第15讲 尾轴
- 格式:ppt
- 大小:3.19 MB
- 文档页数:54
螺旋桨与尾轴的连接方式
嘿,咱今儿个就来讲讲螺旋桨与尾轴的连接方式哈。
你知道吗,我以前见过一次修船的场景,那可真是让我印象深刻极了。
当时那艘船就停在船坞里,工人们围着它忙前忙后的。
我凑过去看,正好就看到他们在处理螺旋桨和尾轴的连接呢。
哎呀呀,那场面可有意思了。
工人们拿着各种工具,小心翼翼地摆弄着。
就好像在给一个大宝贝做手术似的。
他们先把螺旋桨慢慢地往尾轴上凑,那动作轻柔得很呢,嘴里还嘟囔着一些我听不懂的话,估计是在交流啥技巧吧。
然后一点点地调整位置,那专注的神情,就跟我小时候拼拼图似的,特别认真。
接着,他们开始上各种零件啊、螺丝啊啥的,把螺旋桨紧紧地固定在尾轴上。
看着他们那熟练的操作,我心里就在想,这可真是门技术活呀!
这就是我亲眼看到的螺旋桨与尾轴连接的过程啦,是不是还挺有意思的。
总之啊,这两者的连接可真是不简单呢,得靠那些专业的人用心去弄才行呀!嘿嘿,我这也算是对螺旋桨与尾轴的连接方式有了更直观的了解啦!。
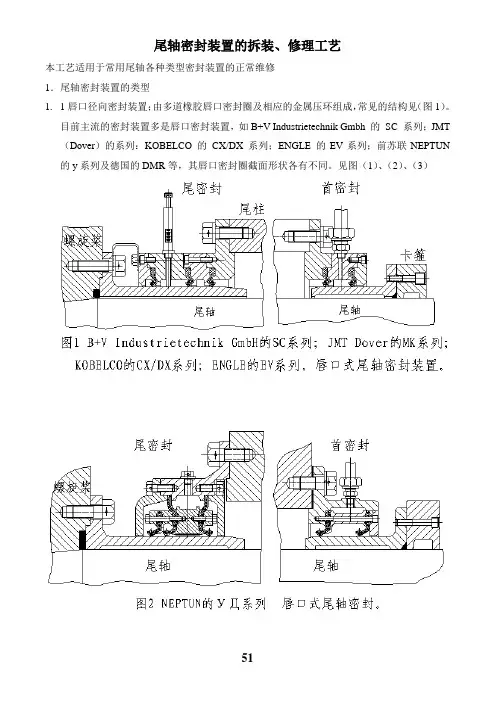
尾轴密封装置的拆装、修理工艺本工艺适用于常用尾轴各种类型密封装置的正常维修1.尾轴密封装置的类型1.1唇口径向密封装置;由多道橡胶唇口密封圈及相应的金属压环组成,常见的结构见(图1)。
目前主流的密封装置多是唇口密封装置,如B+V Industrietechnik Gmbh 的SC 系列;JMT (Dover)的系列:KOBELCO 的CX/DX 系列;ENGLE 的EV系列;前苏联NEPTUN 的y系列及德国的DMR等,其唇口密封圈截面形状各有不同。
见图(1)、(2)、(3)1. 2端面轴向密封装置:密封原理与机械式密封相同,密封面由动环、静环组成,并有弹簧保持预紧力,常见的有瑞典的CEDERV ALL。
见图(4)1. 3端面、唇口组合密封装置;结合了端面密封及唇口密封的优点,可靠性较高,但结构过于复杂,维修需专业人员操作,常见的有Wartsila的Coastguard密封系统,端面预紧力由弹性环(蒙乃尔合金制造)提供,结构见图(5)1. 4水润滑尾轴承的密封装置:多见于填料密封见图(6),属于径向密封。
也有日本EVK型端面水润滑尾轴承的密封装置见图(7)。
2.唇口密封装置的修理2.1下沉量的测量2.1.1目的:通过测量下沉量,可得知尾轴承的磨损情况,还可以作为检验密封装置的安装质量的依据之一。
2.1.2下沉量表由船方提供,测量时应通知船方到场。
2.1.3测量位置应与上一次测量位置相同,无测量位置记录则以主机一缸上止点位置或螺旋桨A叶在上部作为测量位置。
2.1.4拆去密封装置上测量孔的旋塞,安装下沉量表,并对好MARK。
2.1.5正确读出表上刻度,并与船方确认。
同时应对测量数据与历史数据进行比较分析,以便对尾轴承的状态做出适当判断。
2.1.6拆除下沉量表,关好旋塞,做好测量记录。
2.2轴系拆装时,密封装置的注意点:2.2.1拆卸轴系:拆螺旋桨前,先拆掉后轴封装置衬套法兰与螺旋桨的紧固螺栓,并分离螺旋桨与衬套法兰,测量并记录前轴封外压盖到衬套法兰的距离(前衬套错位的依据),拆松前轴封装置的哈夫环;抽尾轴前,拆松前后轴封本体法兰紧固螺栓,并辅以吊索具,配合抽尾轴。
