切削用量及选择
- 格式:ppt
- 大小:1.25 MB
- 文档页数:38
简述切削用量的选择原则
切削用量是指切削工艺中每一次切削的刀具转动次数和转动距离。
切削用量的选择是指在切削过程中,选择合适的切削用量,使切削工艺能够实现最终的加工目标,以保证产品的质量和产量。
切削用量的选择要考虑以下几个方面:
一、材料的特性。
不同材料有不同的力学性能,如强度、耐磨性、塑性等,这些性能会影响刀具的正确选择和使用,从而影响切削用量的选择。
二、切削工艺要求。
切削工艺要求包括切削速度、深度、面积、质量等,这些要求可以为切削用量的选择指明方向。
三、刀具性能。
刀具的极限切削速度、前角、切削力、耐磨性等将直接影响切削用量的选择。
四、机床技术参数。
切削机床的精度、平稳度、动态响应等性能都会影响刀具的使用,因此也会影响切削用量的选择。
根据以上几个方面,可以确定切削用量的尺寸大小、切削速度、转角等参数,以达到最终的加工目标。
在实际使用中,应该结合实际情况,有经验地运用这些原则,及时调整切削用量,才能保证加工质量和产量。
综上所述,切削用量的选择包括考虑材料的特性、切削工艺要求、刀具性能以及机床技术参数等因素,其最终目的是为了实现切削工艺中最终加工目标,确保产品的质量和产量。
此外,在实际使用中要根据实际情况,有经验地运用这些原则,及时调整切削用量,以保证加
工质量和产量。

简述切削用量的选择原则
切削用量是指切削过程中的切削量,其中包括材料每次切削量与材料总切削量。
为了提高切削加工效率,正确的切削用量具有重要的意义。
首先,切削用量的选择原则认为,切削量要恰当,不宜过大或过小,最佳的切削部分为所需的切削部分,不要给工作件增加不必要的切削量,以节约原料和加工时间。
其次,可根据材料属性、加工精度、切削刃型以及刀具刃长度等选择恰当的切削用量。
切削用量的选择应以实际的刊削效果为准,不能过大或过小。
最后,建议切削用量应满足三个要求:第一,保证加工精度;第二,保证切削性能;第三,保证切削效率。
其中,切削精度越高,则切削量越小;切削效率越高,则切削量越大,但要与切削力和切削速度均衡把握。
在实际切削过程中,确定切削用量主要考虑:一是要考虑材料特性,如材料的硬度、强度等,根据材料性能分析选择合适的切削量;二是要考虑刀具的性能,如刀具的刃长、刃形、刃口角等特性,根据刀具的性能来确定每次切削量及总切削量;三是要考虑加工条件,如切削速度、切削深度等,根据实际加工条件确定合适的切削量;四是要考虑机床的功率,该功率能够支持的最大切削量,过大的切削量有可能导致机床超负荷,从而影响加工效率。
以上便是切削用量的选择原则,在实际切削过程中,需要综合考虑材料、刀具以及加工条件,选择最佳切削用量以提高加工效率,同
时节约切削原料,以降低切削成本。
![2[1].7切削用量的选择及工件材料加工性](https://uimg.taocdn.com/3deab8f7ba0d4a7302763a03.webp)
切削用量的合理选择切削用量的合理选择(2021-07-1315:37:22)标签:刀具寿命用量生产率切削性能杂谈分类:数控刀具技术切削用量不仅就是在机床调整前必须确认的关键参数,而且其数值合理是否对加工质量、加工效率、生产成本等有著非常关键的影响。
所谓“合理的”切削用量就是指充分利用刀具切削性能和机床动力性能够(功率、扭矩),在保证质量的前提下,赢得低的生产率和高的加工成本的切削用量。
