首钢冷轧企业标准_家电板用冷轧钢板及钢带
- 格式:pdf
- 大小:23.72 KB
- 文档页数:8
冷轧钢板标准
冷轧钢板是一种重要的金属材料,广泛应用于建筑、机械制造、汽车工业等领域。
为了保证冷轧钢板的质量和安全性,制定了一系列的标准来规范其生产和使用。
本文将介绍冷轧钢板的相关标准,以便读者更好地了解和应用这一材料。
首先,冷轧钢板的标准主要包括产品标准和加工工艺标准两个方面。
产品标准
主要规定了冷轧钢板的化学成分、机械性能、尺寸偏差、表面质量等指标,以及相应的检验方法和技术要求。
而加工工艺标准则主要涉及了冷轧钢板的生产工艺、设备要求、质量控制等内容。
其次,冷轧钢板的标准制定是为了保证产品质量稳定,满足不同行业的需求。
在建筑领域,冷轧钢板通常用于制作钢结构、管道、容器等,因此产品标准对其力学性能、耐腐蚀性能、焊接性能等方面都有详细规定。
而在汽车工业中,冷轧钢板主要用于制造车身、车门、车顶等部件,因此产品标准对其表面质量、涂层附着力、成型性能等方面也有相应规定。
另外,冷轧钢板的标准还涉及了环保要求和安全性规定。
在生产过程中,冷轧
钢板的表面处理、废水处理、废气排放等都必须符合国家相关标准,以保护环境和人类健康。
同时,冷轧钢板的使用过程中,也需要严格遵守安全操作规程,避免因材料质量问题导致事故发生。
总的来说,冷轧钢板的标准是为了规范其生产和使用,保证产品质量和安全性。
只有严格执行标准要求,才能保证冷轧钢板在各个行业的应用效果,促进相关产业的健康发展。
希望本文能够帮助读者更好地了解冷轧钢板标准,提高对这一重要材料的认识和运用能力。
I CS 77.140.50Q/SG H 46首钢总公司企业标准Q/SGZGS 324.1—2007前 言Q/SGZGS 324《冷轧低碳钢板和钢带》分为以下几个部分:——第1部分:首钢(SG)冷轧低碳钢板和钢带;——第2部分:欧标(EN)冷轧低碳钢板和钢带;——第3部分:德标(DIN)冷轧低碳钢板和钢带;——第4部分:日标(JIS)冷轧低碳钢板和钢带;——第5部分:美标(ASTM)冷轧低碳钢板和钢带。
本部分为Q/SGZGS 324《冷轧低碳钢板和钢带》的第1部分。
本标准的附录A和附录B为资料性附录。
本标准由首钢技术质量部提出并归口。
本标准起草单位:首钢股份有限公司顺义冷轧分公司、首钢技术质量部。
本标准主要起草人:乔建军、闻达、唐牧、王丽萍、姚舜。
本标准首次发布。
冷轧低碳钢板及钢带第1部分:首钢(SG)冷轧低碳钢板及钢带1 范围本标准规定了冷轧低碳钢板和钢带的分类和代号、尺寸、外形、重量及允许偏差、要求、试验方法、检验规则、包装、标志和质量证明书等内容。
本标准适用于首钢生产冷轧低碳钢板及钢带,以下简称钢板及钢带。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 222 钢的成品化学成分允许偏差GB/T 223(相关部分) 钢铁及合金化学分析方法GB/T 228 金属材料室温拉伸试验方法(eqv ISO 6892:1998)GB/T 2523 冷轧薄钢板(带)表面粗糙度测量方法GB/T 2975 钢及钢产品力学性能试验取样位置及试样制备(eqv ISO 377:1997)GB/T 4336 碳素钢和中低合金钢火花源原子发射光谱分析方法(常规法)GB/T 5027 金属薄板和薄带塑性应变比(r值)试验方法GB/T 5028 金属薄板和薄带拉伸应变硬化指数(n值)试验方法GB/T 8170 数值修约规则GB/T 20066 钢和铁化学成分测定用试样的取样和制样方法Q/SGZGS 322 冷轧钢板和钢带的包装、标志及质量证明书Q/SGZGS 323 冷轧钢板和钢带的尺寸、外形、重量及允许偏差3 分类和代号3.1 钢板及钢带按用途分类见表1的规定。

宝山钢铁股份有限公司企业标准宝钢资源查询冷轧不锈钢钢板及钢带的尺寸、外形、重量及允许偏差(Q/BQB 4401-2009)1 范围本标准规定了冷轧不锈钢钢板及钢带的尺寸、外形、重量及允许偏差。