‘船舶管系安装工艺规范船舶管系安装工艺规范插图11范围本规范规定了船舶管系的安装前准备、人员、工艺要求、工艺过程和检验。
本规范适用于大中型船舶管系的安装。
对于特种船舶或有特殊要求的管系,应按设计要求,编制相应的工艺文件。
2 安装前准备2.1 熟悉和掌握管系设计图纸与技术文件,按要求进行安装准备。
2.2 安装的管子应有合格标记。
管端严密封口,对封口损坏的管子,安装前需用压缩空气吹净管内壁。
2.3 安装的阀门及管件等应有产品检验合格证书。
并具有良好的清洁封口。
法兰密封面和螺纹接头的螺纹不能碰伤或其它损坏,如有损坏应予修正。
2.4 安装的管子、阀门及管件等应对照相应图样和技术文件核查其正确性和配套完整性。
2.5 管子和管件安装前应堆放在环境清洁的场所。
2.6 镀锌管或镀锌零件的镀层表面应光滑,如在装焊时局部受到损伤应及时用富锌底漆补涂。
2.7 管子连接机械设备时,应仔细检查管子与设备的对应接口是否一致,并检查设备接口内的清洁状况,如有污物或其它不清洁的情况,应视实际情况,进行局部清洁或拆卸清洗,在达到要求后,方可与管子连接。
2.8 管子连接阀门和其他管件时,应仔细检查管子与阀门和其他管件的对应接口是否一致,并检查阀门和其它管件接口内的清洁状况,如有污物或锈蚀,必须进行局部或全部清洁,在达到要求后,才能提交安装。
3 人员3.1 安装人员和检验人员应具备专业知识,并经过相关专业培训、考试或考核取得合格证书,方可上岗操作。
3.2 安装人员和检验人员应熟悉本规范要求,并严格遵守工艺纪律和现场安全操作规程.4 工艺要求4.1 管系安装必须按图纸进行,管子的排列应尽可能平直、成组成束并列、整齐和美观,避免不必要的迂回和斜交。
4.2 管系的安装间距4.2.1 并行管或交叉管,邻近两根管子(包括管子附件)间距一般应在20㎜以上,允许极限大于10㎜,如图1所示:图1 管子间距4.2.2 对于需要包扎绝缘的管子,包扎好绝缘后,其外缘与相邻管子、管系附件或船体结构件的间距在20㎜以上。
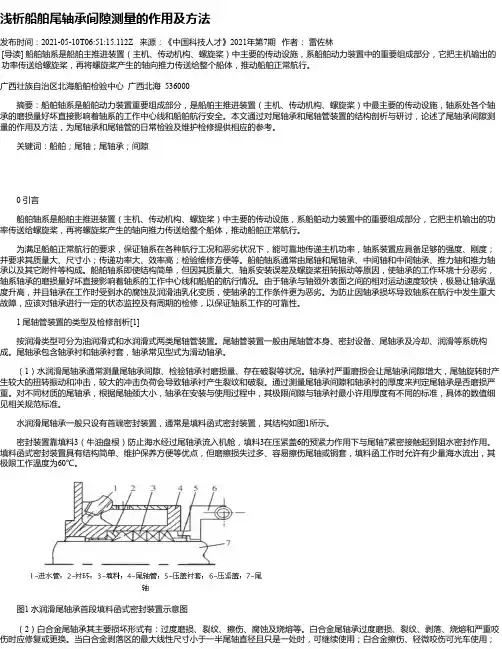
浅析船舶尾轴承间隙测量的作用及方法发布时间:2021-05-10T06:51:15.112Z 来源:《中国科技人才》2021年第7期作者:雷佐林[导读] 船舶轴系是船舶主推进装置(主机、传动机构、螺旋桨)中主要的传动设施,系船舶动力装置中的重要组成部分,它把主机输出的功率传送给螺旋桨,再将螺旋桨产生的轴向推力传送给整个船体,推动船舶正常航行。
广西壮族自治区北海船舶检验中心广西北海 536000摘要:船舶轴系是船舶动力装置重要组成部分,是船舶主推进装置(主机、传动机构、螺旋桨)中最主要的传动设施,轴系处各个轴承的磨损量好坏直接影响着轴系的工作中心线和船舶航行安全。
本文通过对尾轴承和尾轴管装置的结构剖析与研讨,论述了尾轴承间隙测量的作用及方法,为尾轴承和尾轴管的日常检验及维护检修提供相应的参考。
关键词:船舶;尾轴;尾轴承;间隙0 引言船舶轴系是船舶主推进装置(主机、传动机构、螺旋桨)中主要的传动设施,系船舶动力装置中的重要组成部分,它把主机输出的功率传送给螺旋桨,再将螺旋桨产生的轴向推力传送给整个船体,推动船舶正常航行。
为满足船舶正常航行的要求,保证轴系在各种航行工况和恶劣状况下,能可靠地传递主机功率,轴系装置应具备足够的强度、刚度;并要求其质量大、尺寸小;传递功率大、效率高;检验维修方便等。
