数控铣床刀具半径补偿
- 格式:ppt
- 大小:359.00 KB
- 文档页数:26

巧用G41、G42、G40(刀具半径补偿指令)编制数控程序作者:魏国军来源:《中国科技博览》2015年第15期[摘要]数控铣床手动编程中二维加工在没有使用刀补的情况下编制数控加工程序时,由于刀具是圆柱形,存在一定的直径,使刀具中心轨迹与零件轮廓不重合。
如此时按照轮廓线编程,刀具中心(刀位点)行走轨迹将和图样上的零件轮廓轨迹重合,就会造成过切或少切现象。
作者通过分析、尝试及验证,在数控程序中巧秒地使用G41、G42、G40指令,不仅可以解决上述问题,且使编程及加工变得简单。
[关键词]巧用;刀具半径补偿指令;编制;数控程序中图分类号:TG659 文献标识码:A 文章编号:1009-914X(2015)09-0304-02在手动编制数控铣加工程序时,为了确保铣削加工出的轮廓符合要求,编程员必须依据图样尺寸要求结合所使用刀具半径计算出新的节点坐标,再根据这些坐标值进行编程,这给编程带来了很大数据计算及处理的麻烦(见图1)。
编程时为了避免出现上述所说的数据坐标值计算,考虑利用刀具半径补偿来解决这一问题(见图2),可大大地节省时间提高编程效率。
一、刀具半径补偿数控加工中,是按零件轮廓进行编程的。
由于刀具总有一定的半径(如铣刀半径、铜丝的半径),刀具中心运动的轨迹并不等于所需加工零件的实际轮廓,而是偏移轮廓一个刀具半径值。
这种偏移称为刀具半径补偿。
1、刀具半径补偿指令及格式G41(刀具半径左补偿指令):G41 G00/G01 X Y DG42(刀具半径右补偿指令):G42 G00/G01 X Y DG40(刀具半径补偿取消指令):G40 G00/G01 X Y2、刀具半径补偿指令注意事项在编制数控程序时,使用G41、G42、G40指令可让我们省去因刀具半径而造成的坐标点计算,但在使用过程中需注意一些事项,规纳总结如下五点:(1)、G40、G41指令在使用前,必须由G17、G18、G19指令指定刀具半径补偿平面,且补偿中不能随意更换铣削平面,需要半径补偿指令结束后才能更换铣削平面,否则程序出现报警信号;(2)、编程时,X、Y坐标值的计算参照G00、G01格式,与没有使用刀补时一样,刀补建立时,只能使用G00、G01指令,不能使用G02、G03指令;(3)、D-指令代码为刀具半径补偿寄存器的地址字,在编写程序时应与补偿寄存器号相对应;(4)、G41、G42判别:沿着刀具前进方向看,刀具在前进轨迹方向左侧为左刀补,刀具在前进轨迹方向右侧为右刀补;(5)、刀具半径补偿值设置为负值时,G41、G42刀具所走轨迹将相反。
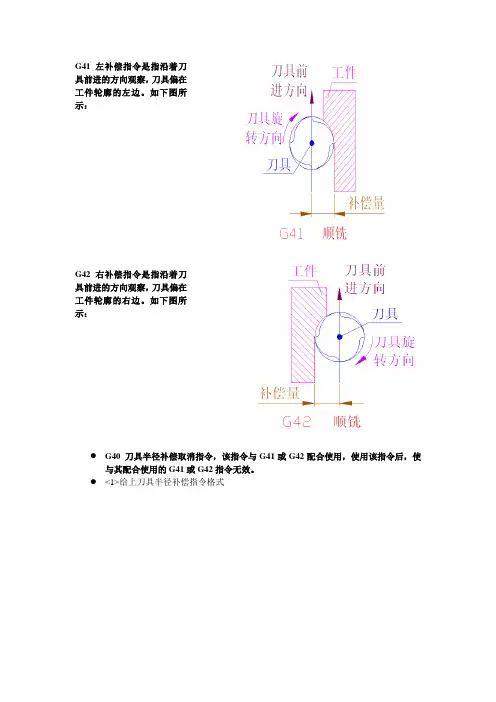
G41 左补偿指令是指沿着刀具前进的方向观察,刀具偏在工件轮廓的左边。
如下图所示:G42 右补偿指令是指沿着刀具前进的方向观察,刀具偏在工件轮廓的右边。
如下图所示:●G40 刀具半径补偿取消指令,该指令与G41或G42配合使用,使用该指令后,使与其配合使用的G41或G42指令无效。
●<1>给上刀具半径补偿指令格式⏹ G00 G411)(G17)X_Y_D_;⏹ G01 G42⏹ G00 G412) (G18) X_Z_D_;⏹ G01 G42⏹ G00 G413) (G19) Y_Z_D_;⏹ G01 G42●<2>取消刀具半径补偿指令格式●G00●G40 X_Y; (X_Z_;) (Y_Z_;)●G01(5)刀具半径补偿指令格式说明:●<1>刀具半径补偿用G17、G18、G19命令在被选择的工作平面内进行补偿。
比如当G17命令执行后,刀具半径补偿仅影响X、Y轴的移动,而对Z轴没有作用。
