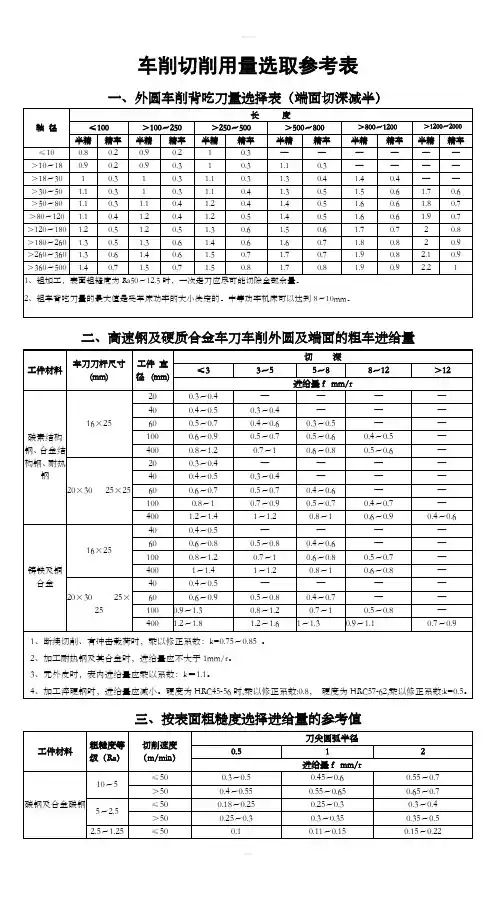
车削切削用量选取参考表
- 格式:docx
- 大小:31.82 KB
- 文档页数:6
常用材料机械加工切削参数推荐表共 26 页2015年9月目录1 切削用量选定原则 (3)2 车削加工切削参数推荐表 (3)2.1 车削要素 (3)2.2 车削参数 (3)3 铣削加工切削参数推荐表 (11)3。
1 铣削要素 (11)3.2 铣削参数 (11)4 磨削加工切削参数推荐表 (20)4.1 磨削要素 (20)4。
2 平面磨削 (20)4。
3 外圆磨削 (21)4。
4 内圆磨削 (22)1 切削用量选定原则选择机械加工切削用量就是指具体确定切削工序的切削深度、进给量、切削速度及刀具耐用度。
选择切削用量时,要综合考虑生产率、加工质量和加工成本.从切削加工生产率考虑:切削深度、进给量、切削速度中任何一个参数增加一倍,都可提高生产率一倍。
从刀具耐用度考虑:应首先采用最大的切削深度,再选用大的进给量,然后根据确定的刀具耐用度选择切削速度。
从加工质量考虑:精加工时,采用较小的切削深度和进给量,采用较高的切削速度。
2 车削加工切削参数推荐表2。
1 车削要素切削速度v:工件旋转的线速度,单位为m/min。
进给量f:工件每旋转一周,工件与刀具相对位移量,单位为mm/r。
切削深度a p:垂直于进给运动方向测量的切削层横截面尺寸,单位为mm。
Ra :以轮廓算术平均偏差评定的表面粗糙度参数,单位为μm.d w :工件直径,单位为mm.切削速度与转速关系:m/minr/minv:切削速度,工件旋转的线速度,单位为m/min。
n:工件的转速,单位为r/min。
d:工件观察点直径,单位为mm。
2.2 车削参数45钢热轧状态(硬度:187HB)外圆车削45钢热轧状态(硬度:187HB)内圆车削45钢调质状态(硬度:28~32HRC)外圆车削45钢调质状态(硬度:28~32HRC)内圆车削40Cr钢热轧状态(硬度:212HB)外圆车削40Cr钢热轧状态(硬度:212HB)内圆车削40Cr钢调质状态(硬度:28~32HRC)外圆车削40Cr钢调质状态(硬度:28~32HRC)内圆车削H62硬化状态(硬度:164HB)外圆车削H62硬化状态(硬度:164HB)内圆车削2A12—T4固溶处理并时效状态(硬度:105HB)外圆车削2A12-T4固溶处理并时效状态(硬度:105HB)内圆车削TC4固溶处理并时效状态(硬度:320~380HB)外圆车削TC4固溶处理并时效状态(硬度:320~380HB)内圆车削3 铣削加工切削参数推荐表3。

(五)确定切削用量及基本工时。
工序Ⅰ:车削A面。
1.加工条件。
工件材料:灰口铸铁HT200。
σb=145 MP a。
铸造。
加工要求:粗、半精车A面并保证28mm的工序尺寸,R a=3.2µm机床C3163-1。
转塔式六角卧式车床。
刀具:刀片材料。
r =12. a o=6-8 b= -10 o=0.5 K r=90 n=15 2、计算切削用量。
(1)已知长度方向的加工余量为3±0.8mm 。
实际端面的最大加工余量为3.8mm 。
故分二次加工(粗车和半精车)。
长度加工公差IT 12级取-0.46 mm (入体方向)(2)进给量、根据《切削简明手册》(第3版)表1.4 当刀杆尺寸为16mm×25mm,ae≤3mm时,以及工件直径为Φ60mm时(由于凸台B 面的存在所以直径取Φ60mm)ƒ=0.6-0.8mm/r.按C3163-1车床说明书取ƒ=0.6mm/n。
由于存在间歇加工所以进给量乘以k=0.75—0.85 所以:实际进给量f=0.6×0.8=0.48 mm/r按C3163-1车床说明书ƒ=0.53mm/r(3)计算切削速度。
