飞剪机剪切机构的优化设计
- 格式:pdf
- 大小:283.25 KB
- 文档页数:6

机构原理课程设计飞剪一、教学目标本课程的学习目标包括知识目标、技能目标和情感态度价值观目标。
知识目标要求学生掌握飞剪的机构原理、工作原理和应用领域;技能目标要求学生能够运用所学知识分析飞剪的结构和性能,并具备一定的创新设计能力;情感态度价值观目标要求学生培养对机械工程的兴趣,提高工程实践能力,树立正确的工程伦理观。
通过分析课程性质、学生特点和教学要求,明确课程目标,将目标分解为具体的学习成果,以便后续的教学设计和评估。
二、教学内容根据课程目标,选择和教学内容,确保内容的科学性和系统性。
本课程的教学大纲如下:1.飞剪的机构原理:介绍飞剪的机构组成、工作原理和性能指标。
2.飞剪的工作原理:讲解飞剪的运动学、动力学和控制原理。
3.飞剪的应用领域:介绍飞剪在工程实际中的应用,如钢铁、矿山、造纸等行业。
4.飞剪的创新设计:学习飞剪的设计方法,培养学生的创新设计能力。
教学内容以教材为主,结合实际情况,适当拓展相关参考书籍和多媒体资料。
三、教学方法选择合适的教学方法,如讲授法、讨论法、案例分析法、实验法等,以激发学生的学习兴趣和主动性。
1.讲授法:用于讲解飞剪的机构原理、工作原理和应用领域。
2.讨论法:学生针对飞剪的设计和应用展开讨论,促进学生思考。
3.案例分析法:分析实际案例,让学生了解飞剪在工程中的应用和优势。
4.实验法:安排实验课程,让学生亲身体验飞剪的工作原理和性能。
通过多样化的教学方法,提高学生的学习兴趣和主动性。
四、教学资源选择和准备适当的教学资源,包括教材、参考书、多媒体资料、实验设备等。
1.教材:选用权威、实用的教材,如《机械工程导论》、《飞剪设计与应用》等。
2.参考书:推荐学生阅读相关领域的经典著作和最新研究成果。
3.多媒体资料:制作课件、视频等多媒体资料,丰富教学手段。
4.实验设备:配置合适的实验设备,为学生提供实践操作的机会。
教学资源应能够支持教学内容和教学方法的实施,丰富学生的学习体验。

《机械原理课程设计》廖汉元孔建益闻欣荣李佳编撰武汉科技大学机械自动化学院机械设计与制造教研室1999年5月(02年再版)飞剪机构分析与设计任务书一.工艺要求1.剪切运动速度为V t=2m/s的钢板,拉钢系数=V刀/ Vt=[],[]=~2.两种钢板定尺(长度)L=1m; ;3.剪切时上下剪刃有间隙,剪切后上下剪刃不发生干涉(相碰);4.剪切时上、下剪刃沿钢板运动速度方向的速度相对误差:ΔV刀[]二.给定参数1.工艺参数图 1剪切力F=10T=98kN;支座A距辊道面高约为 h250mm(如图1);刀刃重合量Δh5mm;钢板厚度Δb=1mm;2.机构设计参数按定尺L=1m给出机构的行程速比系数k 、远极位传动角2、摇杆摆角:表1 参数与方案三.设计内容1.根据工艺要求制定机构方案,定性比较各方案的优、劣;2.设计出满足工艺要求的机构尺寸及上下剪刃的位置尺寸;3.根据最终设计结果按比例绘制机构运动简图及上下剪刃的轨迹;4.进行机构的运动及力分析,检验上下剪刃的速度相对误差、拉钢系数是否满要求,并求出曲柄上的平衡力矩M b《飞剪机构分析与设计》指导书二,对剪机运动的要求:1.曲柄转一圈对钢材剪切一次;2.剪切时,上、下剪刃速度相对误差小于其许用值:V 刀=2|V Et -V Ft |/(V Et +V Ft ) = .3.剪切时,上下剪刃应与钢材运动同步。
