普通车削的常用的切削速度和进给量
- 格式:doc
- 大小:125.00 KB
- 文档页数:9

不锈钢的车削技巧主要包括以下几个方面:1.刀具选择:选择适合不锈钢车削的刀具非常重要。
通常,选择具有较高耐热性、耐磨性和与不锈钢亲和作用小的刀具材料,如高碳、高钒或钼系的高速钢。
此外,刀具的几何形状和角度也需要根据具体加工要求进行选择。
2.切削用量选择:切削用量包括切削速度、进给量和切削深度。
对于不锈钢的车削,切削速度通常较低,一般为普通碳钢切削速度的40%~60%。
进给量和切削深度也需要根据具体情况进行选择,以避免刀具过度磨损和工件表面质量下降。
3.冷却液选择:使用合适的冷却液可以有效降低切削温度,减少刀具磨损和提高工件表面质量。
对于不锈钢的车削,通常选择具有较好冷却和润滑性能的冷却液。
4.操作技巧:在车削不锈钢时,需要注意以下几点操作技巧:首先,保持刀具的锋利,及时更换磨损的刀具;其次,避免使用过大的切削用量,以减少刀具的受力;最后,注意工件的装夹方式和切削力的方向,以避免工件变形或振动。
此外,还需要注意以下几点:1.由于不锈钢的塑性大、韧性高,车削时容易产生积屑瘤和鳞刺,这不仅影响工件的表面粗糙度,还会使刀具的磨损加快。
因此,需要选择合适的刀具材料和几何角度,以及合理的切削用量来避免这些问题的产生。
2.不锈钢的导热性差,导致切削热无法及时散出,使刀具的刃口温度升高,加剧刀具磨损。
为了降低切削温度,可以采用浇注冷却液的方法。
3.在车削过程中,应随时注意观察切削情况,如发现异常现象(如振动、噪声、温度升高等),应及时采取措施进行调整。
4.对于不同种类和规格的不锈钢材料,其车削性能也会有所不同。
因此,在实际加工前,最好先进行一些试验性切削,以确定最佳的切削参数和工艺方案。
总之,掌握不锈钢的车削技巧需要综合考虑多个因素,包括刀具选择、切削用量、冷却液和操作技巧等。
通过合理的选择和调整这些参数,可以提高加工效率、降低生产成本并获得高质量的工件。
普通车床的切削运动原理与工艺范围分析绍兴文理学院 机自092 谷群伟【摘要】 金属切削加工时刀具和工件之间的相对运动,称为切削加工。
根据在切削加工过程中所起的作用不同,切削运动可分为主运动和进给运动。
车削加工的工艺范围非常广,在机械制造工业中应用得非常普遍。
在车床上可以加工出大部分具有回转体表面的轴、盘、套类零件。
【关键词】 普通车床 切削运动 工艺范围 分析中图分类号:TH16【正文】 普通车床是应用最为广泛的切削机床。
车床是利用工件的旋转运动和道具的直线移动来完成工件的加工,主要是用来加工各种带有旋转表面的零件,其最主要的车削加工内容有车外圆、车端面、车内孔、车外螺纹、车内螺纹、切断、车外圆锥面、车内圆锥面、车成形面、滚花等,此外,在车床上还可以进行钻孔、扩孔、铰孔、攻螺纹、套螺纹等操作。
普通车床的切削运动即金属切削加工时刀具和工件之间的相对运动。
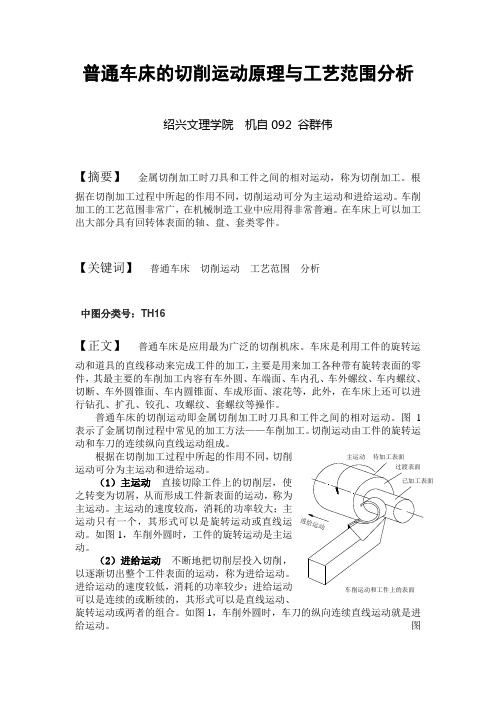
图1表示了金属切削过程中常见的加工方法——车削加工。
切削运动由工件的旋转运动和车刀的连续纵向直线运动组成。
根据在切削加工过程中所起的作用不同,切削运动可分为主运动和进给运动。
(1)主运动 直接切除工件上的切削层,使之转变为切屑,从而形成工件新表面的运动,称为主运动。
主运动的速度较高,消耗的功率较大;主运动只有一个,其形式可以是旋转运动或直线运动。
如图1,车削外圆时,工件的旋转运动是主运动。
(2)进给运动 不断地把切削层投入切削,以逐渐切出整个工件表面的运动,称为进给运动。
进给运动的速度较低,消耗的功率较少;进给运动可以是连续的或断续的,其形式可以是直线运动、旋转运动或两者的组合。
如图1,车削外圆时,车刀的纵向连续直线运动就是进给运动。
图进主运动待加工表面车削运动和工件上的表面1切削加工的基本条件:(1) 刀具和工件间要有形成零件结构要素所需的相对运动。
这类相对运动由各种切削机床的传动系统提供。
2) 刀具材料的性能能够满足切削加工的需要。