一制订切削用量时考虑的因素切削加工生产率在焊接加工中,金属切除率与切削用量三要素ap、f、v均维持线性关系,即为其中任一参数减小一倍,都可以并使生产率提升一倍。
然而由于刀具寿命的制约,当任一参数减小时,其它二参数必须增大。
因此,在制定切削用量时,三要素获得最佳女团,此时的高生产率才就是合理的。
刀具寿命切削用量三要素对刀具寿命影响的大小,按顺序为v、f、ap。
因此,从保证合理的刀具寿命出发,在确定切削用量时,首先应采用尽可能大的背吃刀量;然后再选用大的进给量;最后求出切削速度。
加工表面粗糙度精加工时,减小进给量将减小加工表面粗糙度值。
因此,它就是精加工时遏制生产率提升的主要因素。
二刀具寿命的选择原则切削用量与刀具寿命存有密切关系。
在制订切削用量时,应当首先挑选合理的刀具寿命,而合理的刀具寿命则应当根据优化的目标而的定。
通常分后最低生产率刀具寿命和最高成本刀具寿命两种,前者根据单件工时最少的目标确认,后者根据工序成本最高的目标确认。
挑选刀具寿命时可以考量如下几点:根据刀具复杂程度、制造和磨刀成本来选择。
复杂和精度高的刀具寿命应选得比单刃刀具高些。
对于机夹可以移调刀具,由于再加刀时间长,为了充分发挥其切削性能,提升生产效率,刀具寿命附加得高些,通常挑15-30min。
对于装刀、换刀和调刀比较复杂的多刀机床、组合机床与自动化加工刀具,刀具寿命应选得高些,尤应保证刀具可靠性。
车间内某一工序的生产率管制了整个车间的生产率的提升时,该工序的刀具寿命必须挑选得高些;当某工序单位时间内所分摊至的全厂支出m很大时,刀具寿命也高文瑞得高些。
切削用量的选择和计算公式切削用量的选择和计算是机械加工中非常重要的一环,它直接影响到加工效率、加工质量和工具的使用寿命。
正确选择和计算切削用量可以使加工过程更加稳定和高效。
本文将介绍切削用量的选择和计算公式,并探讨其在机械加工中的应用。
切削用量的选择。
切削用量是指在切削加工过程中,刀具与工件之间的相对运动距离。
切削用量的选择需要考虑到工件材料、刀具材料、切削速度、进给速度等因素。
一般来说,切削用量越大,切削效率越高,但是过大的切削用量会导致刀具磨损加剧,甚至损坏刀具。
因此,在选择切削用量时需要在保证加工效率的前提下,尽量减小刀具的磨损。
切削用量的计算公式。
切削用量的计算公式通常包括切削速度、进给速度和刀具的切削刃数。
切削速度是指刀具在工件表面的相对运动速度,通常用Vc表示,单位为m/min。
进给速度是指刀具在工件表面的进给速度,通常用f表示,单位为mm/r。
刀具的切削刃数是指刀具上切削刃的数量,通常用z表示。
根据切削速度、进给速度和刀具的切削刃数,切削用量的计算公式可以表示为:切削用量 = 切削速度×进给速度×刀具切削刃数。
在实际应用中,切削用量的计算公式可以根据具体的加工情况进行调整,以满足加工的要求。
切削用量的应用。
切削用量的选择和计算在机械加工中具有重要的应用价值。
正确选择切削用量可以提高加工效率,降低成本,提高产品质量。
同时,合理的切削用量还可以延长刀具的使用寿命,减少刀具的更换次数,降低加工成本。
在实际加工中,切削用量的选择和计算需要结合具体的加工情况进行调整。
例如,在加工硬质材料时,可以适当增大切削用量,以提高加工效率;在加工精密零件时,可以适当减小切削用量,以保证加工精度。
此外,切削用量的选择还需要考虑到刀具的类型、刀具的磨损情况、工件的材料和形状等因素。
总之,切削用量的选择和计算是机械加工中非常重要的一环。
正确选择和计算切削用量可以提高加工效率、降低成本、提高产品质量。