<2>刀具半径补偿指令G41或G42只在G00和G01模式下有效,不能在G02和G03模式下给出刀具半径补偿G41或G42,否则机床报警。
<3>D_是刀具补偿号,其具体数值在加工或试运行前已设定在补偿存储器中,D_是续效代码。
<4>刀具半径补偿必须在程序结束前取消,否则刀具中心将不能回到程序原点上;刀具半径补偿必须在G00和G01模式下取消,在G02和G03模式下机床将会报警。
<5>取消刀具半径补偿除可以用G40指令外,还可以用D00指令,即”G00(G01)X_Y_D00;”也可以取消刀具半径补偿。
●<6>刀具半径补偿除方便编程外还可以用改变刀具半径补偿值大小的方法来实现同一程序进行粗加工、精加工,故有:●粗加工刀补值=刀具半径+精加工余量●精加工刀补值=刀具半径+修正量(若刀具尺寸准确或零件上下偏差相等,修正量为零)(6)使用刀具半径补偿时应注意的问题:●<1>一般情况下刀具半径补偿号要在刀补取消后才能变换,如果在补偿方式下变换补偿号,当前句的目的点的补偿量将按照所换补偿号的新值给定,而当前句开始点补偿量则不变。
欢迎阅读数控铣床与加工中心5.4 刀具补偿和偏置功能刀具补偿可分为刀具长度补偿和刀具半径补偿,其内容和方法已在前面章节中作了详细说明,本章拟用另外一种指令格式对刀具长度补偿功能进行介绍,目的在于进一步强调不同的数控系统对同一编程功能可能采用不同的指令格式。
5.4.1B型刀G41G42XY、ZX 或YZ时,迹。
偏置计算在由G17、G18和G19确定的平面内进行,该平面称之为偏置平面。
例如在已经选择了XY平面时,仅对程序中(X、Y)或(1、J)计算偏置量,并计算偏置矢量。
不在偏置平面内的轴的坐标值不受偏置的影响。
在3轴联动控制中,投影到偏置平面上的刀具轨迹才得到偏置补偿。
(4).刀补的建立与刀补的取消刀补的建立是进入切削加工前的一个辅助程序段,刀补的取消是加工完成时要写入到程序中的辅助程序段,如果处理得好则有利于简捷快速而又安全地使刀具进入切入位置和加工完了时退出刀具。
刀补建立时的核心问题是刀具从何处下刀并进入到工件加工的起始位置,刀补取消时则主要应考虑刀具沿何方向退离工件。
系统操作说明书中讨论了各种可能遇到的情况,为简化叙述,下面仅根据习惯的编程方法讨论刀补建立与刀补取消的问题。
不使用这些方法一般也可以正确地完成刀补建立与刀补取消的过程,但特殊情况下可能出现过切或报警。
1)使用GOO或G01的运动方式均可完成刀补建立或取消的过程,事实上使用G01往往是出于安全的考虑。
而如果不把刀补的建立(包括刀补的取消)建立在加工时的Z轴高度上,而采取先建立补偿再下刀或先提刀再取消补偿的方法,则既使在GOO的方式下建立(或取消)刀补也是安全的。
2)为了便于计算坐标,可以按图5-18所示两种方式来建立刀补,图5-18a为切线进入方式,图5-18b为法线进入方式。
同样取消刀补通常也采用这种切线或法线的方式。
图5-18 两种刀补建立方式图5-19 内圆轮廓的补偿3)在不便于直接沿着工件的轮廓线切向切入和切向切出时,可再增加一个圆弧辅助程序段。
数控铣床编程编程指令和刀具半径补偿1.G指令:准备功能指令(1)G90 绝对方式编程(2)G91 增量方式编程(3)G54~ G59 选择工件坐标系(4)G00 快速点定位 X Y Z(5)G01 直线插补 X Y Z F(6)G02 顺圆插补 X Y R(或I J K) F (7)G03 逆圆插补 X Y R (或I J K) F(8)G41 X Y D 刀具半径左补偿(9)G42 X Y D 刀具半径右补偿(10)G40 X Y 取消刀具半径补偿(11)G17、G18、G19 选择加工平面G17—XOY 平面(缺省值) G18—XOZ平面 G19—YOZ平面G90 G80 G40 G17 G49 G21(安全语句)功能:初始化状态设定。