刀具在切除工件上多余材料时,工作部分将受到切削力、切削热、切削摩擦等的共同作用,且切削负荷很重,工作条件恶劣。


常用材料机械加工切削参数推荐表共 26 页2015年9月目录1 切削用量选定原则 (3)2 车削加工切削参数推荐表 (3)2.1 车削要素 (3)2.2 车削参数 (3)3 铣削加工切削参数推荐表 (11)3。
1 铣削要素 (11)3.2 铣削参数 (11)4 磨削加工切削参数推荐表 (20)4.1 磨削要素 (20)4。
2 平面磨削 (20)4。
3 外圆磨削 (21)4。
4 内圆磨削 (22)1 切削用量选定原则选择机械加工切削用量就是指具体确定切削工序的切削深度、进给量、切削速度及刀具耐用度。
选择切削用量时,要综合考虑生产率、加工质量和加工成本.从切削加工生产率考虑:切削深度、进给量、切削速度中任何一个参数增加一倍,都可提高生产率一倍。
从刀具耐用度考虑:应首先采用最大的切削深度,再选用大的进给量,然后根据确定的刀具耐用度选择切削速度。
从加工质量考虑:精加工时,采用较小的切削深度和进给量,采用较高的切削速度。
2 车削加工切削参数推荐表2。
1 车削要素切削速度v:工件旋转的线速度,单位为m/min。
进给量f:工件每旋转一周,工件与刀具相对位移量,单位为mm/r。
切削深度a p:垂直于进给运动方向测量的切削层横截面尺寸,单位为mm。
Ra :以轮廓算术平均偏差评定的表面粗糙度参数,单位为μm.d w :工件直径,单位为mm.切削速度与转速关系:m/minr/minv:切削速度,工件旋转的线速度,单位为m/min。
n:工件的转速,单位为r/min。
d:工件观察点直径,单位为mm。
2.2 车削参数45钢热轧状态(硬度:187HB)外圆车削45钢热轧状态(硬度:187HB)内圆车削45钢调质状态(硬度:28~32HRC)外圆车削45钢调质状态(硬度:28~32HRC)内圆车削40Cr钢热轧状态(硬度:212HB)外圆车削40Cr钢热轧状态(硬度:212HB)内圆车削40Cr钢调质状态(硬度:28~32HRC)外圆车削40Cr钢调质状态(硬度:28~32HRC)内圆车削H62硬化状态(硬度:164HB)外圆车削H62硬化状态(硬度:164HB)内圆车削2A12—T4固溶处理并时效状态(硬度:105HB)外圆车削2A12-T4固溶处理并时效状态(硬度:105HB)内圆车削TC4固溶处理并时效状态(硬度:320~380HB)外圆车削TC4固溶处理并时效状态(硬度:320~380HB)内圆车削3 铣削加工切削参数推荐表3。


车削加工之切削速度主轴转速进给量计算车削加工是制造业中常用的一种加工方法,通过旋转切削工具与被加工材料的相对运动,将工件表面切除一部分材料,从而达到加工的目的。
切削速度、主轴转速和进给量是车削加工过程中的重要参数,合理的选择和计算这些参数可以提高加工效率和加工质量。
一、切削速度的计算切削速度是指切削刀具上一点在加工过程中相对工件表面的移动速度,一般用V表示,单位为m/min。
切削速度与主轴转速和刀具直径有关,可以通过下述公式计算:V=π*D*n/1000其中,V为切削速度,D为刀具直径(单位为mm),n为主轴转速(单位为rpm)。
这个公式的推导是基于圆周速度的计算,即切削刀具上一点在单位时间内所走过的距离。
二、主轴转速的选择主轴转速的选择要根据被加工材料的性质、刀具材料、切削速度等因素进行综合考虑。
一般来说,主轴转速的选取应保证切削速度适中,不过高容易导致刀具磨损加剧,而过低则会影响加工效率。
切削速度的选取可以通过参考切削速度表来确定,表中会列出针对不同材料和不同刀具的合理切削速度范围,根据实际情况选择合适的切削速度,再通过切削速度的公式计算主轴转速。
三、进给量的计算进给量是指车削过程中工件表面上每转一圈切削刀具所移动的距离,一般用f表示,单位为mm/r。
进给量的选取要根据被加工材料的硬度、刀具材料、切削速度等因素进行综合考虑。
进给量选取过大会导致切削刀具过早磨损,加工质量下降,而进给量选取过小则会降低加工效率。