1.切削用量的选择原则切削用量的选择,对生产效率、加工成本和加工质量均有重要影响。
所谓合理的切削用量是指在保证加工质量的前提下,能取得较高的生产效率和较低成本的切削用量。
约束切削用量选择的主要条件有:工件的加工要求,包括加工质量要求和生产效率要求;刀具材料的切削性能;机床性能,包括动力特性(功率、扭矩)和运动特性;刀具寿命要求。
(1)切削用量与生产效率、刀具寿命的关系机床切削效率可以用单位时间内切除的材料体积 (mm3/min)表示,切削用量三要素均与呈正比关系,三者对机床切削效率影响的权重是完全相同的。
从提高生产效率考虑,切削用量三要素中任一要素提高一倍,机床切削效率都提高一倍,但提高一倍与提高一倍对刀具寿命带来的影响却是完全不相同的。
切削用量三要素中对刀具寿命影响最大的是背吃刀量,其次是进给量,再其次是切削速度;在保持刀具寿命一定的条件下,提高背吃刀量比提高进给量的生产效率高,比提高切削速度的生产效率更高。
(2)切削用量的选用原则选择切削用量的基本原则是:首先选取尽可能大的背吃刀量;其次根据机床进给机构强度、刀杆刚度等限制条件(粗加工时)或已加工表面粗糙度要求(精加工时),选取尽可能大的进给量f;最后根据查取或根据公式计算确定切削速度。
(3)切削用量三要素的选用1)背吃刀量背吃刀量根据加工余量确定。
粗加工时,只要机床功率许可,粗加工余量应争取在一次走刀中全部切除。
下面几种情况,可几次走刀分切:①加工余量太大,导致机床动力不足或刀具强度不够;②工艺系统刚性不足;③断续切削。
切削表层有硬皮的锻铸件或切削冷硬倾向较为严重的材料(例如不锈钢)时,应尽量使值超过硬皮或冷硬层深度,以防刀具过快磨损。
半精加工时,可取为0.5~2mm 。
精加工时,可取0.1~0.4 。
2)进给量粗加工时,对表面质量没有太高要求,合理的进给量应是工艺系统所能承受的最大进给量。
限制粗加工进给量的因素是:机床进给机构的强度、刀杆的强度和刚度、硬质合金或陶瓷刀片的强度等。
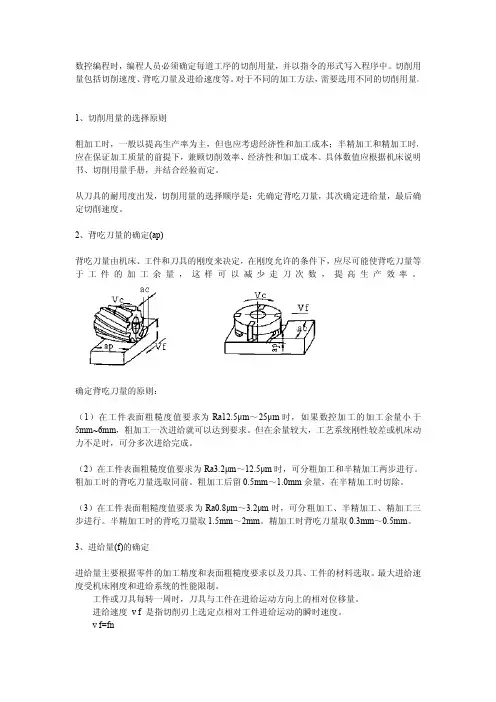
数控编程时,编程人员必须确定每道工序的切削用量,并以指令的形式写入程序中。
切削用量包括切削速度、背吃刀量及进给速度等。
对于不同的加工方法,需要选用不同的切削用量。
1、切削用量的选择原则粗加工时,一般以提高生产率为主,但也应考虑经济性和加工成本;半精加工和精加工时,应在保证加工质量的前提下,兼顾切削效率、经济性和加工成本。
具体数值应根据机床说明书、切削用量手册,并结合经验而定。
从刀具的耐用度出发,切削用量的选择顺序是:先确定背吃刀量,其次确定进给量,最后确定切削速度。
2、背吃刀量的确定(ap)背吃刀量由机床、工件和刀具的刚度来决定,在刚度允许的条件下,应尽可能使背吃刀量等于工件的加工余量,这样可以减少走刀次数,提高生产效率。
确定背吃刀量的原则:(1)在工件表面粗糙度值要求为Ra12.5μm~25μm时,如果数控加工的加工余量小于5mm~6mm,粗加工一次进给就可以达到要求。
但在余量较大,工艺系统刚性较差或机床动力不足时,可分多次进给完成。
(2)在工件表面粗糙度值要求为Ra3.2μm~12.5μm时,可分粗加工和半精加工两步进行。
粗加工时的背吃刀量选取同前。
粗加工后留0.5mm~1.0mm余量,在半精加工时切除。
(3)在工件表面粗糙度值要求为Ra0.8μm~3.2μm时,可分粗加工、半精加工、精加工三步进行。
半精加工时的背吃刀量取1.5mm~2mm。