船舶轴系通常由尾轴和尾轴承、中间轴和中间轴承、推力轴和推力轴承以及其它附件等构成。
船舶轴系即使结构简单,但因其质量大、轴系安装误差及螺旋桨扭转振动等原因,使轴承的工作环境十分恶劣,轴系轴承的磨损量好坏直接影响着轴系的工作中心线和船舶的航行情况。
由于轴承与轴颈外表面之间的相对运动速度较快,极易让轴承温度升高,并且轴承在工作时受到水的腐蚀及润滑油乳化变质,使轴承的工作条件更为恶劣。
为防止因轴承损坏导致轴系在航行中发生重大故障,应该对轴承进行一定的状态监控及有周期的检修,以保证轴系工作的可靠性。
1 尾轴管装置的类型及检修剖析[1]按润滑类型可分为油润滑式和水润滑式两类尾轴管装置。
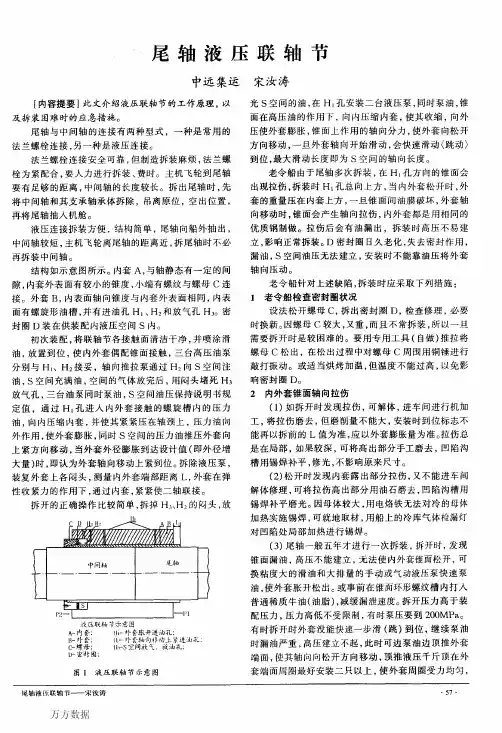
尾轴液压联轴节中远集运宋汝涛f内容提要】此文介绍液压联轴节的工作原理,以及拆装困难时的应急措施。
尾轴与中间轴的连接有两种型式,一种是常用的法兰螺栓连接,另一种是液压连接。
法兰螺栓连接安全可靠,但制造拆装麻烦,法兰螺栓为紧配合,要人力进行拆装、费时。
主机飞轮到尾轴要有足够的距离,中间轴的长度较长。
拆出尾轴时,先将中间轴和其支承轴承体拆除,吊离原位,空出位置,再将尾轴抽入机舱。
液压连接拆装方便,结构简单,尾轴向船外抽出,中间轴较短,主机飞轮离尾轴的距离近,拆尾轴时不必再拆装中间轴。
结构如示意图所示。
内套A,与轴静态有一定的间隙,内套外表面有较小的锥度,小端有螺纹与螺母C连接。
外套B,内表面轴向锥度与内套外表面相同,内表面有螺旋形油槽,并有进油孔H。
、H:和放气孔H3。
密封圈D装在供装配内液压空间S内。
初次装配,将联轴节各接触面清洁干净,并喷涂滑油,放置到位,使内外套偶配锥面接触,三台高压油泵分别与H。
、H:接妥,轴向推拉泵通过H:向S空间注油,S空间充满油,空间的气体放完后,用闷头堵死H3放气孔,三台油泵同时泵油,S空间油压保持说明书规定值,通过H。
孔进入内外套接触的螺旋槽内的压力油,向内压缩内套,并使其紧紧压在轴颈上,压力油向外作用,使外套膨胀,同时S空间的压力油推压外套向上紧方向移动,当外套外径膨胀到达设计值(即外径增大量)时,即认为外套轴向移动上紧到位。
拆除液压泵,装复外套上各闷头,测量内外套端部距离L,外套在弹性收紧力的作用下,通过内套,紧紧使二轴联接。
拆开的正确操作比较简单,拆掉H。
、H:的闷头,放液压联轴节示意图A_内套:Ill一外套胀开进油孔:l卜外套:ll:一外套轴向移动上紧进;由孔c-螺母:II:r-S空间放气、放,dj7L:"密封圜:图l液压联轴节示意图光S空间的油,在H,孑L安装二台液压泵,同时泵油,锥面在高压油的作用下,向内压缩内套,使其收缩,向外压使外套膨胀,锥面上作用的轴向分力,使外套向松开方向移动,一旦外套轴向开始滑动,会快速滑动(跳动)到位,最大滑动长度即为S空间的轴向长度。
船舶尾轴密封知识学习船舶尾轴密封的发展展望第一章绪论在采用螺旋桨推进的船舶中,尾轴和尾轴承之间要按一定的规定留有间隙,尾轴又处于水面以下,工作时需要润滑和冷却,因此为了防止海水沿螺旋桨轴流入船内及润滑油泄漏,在尾轴管中必须设置密封装置。
尾轴密封装置的工作环境和条件极其恶劣,其在工作时不仅受到由轴系转动带来的磨损外,轴系自然下沉产生产生的不均匀作用力的影响,主机正倒车时尾轴还会产生一定的横向和轴向震动,这些都会对尾轴密封装置造成不良影响。
