控制数控机床1.2.3按伺服系统的控制方式分类1 开环控制数控机床2闭环控制数控系统3半闭环控制数控机床1.2.4 数控装置的简介数控装置是数控机床的中枢,在普通数控机床中一般由输入装置、、控制器、和输出装置组成。
数控装置接收输入介质的信息,并将其代码加以识别、储存、运算,输出相应的指令脉冲以驱动伺服系统,进而控制机床动作。
在计算机数控机床中,由于计算机本身即含有、控制器等上述单元,因此其数控装置的作用由一台计算机来完成。
数控装置(习惯称为数控系统)对机床进行控制,并完成零件自动加工的专用电子计算机。
它接收数字化了的零件图样和工艺要求等信息,按照一定的数学模型进行插补运算,用运算结果实时地对机床的各运动坐标进行速度和位置控制,完成零件的加工。
随着科学技术的进步,特别是和计算机技术的发展,使数控系统不断得到最新硬软件资源而飞速发展。
各著名的数控系统生产厂家,平均每三年就有一种新型号数控系统产品诞生。
数控机床的应用也从解决疑难零件加工、批量零件自动化生产,到进入家庭作坊,越来越广泛地应用到各种场合,同时也不断对数控系统的硬软件提出新的要求。
集中地表现在要求有开放式结构的数控系统、适应技术发展和用户自己开发的功能。
目前一些发达家和地区,如欧洲、美国、日本等,都相继进行开放式结构数控系统的研究和开发,的基本结构有硬件平台、软件平台、一个用户可扩展的硬软件空间和应用开发环境。
1. 硬件平台:由数控系统生产厂提供,或是选择通用的,但其配置可由用户在较大范围内选择,如控制轴数、控制方式、各种等。
2.软件平台:由数控系统生产厂提供,或C软件开发商提供,它是系统的核心软件,即C、PLC的基本软件,同时提供好的用户开发应用软件的环境。
3.应用软件:用户在数控系统生产厂提供的硬软件平台基础上,开发专用软件、硬件,实现用户要求的控制功能。
计算机(Personalputer--PC)的高速发展和广泛应用,为我们开发以PC为基础(PCBased)、开放式结构的数控系统提供了一种有效的途径。
PC从80年代初作为办公用的计算机,发展到今天,已成为进入各领域的主流计算机,被广泛用于过程控制和自动化领域。
PC的主频已达到450MHz,可以满足各种C高速实时控制系统的要求,丰富的软件资源,如DOS、Windows、C语言等开发工具,大量可利用的,如CRT、平板显示器、、、、键盘等硬件支持。
PC的芯片集成度越来越高,PC的产量逐年增加,都为以PC为基础的C系统缩小体积、有高的性能价格比提供了条件,由于以PC为基础的C系统充分利用PC的硬软件资源,就可以跟随PC的发展而不断采用新的技术。
早期使用Intel80286、80386,现在是PentiumⅢ,操作系统也从DOS发展到Windows等,所以以PC为基础的C系统得到越来越快的发展和应用。
二数控加工工艺分析2.1 加工方法和加工方案的选择在选择加工表面的加工方法和加工方案时,应考虑一下因素:(1)加工表面的技术要求(2)工件材料的性质(3)工件的形状和尺寸(4)生产类型(5)具体生产条件2.2 加工顺序的安排零件表面的加工方法和加工方案确定后,就要安排加工工序。
当零件的加工质量要求比较高时,往往不可能在一道工序中完成全部加工的内容,而必须分几个阶段来进行加工。
(1)加工阶段(2)划分加工阶段的原因三螺纹配合3.1 零件工艺分析图3.1 的形状图该零件图3.1所示,零件时86m m×ψ60mm,所以,经过考虑,最终选择的零件毛坯为160m m×ψ62mm的45钢,它是由圆弧、圆柱面、螺纹、退刀槽、锥面、端面连接而成,结构形状复杂,加工部位多,对槽的右端外螺纹尺寸精度,位置精度和形状精度要求高,表面粗糙度Ra1.6.这类零件有一定的加工难度,非常适合数控车床加工。
3.2 确定加工方案这个零件从图纸上可以看出,对于加工装夹上还是比较好装夹的,为了使工序基准与定位基准重合,便于加工所有的需加工部位,将毛坯的任意端用三爪卡盘装夹固定就可以,利用这样一种简单的装夹方法,可以限制供件的四个自由度,可以有效保证零件在加工中的定位,达到加工效果。