精加工时背吃刀量取0.3mm~0.5mm。
3、进给量(f)的确定进给量主要根据零件的加工精度和表面粗糙度要求以及刀具、工件的材料选取。
最大进给速度受机床刚度和进给系统的性能限制。
工件或刀具每转一周时,刀具与工件在进给运动方向上的相对位移量。
进给速度v f是指切削刃上选定点相对工件进给运动的瞬时速度。
v f=fn式中v f——进给速度(mm/s);n——主轴转速(r/s);f——进给量(mm)确定进给速度的原则:1)当工件的质量要求能够得到保证时,为提高生产效率,可选择较高的进给速度。
数控车削中切削用量的选择一、数控车削中切削用量的概念及意义数控车削中的切削用量是指在加工过程中,刀具与工件之间的相对运动状态下,单位时间内去除的金属量。
它是衡量加工效率和加工质量的重要指标之一。
在数控车床加工中,合理选择切削用量可以提高生产效率,降低成本,同时还能保证产品质量。
二、影响切削用量的因素1. 刀具材料:不同材料的刀具对于不同材料的工件有着不同的适应性和耐磨性。
2. 刀具形状:不同形状的刀具适用于不同形状和精度要求的零件。
3. 切削速度:切削速度越高,单位时间内去除金属量越大。
4. 进给速度:进给速度越大,单位时间内去除金属量越大。
5. 切削深度:切削深度越大,单位时间内去除金属量越大。
6. 工件硬度:硬度较高的工件需要使用更耐磨损的刀具以及更小而深入地进行切割以提高切削用量。
三、如何选择合适的切削用量1. 根据工件材料和形状选择刀具:不同材料和形状的工件需要使用不同的刀具,以达到最佳加工效果。
2. 根据加工要求选择切削速度和进给速度:根据加工要求确定切削速度和进给速度,以达到最佳的加工效率和质量。
3. 根据机床性能选择最佳切削深度:根据机床性能选择最佳的切削深度,以达到最佳的加工效率和质量。
4. 根据刀具磨损情况及时更换:定期检查并更换磨损严重的刀具,以保证加工质量。
5. 选择合适的冷却液:根据不同材料和形状的工件,选择合适的冷却液以降低温度、减少摩擦、延长刀具寿命等。
四、常见问题及解决方法1. 切屑太长或太细怎么办?答:调整进给速度或者增大/减小齿数可以改变每个齿面上去除金属量,从而改变切屑形状。
2. 切削力过大怎么办?答:减小切削深度或者降低切削速度可以减小切削力,同时也可以延长刀具寿命。
3. 刀具磨损过快怎么办?答:增加冷却液的流量或者更换更耐磨的刀具可以延长刀具寿命。
4. 加工表面粗糙度过大怎么办?答:调整进给速度或者增大/减小齿数可以改变每个齿面上去除金属量,从而改善表面质量。
切削用量的选择与计算正确的切削用量,对于保证产品质量、提高切削效率和经济效益,具有重要意义。
切削用量的选择主要依据工件材料、加工精度和表面粗糙度的要求,还应考虑刀具合理的耐用度、工艺系统刚性及机床效率等条件。
由于切削速度V c对刀具寿命影响最大,其次为进给量f,影响最小的是背吃刀量a p,因此,选择切削用量的步骤是先确定背吃刀量a p,再选择进给量f,最后再确定切削速度V c,必要时应校验机床功率是否允许。
所以,其基本原则是:首先应选择一个尽可能大的背吃刀量a p,其次选择一个较大的进给量f,最后,在刀具耐用度和机床功率允许的情况下选择一个合理的切削速度V c。
4.1轴外圆的切削用量4.1.1确定粗车时的切削用量ap1)背吃刀量的a p的选择:工件下料为45号钢棒料,大小为62mm×90mm,粗车至Φ60mm,表面有硬化层、氧化皮或硬杂质等,但在加工余量(指半径方向上)不多并比较均匀,且加工工艺系统刚性足够,应使背吃刀量一次性切除余量A,即:a p=A,查《简明机械加工工艺手册》表11-1可知A=(50-46)/2=2mm,单边留1mm做半精车、精车余量,取粗车背吃刀量a p=1mm。