式中: G90 ——绝对值方式;G80 ——取消固定循环;G 代码指令2.M 指令:辅助功能 (1)M00 程序暂停 (2)M03 主轴正转 (3)M05 主轴停 (4)M08 切削液开 (5)M09 切削液停(6)M30 完成程序段指令后 返回“程序开始”(7)M98 调用子程序 (8)M99 子程序结束一、基本常用指令3.指令——fz(mm/min)进给速度vf =fz ×z × n (铣床、加工中心)4.S 指令——r/min5.程序的组成和格式和数车一样,数铣的一个完整的零件程序包括程序号、程序内容和程序结束三个部分。
%(或O )1234G90 G80 G40 G17 G49 G21(安全语句) M03S1000 G54G00Z100 X0Y0G01Z-6F200G41D01X ▁Y ▁ …… G40X ▁Y ▁ G00Z100 M05 M30程序号程序内容程序结束6.绝对值编程G90与相对值编程G91格式: G90 G X Y ZG91 G X Y ZG90为绝对值编程,每个轴上的编程值是相对于程序原点的。
G91为相对(增量)值编程,每个轴上的编程值是相对于前一位置而言的,该值等于沿轴移动的距离。
1、什么是刀具的半径补偿和刀具长度补偿?答:刀具半径补偿是指数控系统在进行程序插补运算前,刀具中心轨迹自动地偏离编程轮廓线一个刀具半径值,以方便编程或刀具更换。
刀具长度补偿是指通过长度补偿指令使编程点在插补运算时自动加上或减去刀具的长度,从而使实际加工的长度尺寸不受刀具变化的影响,以简化编程。
这主要用在要换多把刀具的加工中心程序上。
2、简述开环、闭环、半闭环数控系统的概念?答:开环数控系统是指进给系统没有反馈,进给运动的精度由进给驱动装置的精度来保证。
闭环数控系统是指进给驱动系统的最后执行元件上有反馈测量量,并通过反馈量来调整进给运动的系统。
半闭环数控系统是指进给驱动系统有反馈环节,但反馈量是从驱动装置传动路线中间环节上取的信息量,反馈信息不是彻底的。
3、简述数控机床坐标系X、Z轴命名及运动方向的规定?答:数控机床坐标系是采用右手直角笛卡尔坐标系,Z轴为主轴或平行机床主轴的坐标轴,如果机床有一系列的主轴,则尽可能的选垂直于工件装夹面的主要轴为Z轴。
Z轴的正方向定义为使刀具远离工件的方向。
X轴是在工件装卡平面内的轴,一般是水平轴。
它垂直于Z轴,站在工作台的正面看,优先选择向右方向为正方向。
4、试简述定位与夹紧之间的关系。
答:定位是指工件在机床或夹具里占据一正确位置,是为了保证加工表面与定位面之间的位置精度。
选择基准与夹具一起来限制工件的自由度;夹紧是在工件定位后把工件固定在机床上或夹具里,给工件施加足够的压力,防止工件运动,破坏已确定了的定位,并承担切削力。
定位与夹紧是工件安装不可缺少的两个部分。
1、铣削加工中,确定程序起点应考虑因素?答:要考虑刀具的切入和切出方便性和切入切出的长度是否足够长,不影响工件表面质量的加工,还要考虑编程的方便性。
2、答:开环系统的驱动元件是步进电机,没有反馈检测装置,当脉冲过快时会产生丢步,加工精度低,价格低;闭环系统采用直流或交流电机作驱动元件,且带有位置检测装置,检测元件安装在工作台上,加工精度高,移动速度快,价格昂贵。
刀具半径补偿功能在数控加工中的应用摘要本文描述了数控加工中刀具半径对零件加工与编程的影响,分析了刀具半径补偿功能在数控加工中的正确使用方法,并针对刀具半径补偿功能在数控车削加工、数控铣削加工中的应用进行了介绍。
关键词半径补偿;数控加工;轮廓;程序随着现代数控成型刀具的普及使用,大大提高了企业的加工能力,但由于刀具总是具有一定的半径,刀具中心运动轨迹并不是加工零件的实际轮廓。