本标准适用于宝山钢铁股份公司生产的厚度为0.20mm~6.50mm、宽度为730mm~1600mm 的冷轧不锈钢钢带以及由钢带横切成的钢板及纵切成的纵切钢带,以下简称钢板及钢带。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 8170-2008 数值修约规则与极限数值的表示和判定3 分类和代号3.1 按边缘状态分为切边EC不切边EM3.2 按轧制精度分为普通厚度精度PT.A较高厚度精度PT.B普通宽度精度PW.A较高宽度精度PW.B普通长度精度PL.A较高长度精度PL.B3.3 按表面加工类型分为冷轧(带氧化皮)后,进行热处理、酸洗(或机械除鳞加酸洗)处理加工No.2E 冷轧后,进行热处理、酸洗处理加工No.2D冷轧后,进行热处理、酸洗处理后,再进行平整加工No.2B冷轧后,进行热处理、酸洗处理后,再用80#~120#砂带研磨、平整加工No.3冷轧后,进行热处理、酸洗处理后,再用150#~320#砂带研磨、平整加工No.4冷轧后,进行热处理、酸洗处理后,再用150#~320#砂带研磨抛光、平整加工HL 冷轧后,进行光亮热处理后,再进行平整加工BA4 尺寸No.2B 不切边EM 750~1350钢带切边EC0.20~5.0730~1570508/610(钢卷内径)不切边EM 750~1600纵切钢带0.20~3.0 120~700No.3 No.4 HL BA 钢板切边EC0.20~3.0730~13501000~9000(钢板长度)不切边EM 750~1350钢带切边EC0.20~3.0730~1570508/610(钢卷内径)不切边EM 750~1600纵切钢带0.20~3.0 120~7005 尺寸允许偏差5.1 厚度允许偏差5.1.1 钢板及钢带的厚度允许偏差应符合表2的规定。
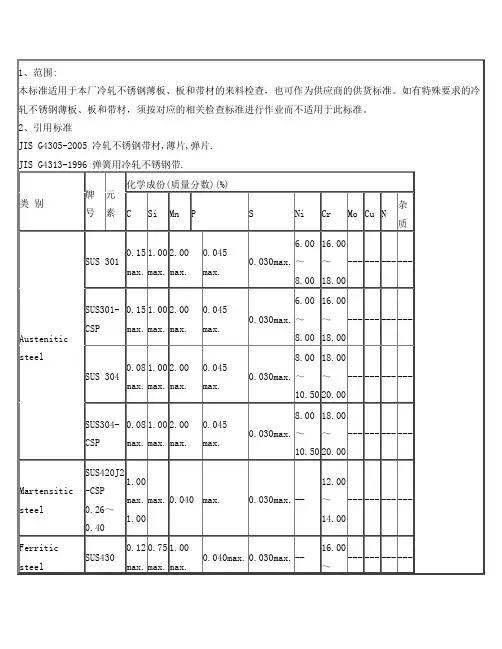
18.00Precipitationhardeningsteel SUS631-CSP 0.09 max. 1.00 max. 1.00 max. 0.040max.0.030max. 6.50~7.75 16.00~18.00. ---Other:AL0.75~1.503、本公司常用的冷轧不锈钢薄板、板和带材的牌号及化学成份4、本公司常用的冷轧不锈钢薄板、板和带材的硬度状态及力学性能:牌号 状态 拉伸试验硬度试验试验应力MPa 抗拉强度 MPa 伸长率 % 维氏硬度 HV不 小 于 SUS 301 -- 205min. 520min 40 min218 max.SUS301-CSP 1/2H 510 min. 930 min. 10 min. 310 min.3/4H 745 min. 1130 min. 5 min. 370 min. H1030 min.1320 min.-- 430 min. EH 11275 min. 1570 min. -- 490 min. SUS 304 -- 205min. 520min 40 min 200 max.SUS304-CSP 1/2H 470 min. 780 min. 6 min 250 min. 3/4H 665 min. 930 min. 3 min 310 min.H880 min.1130 min. --370 min.SUS420J2 -CSP 0 225 min. 540 min. 18 min. 247 max. -- -- -- -- -- SUS430-- 205 min.420 min22 min200 max.