一般希望剪刃速度略大于钢材运动速度,即拉钢系数>1:V 刀= (V Et +V Ft )/2;= V 刀/ V t = =~. 4.能调节钢材的剪切长度L三,设定参数1.工艺参数剪切力F=10T=98kN 支座A 距辊道面高约为h 250mm刀刃重合量Δh5mm 钢板厚度Δb=1mm 2.机构设计参数按定尺L=1m 给出机构的行程速比系数k 、远极位传动角2、摇杆摆角如表1所示。
四.机构的型综合首先对工艺要求进行分析,把工艺要求变换为对机构运动的要求,然后根据对机构的动作要求进行型综合。
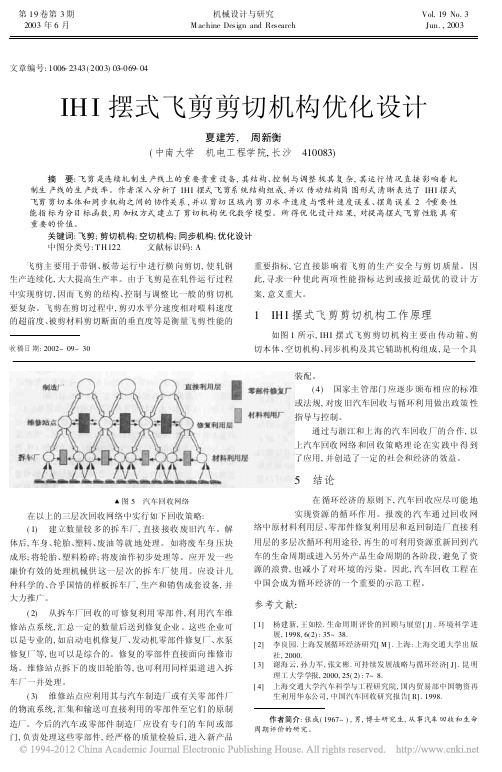
w 图5 汽车回收网络在以上的三层次回收网络中实行如下回收策略:(1) 建立数量较多的拆车厂,直接接收废旧汽车。
解体后,车身、轮胎、塑料、废油等就地处理。
如将废车身压块成形;将轮胎、塑料粉碎;将废油作初步处理等。
应开发一些廉价有效的处理机械供这一层次的拆车厂使用。
应设计几种科学的、合乎国情的样板拆车厂,生产和销售成套设备,并大力推广。
(2) 从拆车厂回收的可修复利用零部件,利用汽车维修站点系统,汇总一定的数量后送到修复企业。
这些企业可以是专业的,如启动电机修复厂、发动机零部件修复厂、水泵修复厂等,也可以是综合的。
修复的零部件直接面向维修市场。
维修站点拆下的废旧轮胎等,也可利用同样渠道进入拆车厂一并处理。
(3) 维修站点应利用其与汽车制造厂或有关零部件厂的物流系统,汇集和输送可直接利用的零部件至它们的原制造厂。
今后的汽车或零部件制造厂应设有专门的车间或部门,负责处理这些零部件,经严格的质量检验后,进入新产品装配。
(4) 国家主管部门应逐步颁布相应的标准或法规,对废旧汽车回收与循环利用做出政策性指导与控制。
通过与浙江和上海的汽车回收厂的合作,以上汽车回收网络和回收策略理论在实践中得到了应用,并创造了一定的社会和经济的效益。
5 结论在循环经济的原则下,汽车回收应尽可能地实现资源的循环作用。
报废的汽车通过回收网络中原材料利用层、零部件修复利用层和返回制造厂直接利用层的多层次循环利用途径,再生的可利用资源重新回到汽车的生命周期或进入另外产品生命周期的各阶段,避免了资源的浪费,也减小了对环境的污染。
因此,汽车回收工程在中国会成为循环经济的一个重要的示范工程。
参考文献:[1] 杨建新,王如松.生命周期评价的回顾与展望[J].环境科学进展,1998,6(2):35~38.[2] 李良园.上海发展循环经济研究[M ].上海:上海交通大学出版社,2000.[3] 谢海云,孙力军,张文彬.可持续发展战略与循环经济[J].昆明理工大学学报,2000,25(2):7~8.[4] 上海交通大学汽车科学与工程研究院,国内贸易部中国物资再生利用华东公司,中国汽车回收研究报告[R].1998. 作者简介:张成(1967-),男,博士研究生,从事汽车回收和生命周期评价的研究。

《飞剪机构分析与设计》补充资料(doc 8页)<<飞剪机构分析与设计>>补充资料一、 正弦飞剪机构的设计1、 建立机构设计的计算模型e 、f 为由刀刃安装确定的结构尺寸,Δh 为刀刃重合量。
刀刃E 的位置方程: x E =acos ϕ1+e y E =asin ϕ1.刀刃E 的速度方程: x 'E = -a ω1sin ϕ1 y 'E =a ω1cos ϕ1. 剪切角ϕ01: cos ϕ01=(a-Δh )/a曲柄半径a :要求开始剪切的刀刃速度y 'E 为[δ]v t ,由此得到: [δ]v t = a ω1(a-Δh )/a a= [δ]v t /ω1+Δh 。
轭架结构尺寸d : d=a+e+Δh+f 。