f=n*S/1000其中,f为进给量,n为主轴转速(单位为rpm),S为进给速度(单位为mm/min)。
进给速度是切削刀具在单位时间内前进的距离,可以通过实际加工过程中的经验或者参考进给速度表来选择,再通过进给量的公式计算进给量。
以上就是车削加工过程中切削速度、主轴转速和进给量的计算方法。
在实际应用过程中,还需要考虑一些其他因素,如刀具的刃磨情况、工件的材质和形状、切削液的使用等,这些因素也会对加工效果产生一定的影响。
车削加工之切削速度、主轴转速、进给量计算公式切削速度(vc)(m/min)主轴转速(n)(rpm)金属去除率(Q)(cm3/min)净功率(Pc)(kW)加工时间(Tc)(min)特定切削力(kc)(N/mm2)平均切屑厚度(hm)圆刀片(mm)注意:arccos用度表示刀片形状:C、D、S、T、V、W(mm) 最大切屑厚度(hex)圆刀片(mm)刀片形状:C、D、S、T、V、W(mm)轮廓深度(Rmax)(μm)螺旋切削长度(SCL)外圆或内圆(直线) 车削(mm) 车端面(mm)锥形切削(mm)*) 在切断和切槽中,fnx(径向进给) 和fnz(轴向进给) 也使用。
术语定义切削速度工件以每分钟一定转数(n) 旋转。
这使得切削刃处产生一个特定的切削速度vc (或称为表面速度),单位为:m/min。
切削深度切削深度(ap) 是指未切削表面与已切削表面间的差值。
切削深度以mm为单位并与进给方向成直角(90o)。
hex = 最大切屑厚度进给刀具的轴向移动或端面车削中刀具的径向移动被称为进给(fn),单位:mm/r。
当朝工件中心径向进给时,转速将增加,直至达到机床主轴的转速极限。
当超过该极限值时,切削速度vc 将降低,直到它在零件中心达到0 m/min。
切屑厚度切屑厚度hex 等于fn,当使用的刀柄具有主偏角kr 为90°时。
当使用较小的主偏角时hex 减小。
倾角和前角γ = 前角是与切削相关的切削刃测量值。
λ = 刃倾角是刀片在刀柄上安装角度的测量值。
切削速度,吃刀量,进给速度三者关系及计算公式1、切削用量的选择原则粗加工时,一般以提高生产率为主,但也应考虑经济性和加工成本;半精加工和精加工时,应在保证加工质量的前提下,兼顾切削效率、经济性和加工成本。
具体数值应根据机床说明书、切削用量手册,并结合经验而定。
从刀具的耐用度出发,切削用量的选择顺序是:先确定背吃刀量,其次确定进给量,最后确定切削速度。
2、背吃刀量的确定背吃刀量由机床、工件和刀具的刚度来决定,在刚度允许的条件下,应尽可能使背吃刀量等于工件的加工余量,这样可以减少走刀次数,提高生产效率。
确定背吃刀量的原则:(1)在工件表面粗糙度值要求为Ra12.5μm~25μm时,如果数控加工的加工余量小于5mm~6mm,粗加工一次进给就可以达到要求。
但在余量较大,工艺系统刚性较差或机床动力不足时,可分多次进给完成。
(2)在工件表面粗糙度值要求为Ra3.2μm~12.5μm时,可分粗加工和半精加工两步进行。
粗加工时的背吃刀量选取同前。
粗加工后留0.5mm~1.0mm余量,在半精加工时切除。
(3)在工件表面粗糙度值要求为Ra0.8μm~3.2μm时,可分粗加工、半精加工、精加工三步进行。
半精加工时的背吃刀量取1.5mm~2mm。
精加工时背吃刀量取0.3mm~0.5mm。
3、进给量的确定进给量主要根据零件的加工精度和表面粗糙度要求以及刀具、工件的材料选取。
最大进给速度受机床刚度和进给系统的性能限制。
确定进给速度的原则:1)当工件的质量要求能够得到保证时,为提高生产效率,可选择较高的进给速度。
一般在100~200m/min 范围内选取。
2)在切断、加工深孔或用高速钢刀具加工时,宜选择较低的进给速度,一般在20~50m/min范围内选取。
3)当加工精度,表面粗糙度要求高时,进给速度应选小些,一般在20~50m/min范围内选取。
4)刀具空行程时,特别是远距离“回零”时,可以选择该机床数控系统设定的最高进给速度。