2)确定进给量f:查查《简明机械加工工艺手册》表11-1可知,f=0.4~0.5mm/r,根据机床说明书,初步选定f=0.45mm/r.3)确定切削速度V c:查查《简明机械加工工艺手册》表11-5可知,V c=2.17~2.667m/s,考虑到进给量较大取V c=2m/s。
4)确定主轴转速n,由公式:n=1000v/πd=(1000×2)/(3.14×60)=10.62r/s 根据机床说明书,取n=12.5r/s。
此时切削速度为:V c=πdn/1000=(3.14×60×12.5)/1000=2.36m/s 此速度小于预得切削速度,故可用。
5)校验机床效率:查《简明机械加工工艺手册》表11-6~11-9可求得切削力的公式及相关数据。
切削用量选用原则切削用量是指在加工过程中对工件进行切削时所使用的切削刀具、刀具材料、切削速度、进给量等参数的选择和调整。
合理选用切削用量是提高加工效率、保证加工质量和延长切削工具寿命的重要因素之一。
本文将从切削刃数、切削深度、切削速度、进给量和切削方式等方面介绍切削用量选用的原则。
一、切削刃数的选择原则切削刃数是指刀具上的切削刃数目。
切削刃数的选择应根据工件材料和加工要求进行。
对于硬度较高的材料,应选用切削刃数少、刀具强度大的刀具,以提高刀具的抗断裂能力和刀具寿命;对于材料硬度较低的工件,可以选用切削刃数多的刀具,以提高切削效率。
二、切削深度的选择原则切削深度是指刀具在每次切削中所能切削的最大距离。
切削深度的选择应根据工件材料、刀具强度和加工要求来确定。
一般情况下,切削深度应尽可能大,以提高切削效率。
但是,在选择切削深度时也要考虑刀具的抗断裂能力和加工表面质量,避免过大的切削深度导致刀具断裂或加工表面粗糙。
三、切削速度的选择原则切削速度是指刀具在切削过程中的线速度。
切削速度的选择应根据刀具材料、工件材料和加工要求来确定。
切削速度过高会导致刀具过热,影响切削质量和刀具寿命;切削速度过低则会降低切削效率。
因此,切削速度的选择应综合考虑切削质量、刀具寿命和切削效率的要求。
四、进给量的选择原则进给量是指刀具在单位时间内沿着工件表面移动的距离。
进给量的选择应根据工件材料、切削刃数和加工要求来确定。
进给量过大会导致切削力过大,影响加工表面质量和刀具寿命;进给量过小则会降低切削效率。
因此,进给量的选择应综合考虑切削力、加工表面质量和切削效率的要求。
五、切削方式的选择原则切削方式包括顺向切削、逆向切削和侧向切削等。
切削方式的选择应根据工件形状、切削刃数和加工要求来确定。
顺向切削适合于切削刃数少、工件表面平整度要求高的情况;逆向切削适合于切削刃数多、切削力大的情况;侧向切削适合于切削刃数多、工件形状复杂的情况。
切削方式的选择应综合考虑加工要求、切削质量和切削效率。
削用量及加工余量的合理选择切削用量的选择,主要根据刀具耐用度和加工表面粗糟度,加工精度的要求。
切削用量愈大,刀具耐用度愈低。
切削速度Vc,进给量f和切削深度Ap刀具耐用度的影响不同,切削速度影响最大,进给量次之,切削深度影响最小。
(1)切削深度的选择切削深度应根据加工余量确定。
1)粗加工时,在留有精加工及半精加工的余量后,应尽可能一次走刀切除全部粗加工余量。