尾轴密封装置是船舶轴系的重要部件之一,其性能的好坏直接影响到船舶的正常营运和经济型,同时对防止尾轴滑油污染海洋环境起着十分重要的作用,因此国内外造船界和航运部门对其可靠性和可维修性等提出了更高的要求,所以对尾轴密封装置的研究是及其必要的。
下面笔者就对尾轴密封的发展及其展望做一个粗浅的分析。
第二章船舶尾轴密封的类型、原理及其发展2.1填料函型首密封装置“填料函型密封”俗称“盘根密封”,这种装置是最早出现的尾轴密封形式,多用于铁梨木尾轴承。
2.1.1填料函型首密封装置的工作原理图1为填料函型首密封装置的工作原理简图,此种密封装置主要是靠填料5来阻止舷外水流入机舱,填料5在压盖3的预紧力作用下与螺旋桨轴紧密接触,达到密封的目的。
尾轴承下沉时,可径向调节填料函本体4使与尾轴同心,以保持良好的密封效果。
该密封装置一般都设有进水管1,引入具有压力的舷外水,冷却和冲走积存在填料内的泥沙。
图1填料函型首密封装置的工作原理简图2.1.2填料函型首密封装置的特点填料函型首密封装置具有以下特点:(1)结构简单,易维护管理,当发现密封处漏水过多时,稍加压紧压盖即可;更换填料也很方便。
但由于盘根比较容易磨损,定时的对密封进行调整和填料(盘根)的更换,增加了轮机人员的劳动量,同时也增加了调整的随意性和不安全因素。
(2)造价低廉,使用可靠,现在该种密封装置一般都采用橡胶轴承。
相对来说橡胶轴承价格低廉,且使用可靠。
关于测量尾轴下沉量和舵承间隙发布: 2009-12-08 16:54 | 作者: captainbhl | 来源: 龙de船人请教各位朋友,关于如何测量尾轴下沉量和舵间隙。
谢谢!slcbxcc (2009-12-08 17:22:45)测量舵承间隙有两种方法:1、直接用塞尺测量;2、用内径量表测出舵承内径数据,再用千分尺测量舵承处的舵杆直径,相互一减即得出间隙数据。
测量尾轴下沉量没测过,期待高人指点~~~~~renzeqiang (2009-12-08 22:32:42)尾轴下沉量测量一般在船台(或船坞)进行,在尾轴尾密封上有一个测量下沉量的螺孔,拆下螺孔上的闷塞,将测量下沉量的游标卡尺装在螺孔上,记下读数A。
如果是新船,此读数即为下沉量的原始值;如果是修船,则将原始值减去A,其差值就是尾轴下沉量,即尾轴轴承的磨损量。
slcbxcc (2009-12-09 08:26:52)楼上的朋友有尾轴尾密封上测量下沉量的螺孔、测量下沉量的游标卡尺的图片吗?提供一下谢谢yang8853005 (2009-12-09 11:45:02)学习了。
wingges (2009-12-09 19:33:14)1.关于尾轴下沉量新船下水之前一个原始数据,这个船上会有这个记录,当下次进坞修理时记得向船方索取原始数据,参照得知尾轴的运行状况.油润滑形式的尾轴测量方法如前面大家所说的,船上会有专用下沉量表(weardown gauge),会用会读就行.水润滑的尾轴,一般采用塞尺测量上下左右点的值,一般测量后轴承值.2. 舵间隙如果将舵整体拆下检查,可以用内径千分尺和外径千分尺分别测量舵杆舵销轴承档的值及轴承孔的值,两者之差即为间隙值.如果不拆就地测量,测量周围清洁干净后,用塞尺塞下就行了. 