按《切削简明手册》表 1.27 ,切削速度的计算公式为(寿命选T=60min)刀具材料YG6V=C v/(T m·a p x v·f y v) ·kv其中:C v=158 x v=0.15 y v=0.4 M=0.2修正系数K o见《切削手册》表1.28k mv=1.15 k kv=0.8 k krv=0.8 k sv=1.04 k BV=0.81∴Vc =158/( 600.2·20.15·0.530.4) ·1.15·0.8·0.8·0.81·0.97=46.9(m/min)(4)确定机床主轴转速 ns=1000v c/ dw=229.8(r/min)按C3163-1车床说明书n=200 r/min所以实际切削速度V=40.8m/min(5)切削工时,按《工艺手册》表6.2-1由于铸造毛坯表面粗糙不平以及存在硬皮,为了切除硬皮表层以及为下一道工步做好准备T m=(L+L1+L2+L3)/n w x f=0.33(min) L=(65-0)/2=32.5 L1=3、L2=0、L3=02、精车1)已知粗加工余量为0.5mm。
卧式数控车床切削用量选择作者:杨树诚单位:沈阳第一机床厂技术部日期:2005年09月本文着重提醒读者1.不要轻易按刀具样本的推荐值确定切削速度,那样刀具寿命很低。
一般情况下,硬质合金刀片可按刀具样本推荐值的0.64~0.71倍选择切削速度。
2.确定精加工和半精加工的进给量着眼于工件的表面粗糙度。
它还和刀尖半径有关。
文中列表表明三者对应关系,供选择进给量参考。
3.条件允许时希望粗加工吃刀深尽量大。
一方面有效提高生产率;一方面也为了消除表面硬皮.切除砂眼等缺陷,从而保护刀尖不与毛坯接触。
精加工时也不希望吃刀深太小,以免产生刮擦对粗糙度不利。
4.表5~表12列举了外圆.端面.内孔加工,切槽,车螺纹的切削用量推荐值。
供一般情况下采用。
目录一.原始资料 (1)二.选择切削用量的原则 (1)三.吃刀深αp (2)四.进给量f (2)五.切削速度V (4)六.切削用量推荐值 (5)切削用量选择关键词: 刀具耐用度 切削速度 表面粗糙度 进给量 吃刀深在售前服务编制加工工序卡以及调装设计中,都需要确定切削用量及计算节拍时间。
本文就卧式数控车床如何合理选择切削用量进行探讨。
一. 原始资料:无论编制加工工序卡-即制定工艺方案还是调装设计都需要掌握以下资 料,做为刀具选择.卡具设计以及选择切削用量的依据。
.1 工件图:包括形状.尺寸.公差.形位公差.粗糙度和其他技术要求。
特别强调的是本序 加工的部位必须明确,用于及可能影响装卡部位的形状要表示清楚。
2.毛坯图:毛坯形状.尺寸,加工余量,材料.硬度等。
3.生产纲领:即年产量或单件时间,这对招标项目尤为重要。
4.验收要求:机床验收时对工件考核什麽项目,有无Cp 值和其它要求。
5.用户对工件定位基准.卡紧面.辅助支承 等要求,或指定参考的卡具样式。
6. 对刀具选择要求:用国产刀具或国外指定厂家 的刀具,特殊刀具是否自备等。
7. 用户单位,件名.件号等也应标明,以便管理。
二 选择切削用量的原则:1. 总的要求:保证安全,不致发生人身事故或设备事故;保证加工质量。

数控车削中切削用量的选择一、数控车削中切削用量的概念及意义数控车削中的切削用量是指在加工过程中,刀具与工件之间的相对运动状态下,单位时间内去除的金属量。
它是衡量加工效率和加工质量的重要指标之一。
在数控车床加工中,合理选择切削用量可以提高生产效率,降低成本,同时还能保证产品质量。
二、影响切削用量的因素1. 刀具材料:不同材料的刀具对于不同材料的工件有着不同的适应性和耐磨性。
2. 刀具形状:不同形状的刀具适用于不同形状和精度要求的零件。
3. 切削速度:切削速度越高,单位时间内去除金属量越大。
4. 进给速度:进给速度越大,单位时间内去除金属量越大。
5. 切削深度:切削深度越大,单位时间内去除金属量越大。
6. 工件硬度:硬度较高的工件需要使用更耐磨损的刀具以及更小而深入地进行切割以提高切削用量。
三、如何选择合适的切削用量1. 根据工件材料和形状选择刀具:不同材料和形状的工件需要使用不同的刀具,以达到最佳加工效果。