若粗切余量过大,不能一次切除,这时,应将第一次走刀的切削深度取大些,可占全部余量的2/3~3/4,以使精加工工序获得较小的表面粗糙度值及较高的加工精度。
2)切削零件表层有硬皮的铸、锻件或不锈钢等冷硬较严重的材料时,应使切削深度超过硬皮或冷硬层,以避免使切削刃在硬皮或冷硬层上切削。
(硬皮深度可达0.07~0.5mm)3)当冲击载荷较大(如断续切削)或工艺系统刚性较差时,应适当减小切削深度。
4)一般精切( 1.6!~ 0.8)时,可取=0.05~0.8mm;半精切( 6.3~ 3.2)时,可取=1.0~3.0mm.(2)进给量F的选择1)粗加工时,进给量主要受刀杆、刀具、机床、工件等的强度、刚度所能承受的切削力的限制,一般是根据刚度来选取。
2)精加工时,进给量主要受表面粗糙度要求的限制。
要求表面粗糙度小,应选取较小的F。
但F过小,切削厚度过薄,表面粗糙度反而大,而且刀具磨损加剧。
3)当刀具的副角较大,刀尖圆弧半径较大时,F可选较大值。
(3)切削速度的选择在保证刀具的经济耐用度及切削负荷不超过机床的额定功率的情况下选定切削速度。
1)粗车时,背后吃刀量和进给量均较大,故选较低的切削速度,精车时,则选较高的切削速度。
2)加工材料的加工性差时,切削速度选得低些。
如加工灰铸铁的切削速度比加工中碳钢低;而加工铝合金和铜合金的切削速度比加工中碳钢要高得多。
3)刀具材料的切削性能越好时,切削速度也可以越高。
如涂层硬质合金、陶瓷、金刚石和立方氮化硼刀具的切削速度。
粗加工时切削用量的选择原则粗加工,听起来就有点神秘对吧?其实就是在金属加工中,为了把原材料的大致形状给切出来,咱们得先确定切削用量。
这就像做饭,量好材料,才能做出美味。
切削用量可不是随便来个数就行的,这里面可有大讲究。
今天咱们就来聊聊,粗加工时切削用量的选择原则,轻松又有趣,大家听好咯!1. 什么是切削用量?首先,咱得搞清楚什么叫切削用量。
简单来说,就是切削过程中刀具每转一圈能切掉多少材料。
这里包括三个主要的参数:切削深度、进给量和切削速度。
这就像车开得快不快、路走得远不远,都是影响到咱到达目的地的因素。
切削深度就好比刀刃切入材料的深度,进给量则是每转一圈刀具前进的距离,切削速度则是刀具转动的速度。
想象一下,一个厨师在切菜,刀锋的深浅、切的速度,都会影响到菜的口感,切得快还得稳,这就是个平衡艺术。
1.1 切削深度的重要性切削深度可谓是个重中之重,过深容易让刀具磨损得飞快,像一头饿狼,狼吞虎咽之下,刀具根本撑不住。
不过,切得太浅又可能达不到理想效果,简直就像吃米饭不放菜,没滋没味。
一般来说,粗加工时,咱可以选择较大的切削深度,但还得结合材料的特性,不然可就得不偿失了。
1.2 进给量的掌控再来说说进给量,这个也得拿捏好。
你想想,要是每次进给太多,那刀具就得拼命工作,受不了的。
不过,进给量太小又容易让加工效率降低,像蜗牛爬得慢得要命。
所以,进给量要根据加工材料的硬度和刀具的强度来调节,做到既能高效,又能保持刀具的使用寿命,简直就是个平衡木上的杂技。
2. 切削速度的选择切削速度的选择就像选歌一样,得找到适合的那一首。
不同的材料和刀具组合,适合的切削速度各不相同。
速度太快,刀具磨损快得像老鼠追逐猫;速度太慢,又不够效率,简直像蜗牛在比赛。
选对切削速度,才能事半功倍。
2.1 材料特性的考虑在选择切削速度时,咱得考虑材料的特性。
比如,硬度高的材料,咱就得适当降低速度,给刀具留点面子,别让它受太多伤。
而对于软材料,切削速度可以稍微提高,犹如火箭飞一般,飞得快,效果还好。