2 0 1 4 年0 5 期
科技 一向导
◇ 科技 创新◇
刀具补偿在数控铣削加工中的应用
刘 秀 霞 ( 陕西省机械高级技工学校 陕西
【 摘
勉县
7 2 3 0 0 3 )
ห้องสมุดไป่ตู้
要】 刀具补偿是数控铣 削加工 中最常用的指令 , 本 文简述 了刀具半径补偿和刀具长度补偿 的概念及应 用, 结合 实际经验 , 详细总结 了
加工 中两种补偿 的使 用情 况, 提 出了一些应注意的问题 。
【 关键词】 刀具半径补偿: 刀具 长度补偿
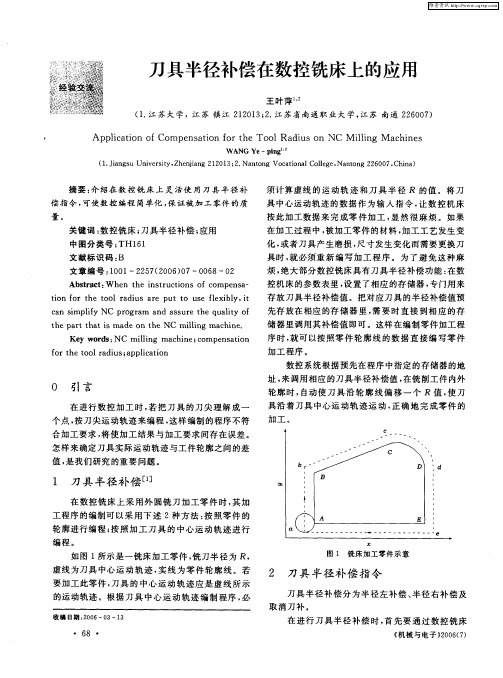
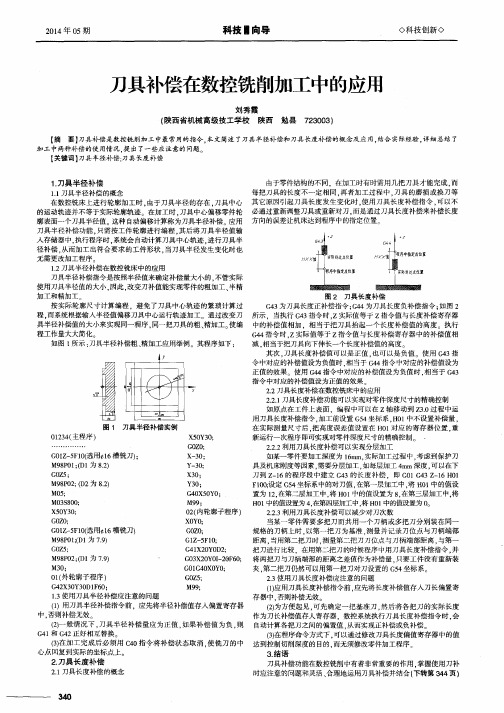
由于零件结构 的不同 ,在加工时有时需用 几把刀具才能完成 , 而 每把 刀具的长度不一定相 同 . 再者加工过程 中 . 刀具 的磨 损或换刀等 1 . 1 刀具半径补偿 的概念 使用 刀具长度补偿指令 , 可 以不 在数控铣床上进行 轮廓加工时 . 由于刀具半径 的存在 . 刀具 中心 其 它原因引起刀具长度发 生变化时 , 的运动轨迹并不等于实际轮廓轨迹 。在加工时 , 刀具 中心偏移零件轮 必通过 重新调整刀具或重新对刀 . 而是通过刀具长度补偿来补偿长度 廓表面一个刀具半径值 。 这种 自动偏 移计算称为刀具半径补偿。 应用 方向的误差让机床达到程序 中的指定 位置。 刀具半径补偿功能 。 只需按工件轮廓 进行编程 . 其后 将刀具半径值输 6 j 入存储器 中, 执行程序 时, 系统会 自 动计算刀具 中心轨迹 . 进行刀具半 I } 径补偿 . 从而加 工出符 合要求 的工件 形状 . 当刀具半径 发生变化时也 … 无需更改加工程序 1 - 2 刀具半 径补偿在数控铣床 中的应用 I 刀具半径补偿指令是按照半径值来确定补偿量大小 的. 不管 实际 使用刀具半径值的大小 , 因此 , 改变刀补值能实现零件 的粗加工 、 半 精 加工和精加工。 图 2 刀 具 长 度 补偿 按实 际轮廓 尺寸计算编程 .避免 了刀具 中心 轨迹的繁琐计算 过 G 4 3 为刀具长度正补偿 指令 : G 4 4为刀具长度负补偿指令 : 如图 2 程, 而系统根据输入半径 值偏移 刀具 中心运行轨迹加工 通过改变 刀 所示 .当执行 C 4 3 指令 时 . z实际值 等于 z指令值与长度补偿 寄存 器 具半径补偿值的大小来实现同一 程序, 同一把 刀具 的粗 、 精加工 。 使编 中的补偿值 相加 .相当于把刀具 抬起一个长度补偿 值的高度 执行 程工作量大大简化 G 4 4指令时 . z实际值等于 z 指令值 与长度补偿 寄存 器 中的补偿值 相 如图 1 所示 : 刀具半 径补偿粗 、 精加工应用举例 。其程序如下 : 减. 相当于把刀具向下伸 长一个长度补偿值的高度 其次 , 刀具长度补偿值可 以是 正值 . 也可 以是负值 。使用 C 4 3 指 令 中对应的补偿值设 为负值 时. 相 当于 C 4 4 指令 中对应的补偿值设为 正值 的效果 使用 G 4 4指令中对 应的补偿值设为负值 时. 相当于 C 4 3 指令 中对应的补偿 值设为正值 的效果 2 - 2 刀具长度补偿在数控铣 床中的应用 2 . 2 . 1 刀具长度补偿 功能可 以实现对零件深度尺寸的精确控制 如原点在工件上表 面 . 编程 中可以在 z轴移动到 Z 3 . 0过程中运 用刀具长度补偿指令 , 加工前设 置 G 5 4坐标 系. H 0 1 中不设置补偿量 , 图 1 刀具 半径 补偿 实例 在实 际测量 尺寸后 . 把高度误差值设置在 H 0 1 对应的寄存器 位置 . 