2. 根据加工要求选择切削速度和进给速度:根据加工要求确定切削速度和进给速度,以达到最佳的加工效率和质量。
3. 根据机床性能选择最佳切削深度:根据机床性能选择最佳的切削深度,以达到最佳的加工效率和质量。
4. 根据刀具磨损情况及时更换:定期检查并更换磨损严重的刀具,以保证加工质量。
5. 选择合适的冷却液:根据不同材料和形状的工件,选择合适的冷却液以降低温度、减少摩擦、延长刀具寿命等。
四、常见问题及解决方法1. 切屑太长或太细怎么办?答:调整进给速度或者增大/减小齿数可以改变每个齿面上去除金属量,从而改变切屑形状。
2. 切削力过大怎么办?答:减小切削深度或者降低切削速度可以减小切削力,同时也可以延长刀具寿命。
3. 刀具磨损过快怎么办?答:增加冷却液的流量或者更换更耐磨的刀具可以延长刀具寿命。
4. 加工表面粗糙度过大怎么办?答:调整进给速度或者增大/减小齿数可以改变每个齿面上去除金属量,从而改善表面质量。
数控加工中切削用量的确定曹永志1 (1. 廊坊技师学院, 河北廊坊065000 ; 2.嵩2杨北华航天工业学院, 河北廊坊065000)摘要: 数控加工在当今的冷加工中应用越来越多, 其切削用量与普通机床有很大不同。
本文对数控加工中切削用量的确定做了简要的分析, 提供了一些选取原则和方法, 并对应该注意的问题进行了分析, 以供数控操作人员参考。
关键词: 数控加工; 切削用量; 切削速度; 切削深度; 进给量中图分类号: TG506 文献标识码: A 文章编号: 1673 - 7938 (2008) 05 - 0031 - 03随着数控机床在生产实际中的广泛应用,操作者要在人机交互状态下即时选择刀具和确定切削用量,编程人员必须熟悉刀具的选择方法和切削用量的确定原则,这样才能保证零件的加工质量和加工效率,充分发挥数控机床的优点,提高企业的经济效益和生产水帄。
1 数控加工特点与切削用量的确定与传统加工相比,数控加工的显著特点是:自动化程度高、加工质量稳定; 适合复杂型面零件的加工;高速化、高精度、高效率;工艺复杂、一机多用;柔性化高。
“工欲善其事,必先利其器”。
刀具的切削用量的确定是数控加工工艺中的重要内容,它不仅影响数控机床的加工效率,而且直接影响加工质量, 因此,数控加工中切削用量确定至关重要。
编程人员必须掌握切削用量确定的基本原则,在编程时充分考虑数控加工的特点。
2 数控加工切削用量的确定切削用量是在机床调整前必须确定的重要参数,它对切削力、功率消耗、刀具磨损、刀具耐用度、加工精度和表面质量等均有明显的影响。
因此,合理选择切削用量对提高切削效率,保证加工质量和降低加工成本具有重要的作用。
所谓“合理的”切削用量是指充分利用刀具切削性能和机床动力性能(功率、扭矩) ,在保证质量的前提下,获得高的生产率和低的加工成本的切削用量。
要确定合理的切削用量,既要从理论上充分认识切削用量,又要将理论上得出的切削用量运用到实际中去,这样才能综合机床、刀具、加工材料确定最佳的切削用量。
车削时,工件加工表面最大直径处的线速度称为切削速度,以v(m/min)表示。
其计算公式:v=πdn/1000(m/min) 式中:d——工件待加工表面的直径(mm)
n——车床主轴每分钟的转速(r/min)
工件每转一周,车刀所移动的距离,称为进给量,以f(mm/r)表示;车刀每一次切去的金属层的厚度,称为切削深度,以ap(mm)表示。
说明:①刀具材料代号说明
G —高速钢
YT —钨钛钴硬质合金
YG —钨钴类硬质合金
YS —超细硬质合金
YW —通用硬质合金
T —陶瓷
PCD —人造聚晶金刚石复合片
PCBN —立方氮化硼复合片
②参数选择说明
A、粗车时,选用低的切削速度,大的切削深度和进给量。
B、精车时,选用高的切削速度,小的切削深度和进给量。
C、高速钢刀具精车时采用Vc小于10m/min的切削速度以控制积屑瘤产生,降低钢件粗糙度。