2、 计算实例:已知:vt=2m/s,L=1m, Δh=5mm, [δ]=1.025,Δv 刀<0.05。
曲柄角速度:ω1=2πv t /L=2π×2/1=4π/ s 曲柄半径:a= [δ]v t /ω1+Δh=1.025×2000/(4π)+5=168.1338mm 。
剪切角ϕ01:cos ϕ01=(a-Δh )/a=(168.1338-5)/168.1338=0.97026188 ϕ01=-14.0080140°轭架结构尺寸d :若取e=f=250md=a+e+Δh+f=168+250+5+250=673mm 。
校验机器性能 刀刃剪钢速度:AB n1E FΔe f d ϕϕ10xy ax EEy Ex'E= -aω1sinϕ1=-168×4π⨯sin(-14.0080140)=511.02mm/s.y'E=v Et=aω1cosϕ1.=168×4π⨯cos(-14.0080140)=2047.7248mm/s=V Ft δ=2047.7248/2000=1.0239。

机械原理课程设计说明书设计题目:飞剪机设计学院名称:专业:班级:姓名:学号指导教师:12010年9月8日11设计任务........................... ........ 2..1.1设计题目............................... . (2)1.2工作原理及工艺动作过程................. . (2)1.3原始数据及设计要求..................... (2)1.4设计任务............................... . (2)2系统传动方案设计................... ........ 3.2.1原动机类型的选择...................... .. (3)2.2主传动机构的选择....................... .. (3)3执行机构运动方案的比较与选择 ....... .. (5)3.1执仃机构方案的比较.................... (6)3.2执仃机构方案的确疋..................... . (7)4系统总体运动方案的比较分析确定(绘制系统机构运动简图) (8)4.2系统总体运动方案的确定 (8)5拟定工作循环图.................... .. (9)5.1飞剪机构运动循环图(同心式)•• (9)5.2飞剪机机构运传送动循环图(直线式) (9)6机构设计及尺寸计算................. ...... 1.06.1传送系统的齿轮设定.....................106.2传送带设疋............................ .10 7设计心得与体会..................... ...... 1.1参考文献. (12)1设计任务1.1设计题目飞剪机1.2工作原理及工艺动作过程能够横向剪切运行中的扎件,在连续扎制线上能剪切扎件的头,尾或将扎件切成规定尺寸。
八杆飞剪机构设计方案咱来唠唠八杆飞剪机构的设计方案哈。
一、设计目标。
首先呢,咱得明确这个八杆飞剪机构是要干啥的。
那肯定是要像个超级剪刀手一样,快速又精准地剪断东西呗,比如说金属板材或者卷材啥的。
这就要求它剪东西的时候,既要有足够的剪切力,又得能在合适的时间和位置下刀,就像大厨切菜得切得恰到好处。
二、机构选型。
1. 八杆结构的确定。
为啥是八杆呢?这就好比组建一个篮球队,每个队员(杆件)都有自己的作用。