关于尾轴间隙及舵间隙的正常值及极限值各船级社有不同规定,相信论坛上能找到相关资料,这里就不在赘述了.最后谢谢能不能给我这个新人一点点奖励呢?heyoucheng (2009-12-13 15:13:09)谢谢楼上的学习了哦heyoucheng (2009-12-13 15:13:38)以前还没有注意呀王者到达(2009-12-14 00:19:19)帖子一次发完为好,如果感觉有什么没讲的丢了,可以修改帖子,这样有灌水嫌疑,会被扣分的.谢谢合作8#heyouchengbandit (2009-12-14 18:52:45)6楼的正解,另外还有舵的跳动量需要测wqgy (2009-12-19 16:02:15)补充一下:楼主讲的尾轴下沉量指的是油润滑尾轴承,下沉量就是检测磨损量,具体操作:船舶进坞后,向老轨借来专门的下沉量测量尺(置于一个小长方形带盖的木盒内,将木盒的上盖翻开会看到贴于上盖背面的一次次坞修时测得的下沉量数据记录表),将主机NO.1盘车至上止点,通知老轨将尾管和油封供油放去,割去防绳罩,打开尾油封对应部位(同表格所示相同位置)的上下闷头包括垫片,清洁干净两口平面和螺纹,将下沉量尺旋入,用扳手将其拧紧,直到尺上刻痕对其于油封座洞口上的刻痕,测出数据(如用深度尺一样),再同样测量下面的孔,将数据记录于笔记本提交船方(一般老轨现场同侧),所得的数据同上个坞次测的数据比较,可以看出轴系磨损量,另外还可看出尾轴承完好性。
第一章艉轴管、螺旋桨轴组件的制造和装配工艺及检验第一节艉轴管、螺旋桨轴组件的制造及检验(内场工程)一、艉轴管泵压艉轴管一般由前、中、后段三部分组成,前后端为铸钢件,中段为板件卷制而成,其相互间焊接联接。
泵压前须检查电焊质量,板件焊缝UT加着色探伤,铸钢件与板件焊缝着色探伤。
(一)工艺过程如图1-1所示,艉轴管两端用闷板和连接螺栓接拢,平面用O型圈密封,先用自来水软管接到进水阀8,向尾管内灌水直到透气阀4有水流出,把阀4 、阀8关闭,拆去自来水软管,用压水泵的软管与进水阀8接妥,按艉轴管图的压水要求压力进行泵水,压力达到要求后(0.2Mpa钢规第三篇11.2.5.6),关闭进水阀8,检查艉轴管及焊接处有否渗漏现象,同时检查艉轴管焊接质量。
经过检查合格后,才能把艉轴管送至下一工序,图1-1 艉轴管泵压示意图1.艉轴管 2.闷板 3.连接螺栓4.透气阀5.压力表6.螺母7.压水泵8.进水阀9.密封圈(二)检验内容1.要求提供材质报告,磁粉探伤报告,超声波探伤报告,(检验要求可参照船体铸钢件检查标准JCSSTI-1978);2.要求提供铸钢件产品证书,核对产品证书号及炉号的钢印;3.检查压力表是否在有效期内;4.打开放气阀确认没有空气;5.根据《钢规》第三篇11.2.5.6要求,检查压力表压力为0.2Mpa,确认艉轴管焊接处没有渗漏现象。
二、中间轴及螺旋桨轴机加工检验中间轴及螺旋桨轴机加工检验应在机床上进行,检验内容如下:(一)要求提供材质报告,核对产品证书号及炉号的钢印;(二)检查测量所用仪表及磁粉探伤仪器的有效期,检查磁粉探伤操作人员的操作证书是否有效;(三)轴表面磁粉探伤检查,检查区域为:1.螺旋桨轴锥度处;2.法兰圆角处;3.圆弧过渡处;4.轴承处;(四)机加工尺寸及精度检验1.按图检验长度及外圆尺寸,轴外圆尺寸用外径千分尺测量垂直与水平方向两个位置的尺寸,测量表面粗糙度(用粗糙度仪或样板),用百分表测量径向及轴向跳动是否符合图纸要求(轴在机床上旋转,百分表放在要测量的位置,百分表波动的范围即为跳动值)。