-- -- -- -- --SUS631-CSP 0 -- 1030 max. 20 min. 345min. 392 min 1/2H -- 1080 max. 5 min. 380 min.3/4H -- 1180 max. -- 450 min.H -- 1420 max. -- 530 min.5、本公司常用的冷轧不锈钢薄板、板和带材的尺寸公差:5.1、宽度公差:5.2、厚度公差:①、常用的冷轧不锈钢薄板、板和带材首选厚度有:0.1mm;0.12mm;0.15mm;0.20mm;0.25mm;0.28mm;~<1.25≥1.25±0.050±0.060±0.060±0.030±0.035±0.040±0.020±0.025±0.030~<1.60②、厚度公差:见下表宽度厚度5.3、拱形量公差:表二:拱形公差宽度范围 mm 允许最大的拱形量 mm≥10~<20 8≥20~<40 6≥40~<80 3≥80 16.1、其它说明:(1)、对于原材料是否带有磁性,请列入品质检查项目;(2)、对于弯曲试验、等工艺参数,因不列为必检项目,故此处未列出;如有需要,可参JIS Z 2204、进行检查;(3)、外观检验参照公司材料方面的品质标准;(4)、包装、标识要求及环保等在与供应商技术、品质协议方面另行规定;(5)、未尽事项,参照相对应的JIS标准;(6)、不锈钢管的化学成份;硬度状态及力学性能参照本标准,其它尺寸,外观等检查标准,详见相关不锈钢管产品检查标准,例如:WI-TE-005; WI-TE-093。
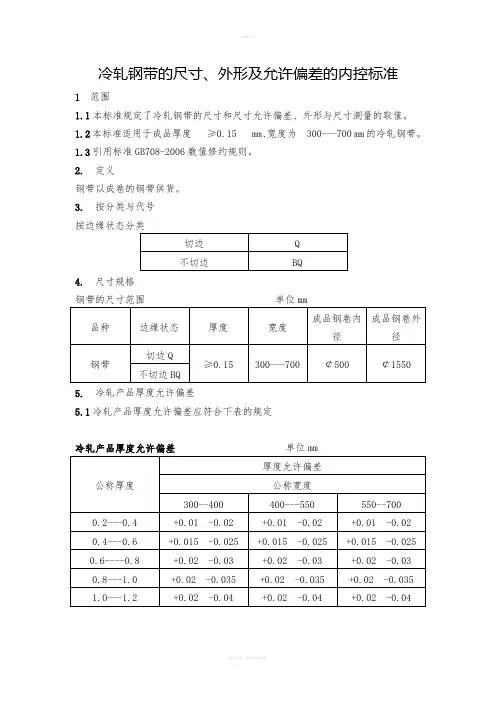
冷轧钢带的尺寸、外形及允许偏差的内控标准1范围1.1本标准规定了冷轧钢带的尺寸和尺寸允许偏差、外形与尺寸测量的取值。
1.2本标准适用于成品厚度≥0.15 mm、宽度为 300---700 mm的冷轧钢带。
1.3引用标准GB708-2006数值修约规则。
2. 定义钢带以成卷的钢带供货。
3. 按分类与代号按边缘状态分类4. 尺寸规格钢带的尺寸范围单位mm5. 冷轧产品厚度允许偏差5.1冷轧产品厚度允许偏差应符合下表的规定冷轧产品厚度允许偏差单位mm5.2钢带两端总长度30m 内的厚度允许偏差:1.8*表列值 接头处两侧各4m 内钢带超厚部分允许偏差:1.8*表列值 搪瓷及0.15以下轧硬产品板厚公差应控制在±0.01 5.3客户特殊要求以其相应订货的厚度允许偏差交货。
6. 冷轧产品宽度允许偏差6.1冷轧产品宽度允许偏差 单位mm6.2切边余量不小于 5 mm ,不大于40mm 。
7.外形 7.1镰刀弯7.1.1钢带的镰刀弯是指呈凹形的侧边与连接测量两端点的直线之间的最大距离。
在产品呈凹形的一侧测量。
7.1.2钢带镰刀弯的测量部位是在距钢带头部或尾部不小于5000mm 处。
7.1.3镰刀弯的允许偏差应符合下表的规定镰刀弯允许偏差 单位mm7.2不平度7.2.1钢带的不平度应符合下表的规定钢带不平度 单位mm7.3钢卷起筋7.3.1钢卷的取样样板在起筋部位测量浪形。
7.3.2起筋部位浪形的检测结果不得超过下表的规定。
钢卷起筋部位浪形允许偏差7.4钢卷塔形7.4.1钢卷应整齐牢固地卷曲成形。
7.4.2钢卷一侧的塔形高度不得超过下表的规定。
钢卷允许塔形高度单位 mm7.5钢卷溢出边7.5.1钢卷溢出边是指钢卷侧面内圈和外圈部位的溢出。
7.5.2钢卷一侧的溢出高度不得超过下表的规定。
钢卷允许溢出边高度单位mm7.6毛刺7.6.1钢带的毛刺是指经过剪切之后切口部位的厚度与钢带的厚度之差。
7.6.2钢带的毛刺高度不得超过下表的规定。
冷轧钢板及钢带国标
冷轧钢板及钢带的国家标准主要包括以下几个方面:
冷轧钢板的定义及用途:冷轧钢板是以热轧板材为原料经过冷轧加工而成的钢板,表面光滑平整,厚度均匀,尺寸精度高,机械性能良好,对锻造和加工性能优良,广泛应用于汽车、家电、建筑材料、电机等领域。
冷轧钢板及钢带的分类:
根据不同的用途、材质和性能,冷轧钢板及钢带可分为多个产品等级。
例如,GB/T 708-2019《冷轧钢板和钢带》标准中规定了冷轧钢板及钢带的分类、代号、尺寸、外形、重量及允许偏差、技术要求、试验方法、检验规则、包装、标志及质量证明书等内容。
冷轧钢板及钢带的技术要求:
冷轧钢板及钢带的国家标准要求产品符合一定的化学成分、机械性能、加工性能、尺寸精度等要求。
例如,碳素结构钢冷轧薄钢板应具有良好的可塑性、可焊性和机械性能,同时应满足标准中规定的化学成分、力学性能、工艺性能等方面的要求。
冷轧钢板及钢带的试验方法:
标准中还规定了对冷轧钢板及钢带进行的试验方法,包括化学成分分析、力学性能试验、工艺性能试验、表面质量检查、尺寸精度测量等。
此外,还有其他与冷轧钢板及钢带相关的国家标准,如GB/T 13790-2016《冷轧钢板和钢带的尺寸、外形、重量及允许偏差》、GB/T 2520-2017《钢铁及合金电镀和化学镀铬钢板和钢带》等。
这些标准规定了冷轧钢板及钢带的各项技术指标和试验方法,为生产和使用提供了统一的依据。
冷轧钢板日本工业标准日本工业标准JIS Z 3141-1994冷轧钢板及钢带1.适用范围本规格规定以冷轧机制造的冷轧钢板及钢带(以下称钢板及钢带),并包括磨光钢带(宽度未满于500mm的冷轧钢带)及由磨光钢带被剪断的钢板。
2.用词的含义本规格所用的用词的含义如下:(1)钢板为冷轧成平的钢,以平板状供应者;(2)钢带为冷轧成平的钢,以卷板状供应者。
3.种类及记号钢板及钢带为表1的3种类,再加如表2及表3的调质区分以及表面加工区分表1 种类及记号备注:1、1种的标准调质及退火状态的钢板及钢带,如有订货者的指定,要保证抗拉试验值或埃里克森值的某一方或其两方时,应在种类记号的末尾加T为SPCT;2、3种的标准调质的钢板及钢带,如有订货者指定,要保证非时效性时,在种类记号的末尾加N为SPCEN。
表2 调质区分表3 表面加工区分备注:不适用于退火状态的钢板及钢带。
4、机械性能4.1抗拉强度、伸长及非时效性标准调质及退火状态的钢板及抗拉强度、伸长以及非时效性,均按表4所示:表4 抗拉强度、伸长及非时效性备注:1.1种原则上不适用抗拉试验值,但有订货者要求时,适用括弧内的数值;2.关于厚度未满0.60mm,原则上省略抗拉试验;3.此表适用于宽度大于30mm;4.3种的标准调质钢板及钢带,有非时效性的指定时,应在制造厂出厂后6个月内,要保证非时效性,非时效性指在加工时,不发生拉伸应变的性质而言;5.括弧里的单位及数值(除1种的上段)是根据国际单位系(S1),付记以供参考。
4.2埃里克森值标准调质及退火状态的钢板及钢带的埃里克森值,如订货者有要求时,要进行埃里克森试验来代替抗拉试验,或除抗拉试验外进行埃里克森试验,并其值应大于表5所示。
2、适用于3个试验值的平均。
4.3硬度1/8硬质、1/4硬质、1/2硬质及硬质的钢板以及钢带的硬度,均按表6所示。
4.4弯曲钢板及钢带按表7规定进行弯曲时,也不得在其外侧发生裂伤。
但1/8硬质、1/4硬质及1/2硬质的钢板以及钢带,由订货者要求时适用。
冷轧钢板标准冷轧钢板是一种重要的金属材料,广泛应用于建筑、机械制造、汽车制造等领域。
为了确保冷轧钢板的质量和安全性,制定了一系列的标准,以便对其进行规范和监管。
本文将介绍一些常见的冷轧钢板标准,希望能对相关行业人士有所帮助。
首先,冷轧钢板的材质标准是非常重要的。
冷轧钢板的主要原材料是钢铁,其质量直接影响到冷轧钢板的性能和用途。
因此,钢铁行业制定了一系列的材质标准,包括成分、力学性能、金相组织等方面的要求,以确保生产的冷轧钢板符合相关的质量标准。
其次,冷轧钢板的生产工艺标准也是至关重要的。
冷轧钢板的生产过程包括多道工序,如热轧、酸洗、冷轧、退火等。
每道工序都有严格的工艺要求,以确保冷轧钢板在生产过程中不出现质量问题。
因此,钢铁行业也制定了一系列的生产工艺标准,对每道工序的操作、设备、环境等方面都进行了详细的规定。
此外,冷轧钢板的表面质量标准也是不可忽视的。
冷轧钢板作为一种外表面直接暴露在环境中的材料,其表面质量直接关系到其外观和耐腐蚀性能。
因此,钢铁行业也对冷轧钢板的表面质量进行了严格的标准化,包括表面光洁度、氧化皮、划痕、锈斑等方面的要求,以确保冷轧钢板在使用过程中能够保持良好的外观和性能。