若用刀具中心轨迹来编制加工程序,则程序的数学处理工作量大,当刀具半径发生变化时,则又还需重新修改或编制程序。
这样,编程会很麻烦。
利用刀具半径补偿功能,当编制零件加工程序时,只需按零件轮廓编程,使用刀具半径补偿指令,并在控制面板上用键盘(CRT/MDI)方式,人工输入刀具半径值,数控系统便会根据零件程序和刀具半径自动计算出刀具中心的偏移量,进而得到偏移后的中心轨迹,并使系统按刀具中心轨迹运动,完成对零件的加工。
1 数控车削加工中刀尖圆弧半径补偿的应用1.1 刀尖圆弧半径补偿的分析数控车床编程时可以将车刀刀尖看作一个点,按照工件的实际轮廓编制加工程序。
但实际上,为保证刀尖有足够的强度和提高刀具寿命,车刀的刀尖均为半径不大的圆弧。
一般粗加工所使用的车刀的刀尖圆弧半径R为0.8 mm或1.2 mm;精加工所使用车刀的圆弧半径R为0.4 mm或0.2 mm。
切削加工时,刀具切削点在刀尖圆弧上变动。
在切削内孔、外圆及端面时,刀尖圆弧不影响加工尺寸和形状,但在切削锥面和圆弧时,会造成过切或欠切现象。
因此,当使用车刀来切削加工锥面和圆弧时,必须将假设的刀尖的路径作适当的修正,使之切削加工出来的工件能获得正确尺寸,这种修正方法称为刀尖圆弧半径补偿。
1.2 刀尖圆弧半径补偿的方法对于采用刀尖圆弧半径补偿的加工程序,在加工前要把刀尖半径补偿的有关数据输入到刀补存储器中,以便执行加工程序时,数控系统对刀尖圆弧半径所引起的误差自动进行补偿。
刀尖圆弧半径补偿是通过G41、G42、G40代码及T代码指定的刀尖圆弧半径补偿值来加入或取消。
关键词:刀具半径补偿数控铣床G10指令1刀具半径补偿的概念及作用1.1刀具半径补偿的概念在FUNAC0i系统的数控铣床加工零件过程中,数控系统控制的是铣刀中心的运动轨迹,而用户一般都是按图纸尺寸以零件的轮廓来编制加工程序,因此需要一种能按零件轮廓编制的程序和预先设定的偏置参数,让数控装置实现自动生成刀具中心轨迹的功能,这就是刀具半径补偿功能。
根据规定,当刀具中心轨迹在编程轨迹(零件轮廓)前进方向的左边时,称为刀具半径左补偿,用G41指令实现;当刀具中心轨迹在编程轨迹(零件轮廓)前进方向的右边时,称为刀具半径右补偿,用G42指令实现。
取消刀补则用G40指令。
在实际加工中,整个刀具半径补偿的过程分为建立刀补、执行刀补、取消刀补三个阶段[1]。
1.2刀具半径补偿的作用在对零件进行编程加工的过程中,采用刀具半径补偿功能,可以有效简化编程的难度与工作量。
实际体现在以下几个方面:1)由于刀具半径补偿实现了根据编程轨迹对刀具中心轨迹的控制,因此可以避免在加工过程中由于刀具半径的变化(如刀具因损坏而换刀、刀具磨损等原因)而需要重新编程的麻烦,只需修改相应的偏置参数即可。
2)由于零件轮廓在加工时往往不是一道工序能完成的,在粗加工时,一般都要为精加工预留一定的加工余量,而加工余量的预留就可以通过修改偏置参数实现,而不必为粗、精加工各编制一个程序,可以大大减少粗、精加工程序编制的工作量。
2“公式法”精确修正刀补值保证尺寸精度以学生在实训时的典型零件为例,两个轮廓尺寸有严格的尺寸精度要求,分别是外轮廓尺寸92+0.091+0.037和内轮廓尺寸18-0.016-0.043。
在实际加工中,学生往往会根据零件尺寸要求直接修改刀具半径补偿值来满足零件的尺寸精度。
因此,学生能熟练利用公式计算正确的刀具半径补偿值是影响零件合格的关键因素。
在零件加工过程中,通常要按照粗、精加工的工艺顺序依次完成,且对于每个轮廓,一般采用独立的刀具半径补偿值,因此在粗加工外轮廓、内轮廓时通常要预留精加工余量,并分别采用地址寄存器D01和D02,以“刀具半径+精加工余量”刀具半径补偿值输入相应地址寄存器中来实现。