关于测量尾轴下沉量和舵承间隙发布: 2009-12-08 16:54 | 作者: captainbhl | 来源: 龙de船人请教各位朋友,关于如何测量尾轴下沉量和舵间隙。
谢谢!slcbxcc (2009-12-08 17:22:45)测量舵承间隙有两种方法:1、直接用塞尺测量;2、用内径量表测出舵承内径数据,再用千分尺测量舵承处的舵杆直径,相互一减即得出间隙数据。
测量尾轴下沉量没测过,期待高人指点~~~~~renzeqiang (2009-12-08 22:32:42)尾轴下沉量测量一般在船台(或船坞)进行,在尾轴尾密封上有一个测量下沉量的螺孔,拆下螺孔上的闷塞,将测量下沉量的游标卡尺装在螺孔上,记下读数A。
如果是新船,此读数即为下沉量的原始值;如果是修船,则将原始值减去A,其差值就是尾轴下沉量,即尾轴轴承的磨损量。
slcbxcc (2009-12-09 08:26:52)楼上的朋友有尾轴尾密封上测量下沉量的螺孔、测量下沉量的游标卡尺的图片吗?提供一下谢谢yang8853005 (2009-12-09 11:45:02)学习了。
wingges (2009-12-09 19:33:14)1.关于尾轴下沉量新船下水之前一个原始数据,这个船上会有这个记录,当下次进坞修理时记得向船方索取原始数据,参照得知尾轴的运行状况.油润滑形式的尾轴测量方法如前面大家所说的,船上会有专用下沉量表(weardown gauge),会用会读就行.水润滑的尾轴,一般采用塞尺测量上下左右点的值,一般测量后轴承值.2. 舵间隙如果将舵整体拆下检查,可以用内径千分尺和外径千分尺分别测量舵杆舵销轴承档的值及轴承孔的值,两者之差即为间隙值.如果不拆就地测量,测量周围清洁干净后,用塞尺塞下就行了. 关于尾轴间隙及舵间隙的正常值及极限值各船级社有不同规定,相信论坛上能找到相关资料,这里就不在赘述了.最后谢谢能不能给我这个新人一点点奖励呢?heyoucheng (2009-12-13 15:13:09)谢谢楼上的学习了哦heyoucheng (2009-12-13 15:13:38)以前还没有注意呀王者到达(2009-12-14 00:19:19)帖子一次发完为好,如果感觉有什么没讲的丢了,可以修改帖子,这样有灌水嫌疑,会被扣分的.谢谢合作8#heyouchengbandit (2009-12-14 18:52:45)6楼的正解,另外还有舵的跳动量需要测wqgy (2009-12-19 16:02:15)补充一下:楼主讲的尾轴下沉量指的是油润滑尾轴承,下沉量就是检测磨损量,具体操作:船舶进坞后,向老轨借来专门的下沉量测量尺(置于一个小长方形带盖的木盒内,将木盒的上盖翻开会看到贴于上盖背面的一次次坞修时测得的下沉量数据记录表),将主机NO.1盘车至上止点,通知老轨将尾管和油封供油放去,割去防绳罩,打开尾油封对应部位(同表格所示相同位置)的上下闷头包括垫片,清洁干净两口平面和螺纹,将下沉量尺旋入,用扳手将其拧紧,直到尺上刻痕对其于油封座洞口上的刻痕,测出数据(如用深度尺一样),再同样测量下面的孔,将数据记录于笔记本提交船方(一般老轨现场同侧),所得的数据同上个坞次测的数据比较,可以看出轴系磨损量,另外还可看出尾轴承完好性。