重 0 1 2 3 4 ( 主程序 1 X5 0 Y3 0 ; 新运行一次程序 即可实 现对零件 深度尺寸 的精确控制 . GO Z0 : 2 . 2 . 2利用刀具长度补偿可以实现分层加工 G 0 1 Z 一 5 F 1 0 ( 选用 ̄ 1 6 槽 铣刀) ; X一 3 0; 如某一零件要 加工深度 为 1 6 a r m. 实 际加工过程 中. 考虑到保护刀 Y一 3 0 ; M9 8 P 0 1 ; ( D1为 8 . 2 ) 具及机床刚度等因素 . 需要分层加工 . 如每层加工 4 a r m深度 , 可 以在下 GO Z 5; X3 0: 刀到z 一 1 6的程序段 中建立 G 4 3 的长度 补偿 .即 G 0 1 G 4 3 Z 一 1 6 H 0 1 M9 8 P 0 2 ; ( 0 2为 8 . 2 1 Y3 0: F 1 0 0 ; 设定 G 5 4坐标 系中的对刀值 . 在第一层加工中. 将H O 1 中的值设 M0 5 ; G 4 0X5 0 Y0: 置为 1 2 . 在第二层加工 中。 将H 0 1 中的值设置为 8 . 在第三层加工 中。 将 M0 3 S 8 0 0; M9 9: H 0 1 中的 值设置为 4 . 在第四 层加工中 . 将H 0 1 中的值设置为 0 。 X5 0 Y3 0 ; O 2 ( 内轮廓子程序 ) 2 . 2 . 3 利用刀具长度补偿可以减少对刀次数 GO Z 0 ; XO YO ; 当某 一零件需要 多把刀而共用一个 刀柄或多把 刀分 别装在 同一 G 0 1 Z 一 5 F  ̄ 0 ( N用 ̄ 1 6槽铣刀1 GOZ O ; 规 格的刀柄上时 . 以第一把 刀为基准 . 测量 并记录刀位 点与刀柄端部 M9 8 P 0 1 ; ( D1为 7 . 9 1 G1 Z 一 5 F1 0 ; 距离. 当用第二把刀时 。 测量第二把刀刀位点与刀柄端部距离 , 与第一 GO Z 5 ; G 41 X2 0 Y0 D2; 把 刀进行 比较 .在用第二把刀的时候程序中用刀具长度补偿指令 . 并 M 9 8 P 0 2 ; ( D 1 为7 . 9 ) c0 3 X2 O YO I 一 2 0F 6 0 ; 将 两把刀与刀柄端部 的距离之差值作为补偿量 . 只要工件没有重新装 M3 0; G0 1 G40 XO Y0 ; 夹. 第 二把刀仍然可 以用第一把刀对刀设置的 G 5 4 坐标 系 O 1 ( 外轮廓子程序 1 GOZ 5 ; 2 . 3 使用 刀具长度补偿应注意的问题 G 42 X3 0 Y3 0 D1 F 6 O: M9 9 ; ( 1 1 应用刀具长度补偿指令 前 , 应 先将 长度补偿值存入 刀长偏 置寄 l _ 3使用刀具半径补偿应注意的问题 存 器中 . 否则补偿无效 ( 1 ) 用刀具半径补偿指令前 , 应先将半径补偿值存人偏置 寄存器 f 2 ) 为方便起 见 . 可先确定一把 基准刀 . 然后将 各把刀 的实 际长度 中. 否则补偿 无效 作为刀长补偿值存 人寄存器 .数控系统执行刀具长度补偿指令 时 。 会 ( 2 ) 一 般情况 下 , 刀具半 径补偿量 应为正值 , 如果补 偿值 为负 , 则 自动计算 各把刀之间的偏 置值 . 从而实现正补偿或负补偿 G 4 1 和G 4 2 正好相互替换 ( 3 ) 在程序命令方式下 , 可 以通过修改刀具长度偏值 寄存器中的值 ( 3 ) 在 加工完 成后必须用 C 4 0指令将补 偿状态取 消 . 使 铣刀 的中 达到控制切削深度的 目的 . 而无须修改零件加工程序 心点 回复到实际的坐标 点上 3 . 结语