最后,冷轧钢板的尺寸偏差标准也是非常重要的。
冷轧钢板作为一种精密的金属材料,其尺寸偏差直接关系到其在设计和制造中的精度要求。
因此,钢铁行业也对冷轧钢板的尺寸偏差进行了严格的规定,包括厚度、宽度、长度等方面的公差要求,以确保生产的冷轧钢板能够满足用户的精度要求。
总之,冷轧钢板标准是保障冷轧钢板质量和安全的重要依据,只有严格遵守相关的标准要求,才能够生产出优质的冷轧钢板,满足不同行业的需求。
希望本文介绍的内容能够对相关行业人士有所帮助,也希望钢铁行业能够进一步完善相关的标准体系,推动冷轧钢板行业的健康发展。
-------------
3.1 按边缘状态分为
切边EC
不切边EM
3.2 按轧制精度分为
普通厚度精度PT.A
较高厚度精度PT.B
普通宽度精度PW.A
较高宽度精度PW.B
普通长度精度PL.A
较高长度精度PL.B
3.3 按表面加工类型分为
冷轧(带氧化皮)后,进行热处理、酸洗(或机械除鳞加酸洗)处理加工No.2E 冷轧后,进行热处理、酸洗处理加工No.2D
冷轧后,进行热处理、酸洗处理后,再进行平整加工No.2B
冷轧后,进行热处理、酸洗处理后,再用80#~120#砂带研磨、平整加工No.3
冷轧后,进行热处理、酸洗处理后,再用150#~320#砂带研磨、平整加工No.4
冷轧后,进行热处理、酸洗处理后,再用150#~320#砂带研磨抛光、平整加工HL -------------
-------------
-------------
-------------
-------------
-------------
-------------
-------------
-------------
-------------
-------------
-------------
-------------
-------------。
冷轧专用板产品手册COLD ROLLED SPECIAL PLATEPRODUCT MANUAL北京首钢股份有限公司B e i j i n g S h o u g a n gC o.,L t d.1.1 冷轧及退火产品 Cold rolled & Annealed steel sheets & strips1.1.1 涂镀基板用冷轧钢板及钢带Cold rolled steel sheets and strips for the substrate of color coating and electroplating1.1.2药芯焊丝用冷轧钢板及钢带 Cold rolled steel sheet & strip for flux-cored wire(5)拉伸应变痕 Stretcher strain marks 由于此类钢种时效的影响,建议用户尽早使用。
Aging often occurs on Cold rolled steel sheets & strips for painting and coating base plate , so the user issuggested to use it as soon as possible.Products Introduction产品介绍(5) 拉伸应变痕 Stretcher strain marks 由于此类钢种时效的影响,建议用户尽早使用。
Aging often occurs on Cold rolled steel sheets & strips for flux-cored wire, so the user is suggested to use it assoon as possible.1.1.3 链条用钢 Cold rolled steel sheets and strips for chain1.1.4搪瓷用钢 Cold rolled steel sheet and strip for enamelling1.1.5 精密焊管用冷轧钢板及钢带 Cold