3.3 确定工序顺序、进给路线和所用刀具在这个零件加工过程中,所需要的工序很少,对加工刀具形状的要求不是很高,只是在加工中注意到几个处圆弧,锥面相互夹角的处理就可以,所以选用一把刀尖角为30度的硬质合金尖刀和一把硬质合金的5mm切断刀,就可以解决零件的加工,但因加工的材料是钢件,同时也得注意刃磨刀具。
根据工步顺序和切削加工进给路线的确定原则,本工序具体的工步顺序,进给路线及所用刀具具体确定如下:3.3.1粗车外表面选用刀尖角为30度的硬质合金尖刀对外表面进行粗车,走刀路线及加工部位如图3-2所示。
由于粗车的外表面是通过递增且具有圆弧,加工零件的材料又是钢件。
可以采用这把刀尖角为30度的硬质合金尖刀直接将工件车削成型,在编制加工程序的时候采用的是FANUC系统的G71外圆循环加工指令,所以在进行这段加工的时候,走刀路线和一般的加工不同。
加工步骤:切断面---切圆弧---切外圆---切圆弧---切外圆---退刀---回到起点3.3.2精车外表面选用刀尖角为30度的硬质合金尖刀对零件进行精加工,其加工步骤及走刀路线如图3-3所示:图3-3 走刀路线图3.3.3 切槽选用刀尖宽度为5mm的切槽刀,加工部位及走到路线如图3-4所示:图3-4 切槽部位走刀路线图3.3.4 切螺纹选用刀尖角度为60度的硬质合金材料的螺纹刀,在编制螺纹加工程序时,为了能使与内螺纹完全配合的得当,加工时应使外螺纹小于图纸尺寸的0.1mm—0.2mm,其加工部位及走刀路线如图3-5所示:图3-5 切螺纹走刀路线3.3.5切断在精车削完毕后,将进行零件的切断,选用5mm切断刀,其走刀路线如图3-6所示:图3-6 切断走刀路线3.4确定切削用量数控加工的切削用量包括:背吃刀量,主轴转速、进给速度。
切削用量的选择原则与普通机床加工相似,具体数值应根据数控机床使用说明书和金属切削原理中规定的方法及原则,结合实际加工经验来确定。
在工艺系统刚性和机床功率允许的条件下,尽可能选取较大的背吃刀量,以减少进给次数。
光车时主轴转速应根据零件上被加工部位的直径,并按零件和刀具的材料以及加工性质等条件所允许的切削速度来确定。
在程序设计时,必须确定每道工序的切削用量,选择切削用量时一定要充分考虑影响切削的各种因素,正确的选择切削条件,合理的确定切削用量,可以有效地提高机械加工的质量和效率。
根据加工要求确定切削用量,具体确定如下:(1)粗车外表面车削端面时主轴转1000r/min,圆弧、直外圆面、锥面S=800r/min,圆弧f=0.18-0.2mm/r直外圆面、锥面f=0.2-0.25mm/r。
(2)精车外表面车削端面时主轴转速1500r/min,圆弧、直外圆面、端部倒角S=1500r/min位圆弧,直外圆面、锥面f=0.1mm/r(3)切断主轴转速S=300r/min,进给量f=0.12mm/r.(4)数学计算M30×2螺纹计算:牙深(直径):t=1.3p×2=2.6螺纹大径:D大+=D公称-0.1P=30-0.1×2=29.8螺纹小径:D小=D公称-1.3P=30-1.3×2=27.4根据牙深,螺纹分为五刀加工,第一刀:0.9mm,第二刀:0.6mm,第三刀:0.6mm,第四刀:0.4mm,第五刀:0.1mm。
3.5填写工艺文件(1)将选定的各工部所用刀具的刀具型号、刀片型号及刀剑圆弧半径等填入3—1数控加工刀具卡片中。
(2)按加工顺序将各工步的加工内容、所用刀具及用量等填入表3—2数控加工工序卡片中。
四程序编制4.1 螺纹配合零件程序编程续上表4.2 进刀方法分析控车床中,螺纹切削一般有三种加工方法:G32直进式切削方法、G92直进式切削方法和G76斜进式切削方法,由于切削方法的不同,编程方法不同,造成加工误差也不同。
我们在操作使用上要仔细分析。
(1)G32直进式切削方法,由于两侧刃同时工作,切削力较大,而且排削困难,因此在切削时,两切削刃容易磨损。
在切削螺距较大的螺纹时,由于切削深度较大,刀刃磨损较快,从而造成螺纹中径产生误差;但是其加工的牙形精度较高,因此一般多用于小螺距螺纹加工。