D、对铸钢件,粗车应选比较低的切削速度。
E、断续切削时,刀具前角适当减小。
F、刀具材料抗弯强度低,γ0应减小到0~5°。
削用量及加工余量的合理选择切削用量的选择,主要根据刀具耐用度和加工表面粗糟度,加工精度的要求。
切削用量愈大,刀具耐用度愈低。
切削速度Vc,进给量f和切削深度Ap刀具耐用度的影响不同,切削速度影响最大,进给量次之,切削深度影响最小。
(1)切削深度的选择切削深度应根据加工余量确定。
1)粗加工时,在留有精加工及半精加工的余量后,应尽可能一次走刀切除全部粗加工余量。
若粗切余量过大,不能一次切除,这时,应将第一次走刀的切削深度取大些,可占全部余量的2/3~3/4,以使精加工工序获得较小的表面粗糙度值及较高的加工精度。
2)切削零件表层有硬皮的铸、锻件或不锈钢等冷硬较严重的材料时,应使切削深度超过硬皮或冷硬层,以避免使切削刃在硬皮或冷硬层上切削。
(硬皮深度可达0.07~0.5mm)3)当冲击载荷较大(如断续切削)或工艺系统刚性较差时,应适当减小切削深度。
4)一般精切( 1.6!~ 0.8)时,可取=0.05~0.8mm;半精切( 6.3~ 3.2)时,可取=1.0~3.0mm.(2)进给量F的选择1)粗加工时,进给量主要受刀杆、刀具、机床、工件等的强度、刚度所能承受的切削力的限制,一般是根据刚度来选取。
2)精加工时,进给量主要受表面粗糙度要求的限制。
要求表面粗糙度小,应选取较小的F。
但F过小,切削厚度过薄,表面粗糙度反而大,而且刀具磨损加剧。
3)当刀具的副角较大,刀尖圆弧半径较大时,F可选较大值。
(3)切削速度的选择在保证刀具的经济耐用度及切削负荷不超过机床的额定功率的情况下选定切削速度。
1)粗车时,背后吃刀量和进给量均较大,故选较低的切削速度,精车时,则选较高的切削速度。
2)加工材料的加工性差时,切削速度选得低些。
如加工灰铸铁的切削速度比加工中碳钢低;而加工铝合金和铜合金的切削速度比加工中碳钢要高得多。
3)刀具材料的切削性能越好时,切削速度也可以越高。
如涂层硬质合金、陶瓷、金刚石和立方氮化硼刀具的切削速度。
(五)确定切削用量及基本工时工序Ⅰ:车削端面、外圆及螺纹。
本工序采用计算法确定切削用量。
1.加工条件工件材料:45钢正火,σb=0.60GPa 、模锻。
加工要求:粗车φ60mm 端面及φ60mm 、φ62mm 外圆,R z 200μm ;车螺纹M60×1mm 。
机床:C620-1卧式车床。
刀具:刀片材料YT15,刀杆尺寸16×25mm 2,k r =90°,γo =15°,αo =12°,r ε=0.5mm 。
60°螺纹车刀:刀片材料:W18Cr4V 。
2.计算切削用量(1)粗车M60×1mm 端面1)已知毛坯长度方向的加工余量为25.17.0+-mm ,考虑7°的模锻拔模斜度,则毛坯长度方向的最大加工余量Z max =7.5mm 。
但实际上,由于以后还要钻花键底孔,因此端面不必全部加工,而可以留出一个φ40mm 芯部待以后钻孔时加工掉,故此时实际端面最大加工余量可按Z max =5.5mm 考虑,分两次加工,αp =3mm 计。
长度加工公差按IT12级,取-0.46mm (人体方向)。
2)进给量f 根据《切削用量简明手册》(第3版)(以下简称《切削手册》)表 1.4。
当刀杆尺寸为16mm ×25mm ,αp ≤3mm 以及工件直径为60mm 时。
f =0.5~0.7mm/r按C620-1车床说明书(见《切削手册》表1.30)取f =0.5mm/r3)计算切削速度 按《切削手册》表1.27,切削速度的计算公式为(寿命选T =60min )。
νc =νανfy T C v x p m k ν(m/min )其中:C ν=242,x ν=0.15,y ν=0.35,m=0.2。
修正系数K ν见《切削手册》表1.28 ,即K Mv =1.44,K sv =0.8,K kv =1.04,K krv =0.81,K Bv =0.97。