rolled steel sheets and strips for precision welded pipe(1)牌号和用途 Steel Grades and Application(4)可订货规格 Available dimensions(单位 Unit: mm)1.1.6钢桶用冷轧钢板及钢带 Cold rolled steel sheet and strip for bucket1.1.7 高耐候冷轧钢板及钢带 High weather resistant cold rolled steel sheets and strips冷轧专用板产品手册COLD ROLLED SPECIAL PLATE PRODUCT MANUAL北京首钢股份有限公司Beijing Shougang Co.,Ltd. 首钢智慧供应链平台https://上海首钢钢铁贸易有限公司Shanghai Shougang Steel Trading Co. Ltd.广州首钢钢铁贸易有限公司Guangzhou Shougang Steel Trade Co., Ltd.山东首钢钢铁贸易有限公司Shandong Shougang Steel Trade Co., Ltd.天津首钢钢铁贸易有限公司Tianjin Shougang Steel Trade Co., Ltd.武汉首钢钢铁贸易有限公司Wuhan Shougang Steel Trade Co., Ltd.中国首钢印度有限公司China Shougang India Private Limited Tel: 0091 124 4100380/1Tax: 0091 124 4100381首钢国际 ( 新加坡 ) 有限公司Shougang InternaTional(Singapore) PTE. Limited Tel: 0065 62251706Tax: 0065 62252617首钢国际 ( 奥地利 ) 有限公司Shougang International(Austria)GmbH Tel: 0043 1 802 1995 10Tax: 0043 1 802 1995 50首钢国际 ( 加拿大 ) 投资有限公司Shougang International(Canada)Investment L TD. Tel: 001 6046970128Tax: 001 6046970113首钢国际 ( 马来西亚 ) 有限公司Shougang International(Malaysia)SDN.BHD. Tel: 0060 03 33778968/8972Tax: 0060 03 33920293首钢国际 ( 韩国 ) 有限公司Shougang International(Korea)CO.,L TDTel: 0082 220519118Tax: 0082 517459117首钢国际 ( 香港 ) 投资有限公司Shougang International(Hong Kong) Investment Limited Tel: 00852- 28910011Tax: 00852- 28910011卓航海运 ( 新加坡 ) 有限公司Superior Ocean Shipping(Singapope)PTE.L TD. Tel: 0065-62251706Tax: 0065-62252617首钢鹏龙钢材有限公司苏州首钢钢材加工配送有限公司宁波首钢浙金钢材有限公司宁波首钢汽车部件有限公司哈尔滨首钢武中钢材加工配送有限公司沈阳首钢钢材加工配送有限公司佛山首钢中金钢材加工配送有限公司首钢(青岛)钢业有限公司电话**************株洲首鹏汇隆钢材加工配送有限公司天津物产首钢钢材加工配送有限公司重庆首钢武中汽车部件有限公司SGGF 2021-10-15-008首钢智慧供应链平台Shougang for WeChat北京首钢股份有限公司B e i j i n g S h o u g a n gC o.,L t d.。