八杆结构能够提供比较复杂又稳定的运动关系。
多几根杆,可以让整个机构在运动的时候更加灵活多样,能满足不同的剪切需求。
这八根杆可不是随便凑在一起的。
咱们得像搭积木一样,把它们组合得合理又牢固。
2. 杆件的材料选择。
对于杆件的材料,这就像给战士选武器一样重要。
如果是用来剪比较薄的材料,像纸张之类的(开个玩笑,飞剪一般不剪纸啦),那可能铝合金就够了,轻便又便宜。
但要是剪金属板材,那就得选高强度的钢材了,比如45号钢之类的,这样才能承受住剪切时的巨大力量,不至于在干活的时候“胳膊折了”。
三、运动分析。
1. 轨迹规划。
这个飞剪的剪切刃啊,得像个听话的小宠物一样,按照我们规定的路线走。
我们要设计好它的运动轨迹,就像给它画好跑道一样。
这个轨迹得保证在剪切的时候,刀刃能垂直地切入材料,而且在剪切前后能快速地离开,不能在那儿磨磨蹭蹭的。
比如说,在卷材向前运动的时候,飞剪的刀刃要先加速到和卷材速度差不多,然后“咔嚓”一下剪下去,再迅速减速回到初始位置,准备下一次剪切。
这就像运动员跑步,起跑、冲刺、减速,每个环节都得控制好。
2. 速度和加速度分析。
速度可不能太慢了,不然就不叫飞剪了。
但是也不能太快,太快了机构可能会散架或者控制不住。
要根据剪切材料的速度和厚度来确定飞剪刀刃的速度。
加速度也很关键呢。
如果加速度太大,机构会受到很大的冲击力,就像开车突然猛踩油门一样,对车(机构)不好。
所以要合理地规划加速度,让机构在平稳的状态下完成快速的剪切动作。
图飞剪机构的设计一、 设计内容 1、工艺要求1.1剪切运动速度为V t =2m/s 的钢板,拉钢系数δ=V 刀/ V t =[δ], [δ]=1.01~1.051.2 两种钢板定尺(长度)L=1m; 0.65m ;1.3 剪切时上下剪刃有间隙,剪切后上下剪刃不发生干涉(相碰);1.4 剪切时上、下剪刃沿钢板运动速度方向的速度相对误差: ΔV 刀≤0.05=[ε] 2、给定参数2.1工艺参数 剪切力F=10T=98kN;支座A 距辊道面高约为 h ≈250mm(如图h ≈5mm;钢板厚度Δb=1mm; 2.12.2机构设计参数按定尺L=1m 给出机构的行程速比系数k 、远极位传动角γ2、摇杆摆角ψ如表2-1所示。
:表2-1 参数与方案3、具体内容3.1根据工艺要求制定机构方案,定性比较各方案的优、劣; 3.2设计出满足工艺要求的机构尺寸及上下剪刃的位置尺寸; 3.3根据最终设计结果按比例绘制机构运动简图及上下剪刃的轨迹;3.4进行机构的运动及力分析,检验上下剪刃的速度相对误差、拉钢系数是否满要求,并求出曲柄上的平衡力矩M b 4、对剪机运动的要求:4.1曲柄转一圈对钢材剪切一次;4.2剪切时,上、下剪刃速度相对误差小于其许用值:△V 刀=2|V Et -V Ft |/(V Et +V Ft )≤ [ε] = 0.05. 4.3剪切时,上下剪刃应与钢材运动同步。
一般希望剪刃速度略大于钢材运动速度,即拉钢系数δ>1: V 刀= (V Et +V Ft )/2; δ= V 刀/ V t =[δ] =1.01~1.05. 4.4能调节钢材的剪切长度LC b5、设定参数5.1工艺参数剪切力F=10T=98kN 支座A距辊道面高约为h ≈250mm刀刃重合量Δh≈5mm 钢板厚度Δb=1mm5.2机构设计参数按定尺L=1m给出机构的行程速比系数k 、远极位传动角γ2、摇杆摆角ψ如表2-1所示。
6、机构的型综合首先对工艺要求进行分析,把工艺要求变换为对机构运动的要求,然后根据对机构的动作要求进行型综合。